







 文章探讨了激光切割技术在不锈钢薄板加工中的应用,重点关注了小孔圆度和拐角直线度问题。通过调整切割速度、焦点位置、辅助气体压力和激光输出功率等工艺参数,以及优化加速和减速因子,找到了改善切割质量的方法。实验表明,加速值等于减速值的两倍左右时,对于0.5~1.5mm不锈钢板的切割效果最佳。
文章探讨了激光切割技术在不锈钢薄板加工中的应用,重点关注了小孔圆度和拐角直线度问题。通过调整切割速度、焦点位置、辅助气体压力和激光输出功率等工艺参数,以及优化加速和减速因子,找到了改善切割质量的方法。实验表明,加速值等于减速值的两倍左右时,对于0.5~1.5mm不锈钢板的切割效果最佳。
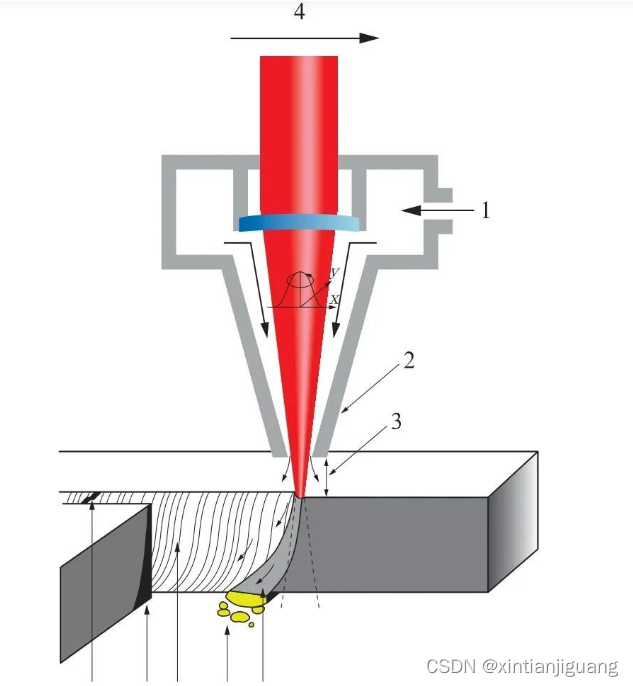
激光在我国最初被称为“莱塞”,即英语“Laser”的译音。早在1964年,根据钱学森院士的建议,把光束激发器改称为“激光”或“激光器”。激光是由惰性气体高纯氦、CO2及高纯氮在气体混合单元混合,经激光发生器生成激光,再加入切割气体如N₂或O2,照射到被加工物上,其能量在短时间内高度集中,瞬间使物质熔化和气化。用这种方法进行切割,解决了坚硬、极脆、难熔物质的加工困难,而且速度快、精度高、变形小,特别适用于精密部件和微型部件的加工。
激光加工过程中,影响激光切割质量的因素很多,主要因素由切割速度、焦点位置、辅助气体压力、激光输出功率等工艺参数构成。除了以上四个最重要的变量以外,可能对切割质量产生影响的因素还包括外光路、工件特性(材料表面反射率、材料表面状态)、割炬、喷嘴、板材夹固等。
影响激光切割质量的上述因素在不锈钢薄板加工中尤为突出,具体表现为:工件反面留有较大积瘤、毛刺;工件上的孔直径达到1~1.5倍的板厚时,明显达不到圆度要求,拐角处直线明显不直;这些问题也是钣金行业在激光加工中较头疼的问题。
</
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









