






我们现在市场上,各种机床种类分别很多。在各种机床上避不开它的配件。我这里把卡盘认为是他的配件一部分。机床的精度除了本身的机械结构及软硬件以外就是他的卡盘了。我认为未来的机床的精度在未来发展已经达到了很高的水平。
这是AI所认为机床精度的说明。
-
车削加工精度:车削加工精度一般为IT8~IT7,表面粗糙度为1.6~0.8μm。粗车加工的精度只能达到IT11,表面粗糙度为Rα20,即10μm。半精车和精车加工的精度可达IT10~IT7,表面粗糙度为Rα10,即0.16μm。
-
铣削加工精度:铣削加工精度一般为IT8~IT7,表面粗糙度为6.3~1.6μm。粗铣加工精度IT11~IT13,表面粗糙度5~20μm;半精铣加工精度IT8~IT11,表面粗糙度2.5~10μm;精铣加工精度IT6~IT8,表面粗糙度0.63~5μm。
-
刨削加工精度:刨削加工精度一般为IT9~IT7,表面粗糙度为6.3~1.6μm。粗刨加工精度可达IT12~IT11,表面粗糙度为25~12.5μm;半精刨加工精度可达IT10~IT9,表面粗糙度为6.2~3.2μm;精刨加工精度可达IT8~IT7,表面粗糙度为3.2~1.6μm。
-
磨削加工精度:磨削加工精度可达IT8~IT5甚至更高,表面粗糙度一般为1.25~0.16μm。精密磨削表面粗糙度为0.16~0.04μm,超精密磨削表面粗糙度为0.04~0.01μm,镜面磨削表面粗糙度可达0.01μm以下。
-
钻削加工精度:钻削的加工精度较低,一般只能达到IT10,表面粗糙度一般为12.5~6.3μm。
-
镗削加工精度:对钢铁材料的镗孔精度一般可达IT9~IT7,表面粗糙度为2.5~0.16μm。精密镗削的加工精度能达到IT7~IT6,表面粗糙度为0.63~0.08μm。
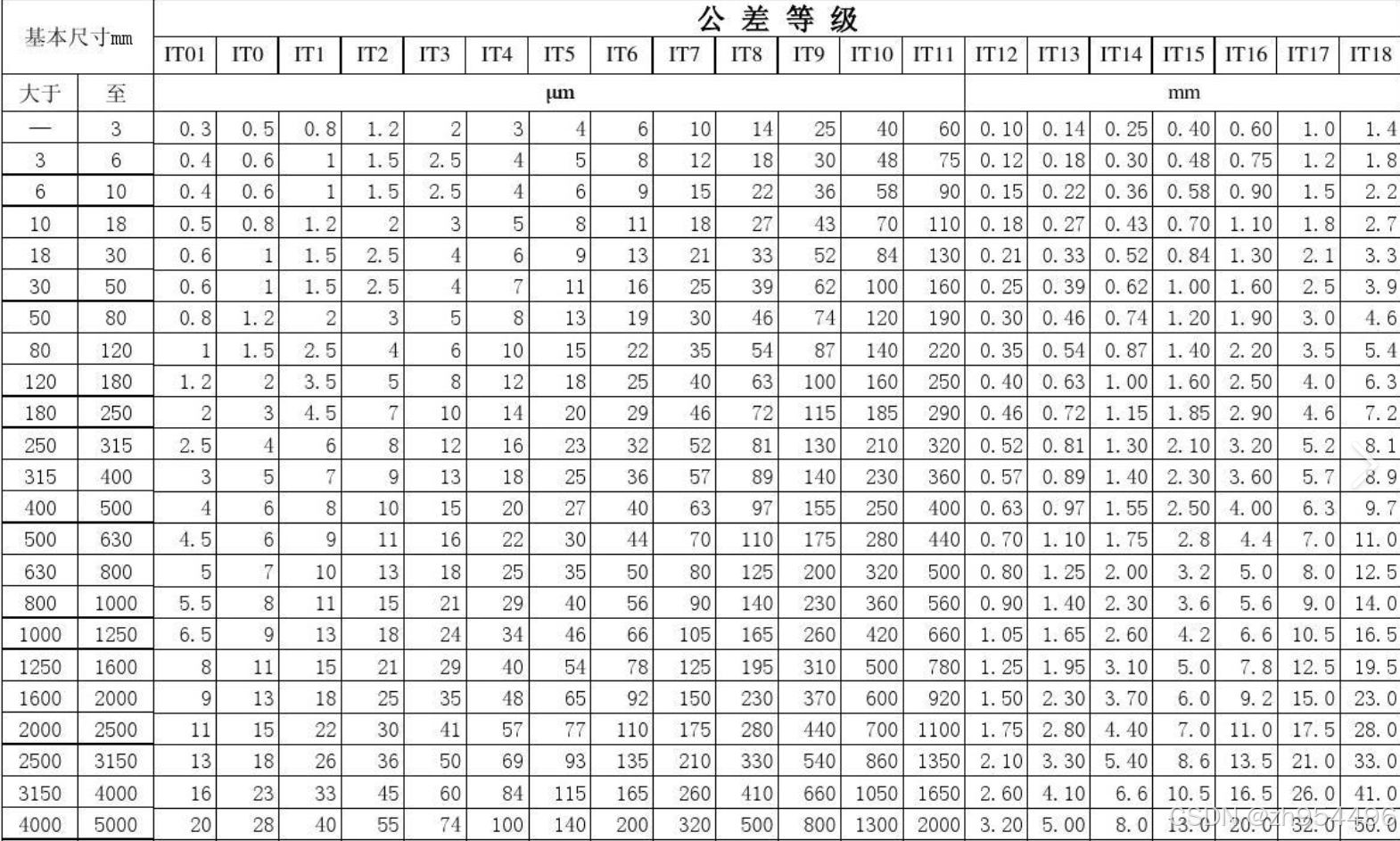
可以看出来,不同工件尺寸加工精度范围也不一样。
但是除了机床精度,刀具和卡盘也对加工工件精度有很大的影响。我着重分析卡盘对于零件精度的要求。
标准机床所提供的标准卡盘。我们以smw的为例。
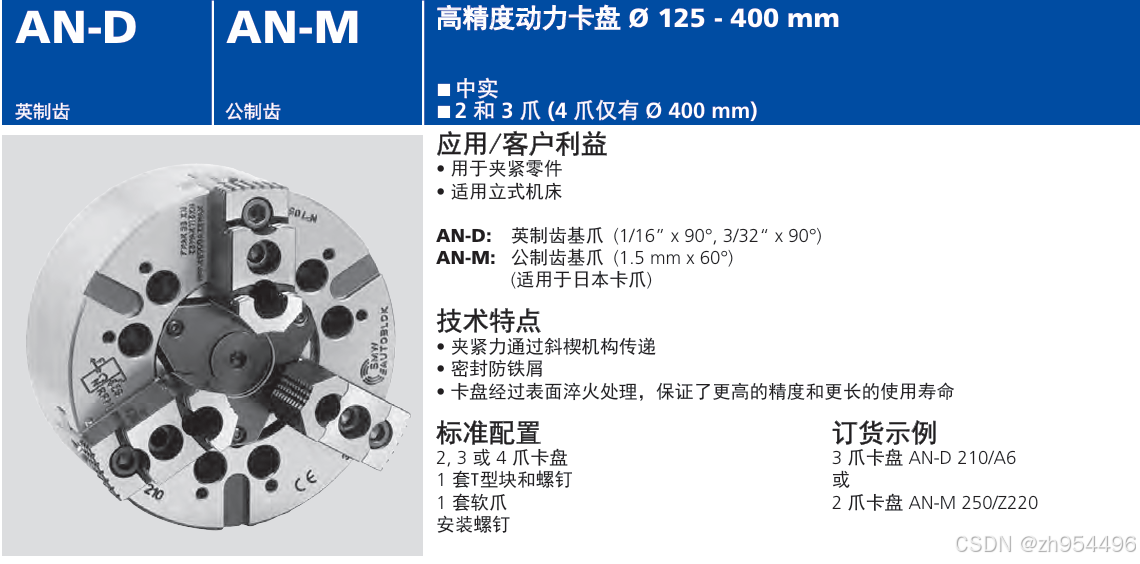
根据尺寸和适用于不同的地区。有英制和公制。根据卡爪的使用状况不同也分为硬爪和软爪。硬爪硬度高也就是卡爪经过了热处理表面的硬度较高。软爪就是表面没有热处理。所以在大量零件生产时用硬爪。因为经过了热处理表面较为硬,所以重复装夹精度会有一定保证。而软爪呢较软,说明可以二次加工。少量特殊工件软爪使用较为多。
图中很明显有孔位是为加配重块,特殊零件加工时,零件本身的回转中心不在轴线上,力矩不平衡。所以加配重块让力矩平衡。使卡爪受力均匀保证加工精度。
也可以看到中间有黑色的密封零件。他的主要作用是保证车削时,铁削不会进入到卡盘本体。可以从旁边气吹吹掉这样在生产会保护卡盘寿命。我们行业称呼他为中实卡盘。中实卡盘主要加工盘类和短轴。
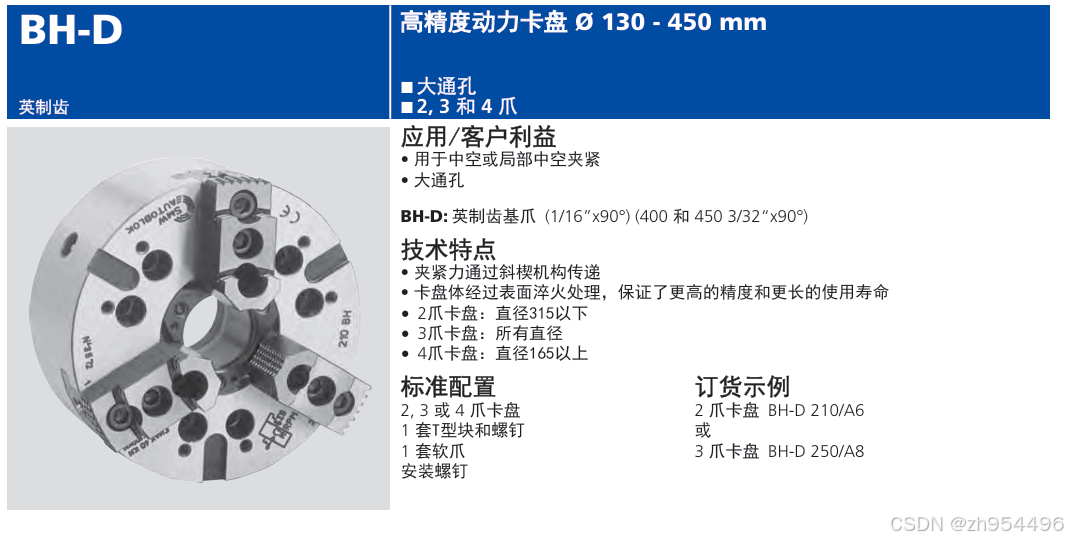
这款为中空卡盘,中间为空心,可以搭配机床加工时中心出气或者水来清理铁削。主要加工棒料。
来看看他的结构。smw很喜欢用斜面结构。
通过拉杆斜面传递受力到卡爪,卡爪移动。斜面能够很多保持受力的传递。同样可以根据设计斜面的角度来给设定卡爪位移。我仔细看过他们的图纸,内部结构紧凑。我很喜欢。
卡盘尺寸加紧范围和结构如图
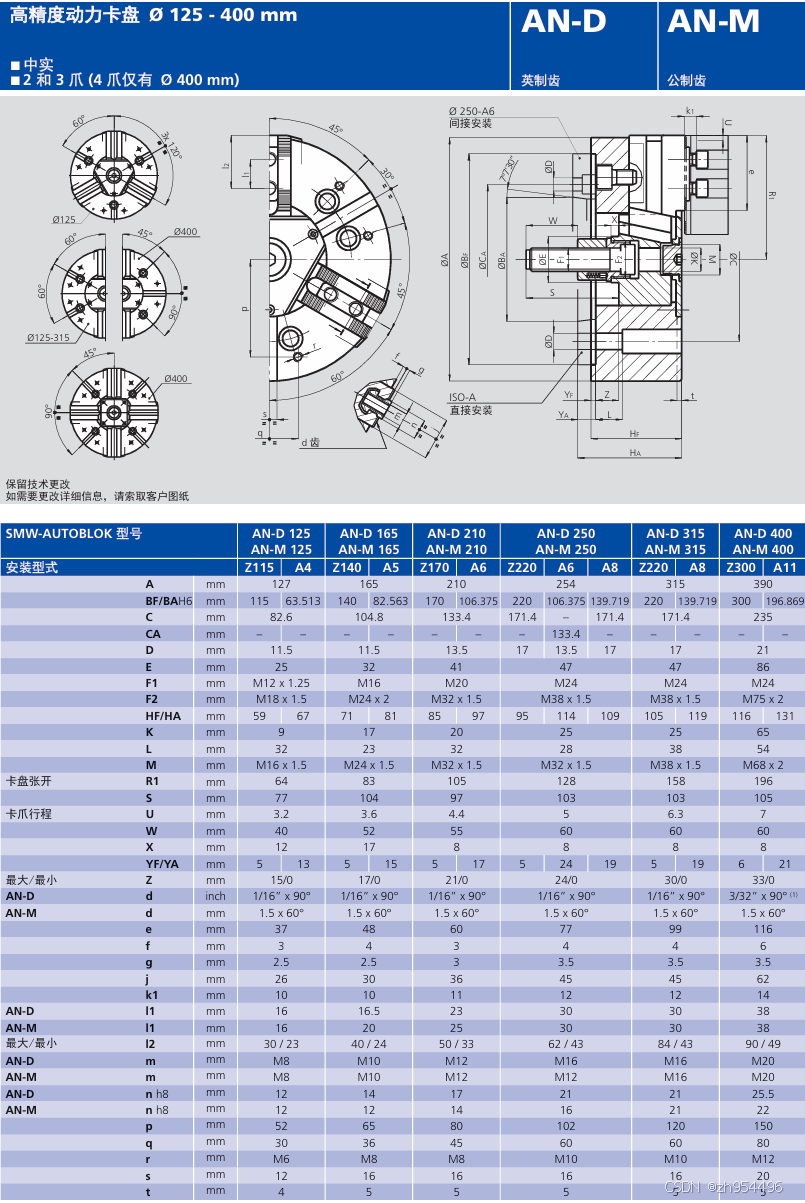
大家发现了没,我现在还没有说明卡盘精度。零件加工的好,卡盘精度少不了。
小尺寸210一下普通卡盘的精度可以做到0.01mm-0.015mm。210以上大卡盘保证0.02mm以下。
为什么精度会这样差呢?
很简单,常规的三爪卡盘,夹持外面,撑内孔两种方式。它没有端压。什么是端压,就是端面压。如果一个盘类零件基准面保证,且基准面和卡盘贴合。这样就可以保证加工精度到2um。
所以常规的卡盘精度差,受力没有后拉使它和端面压紧。
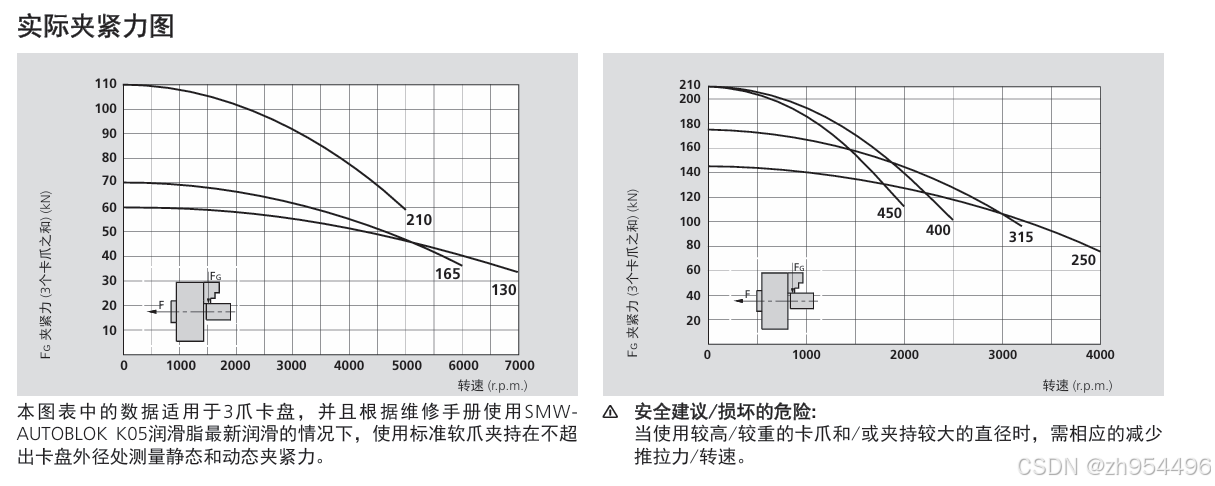
仔细看图也可以发现转速和尺寸与夹紧力成反比。加紧力是谁提供的呢?是油缸。也就可以说转速和尺寸与油压成反比。
我最近也在思考要不要设计一款带端压的三爪常规卡盘。发发小论文,后面在接着看吧。
我现在是客户经理主要处理卡盘的问题。有需要卡盘的可以联系我。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









