









摘 要
在塑料制品成型加工工业中,塑料挤出机是其中重要组成部分之一,应用广泛,具有广阔的发展前景。挤出作为一种聚合物加工技术出现在十九世纪初,通过连续加热、加压使塑料成为熔融状态,然后通过机头挤出成型的技术。
本文介绍了一种热塑性挤出机的设计步骤、工作原理和结构设计。本设计的目的是通过三维建模的方式直观的展示塑料管材挤出机的传动方式,结构特点,利用学生自制的机器介绍聚合物加工技术,介绍制造原理。
作为工业上使用的塑料管材挤出机,在设计过程中,需要选择挤出机挤出所用的原材料,以此来进行挤出机设计。除了加压、熔融、泵压等一系列通用工艺外,还要考虑到最重要的成本效益原则。通过合理的结构设计、材料选取,减少螺杆和机筒的损耗,提高效益。
关键词:挤出机;设计;三维建模;塑料
塑料管材挤出机
1.1挤出机介绍
挤出机是第一次工业革命产物,被发明创造于18世纪末,世界上第一台挤出机被公认为是由英格兰科学家Joseph Bramah于1795年所制造。但挤出作为一种聚合物加工技术它的发展壮大是在十九世纪。1818年,Mc Phearson发明了螺旋压力机,随着橡胶工业的发展,螺旋压力机得到了很大的改进[2]。1879年,Matthew Gray发明了螺杆挤出机,彻底改变了聚合物工业。Roberto Colombo发明了双螺杆挤出机。挤出机经过百年的发展,各种各样的机型被创造出来,被应用于各行各业,单螺杆挤出机和双螺杆挤出机是最广泛使用的挤出机[3]。
一台完整的挤出机设备主要由四个系统组成,分别为挤压系统、传动系统、加热冷却系统和控制系统[4]。
挤压系统:由螺杆、机筒、料斗、机头、模具组成。塑料颗粒被挤压系统加热,加压变成熔融状态。螺杆是挤出机最重要的部件之一。常规挤出机螺杆有3个不同的区:进给区、压缩区和均化区。螺杆的内径在压缩区增大,从而减小了熔融聚合物材料所在的空间,导致压力增大。可以说,塑料管材挤出机的升级改进,就在于其关键零件——螺杆的发展进步。塑料工业中使用的挤出机筒相当复杂和昂贵。挤出机筒体在进料喉部附近有冷却管路,以避免颗粒在料斗内熔化。如果塑料颗粒在进料段熔化,就会形成颗粒集料,堵塞料斗,从而阻止颗粒到达挤出机筒和螺杆。
传动系统:传动系统是任何机械设备的重要组成部分,有了传动系统,机械设备才能正常运行。在塑料管挤出机中,传动系统的作用是驱动螺杆,为螺杆在挤出过程中提供所需的力矩和转速[5]。传动系统的合理性,直接影响设备的挤出产量,因此,有必要对传动系统进行优化设计。
热冷却系统:加热和冷却是塑料挤出的必要条件。现在的挤出机一般通过高效的热敏电阻,进行电加热。加热装置安装在机筒的各个部位,外部的加热装置加热筒内的塑料颗粒,融化塑料颗粒所需的温度[6]。冷却装置是为了控制工艺温度。具体来说,它是为了消除多余的热量,可以快速的控制温度变化,只有一个加热装置不容易控制温度。
控制系统:主要由仪表、调速器。温控器组成。用于实现加热温度控制,显示进料和出料之间的平衡,调节螺杆的转速。

图1.1 塑料管材挤出机
带传动设计
(1)确定功率
由于原电机是在额定功率的情况下工作的,所以设计的带传动功率为电机的额定功率:P=40.5KW。
选取带型
根据P=40.5KW,小带轮转速,可选择Z型V带。确定带轮的基准直径,并验算带速。
初选小带轮的基准直径根据结构及传动比需要,取小带轮的基准直径208mm。
(2)验算带速

(3-1)
因为5m/s<v<30m/s,固带速合适。
计算大带轮的基准直径
(3)确定带的中心距和基准长度
根据式,初定中心距a0=400mm。
带传动的结构简图如3.1所示:
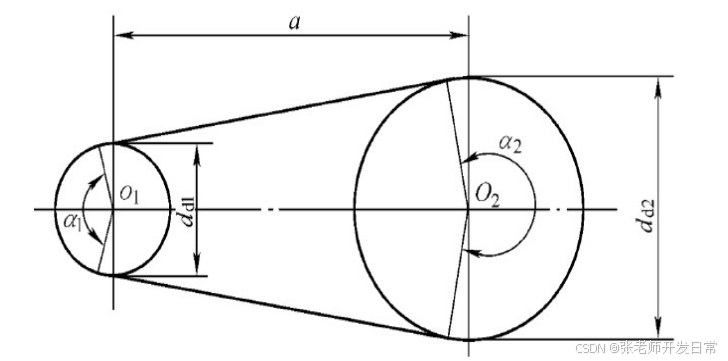
图3.1带传动结构简图
数字化建模
设计的电机三维模型如图1所示:
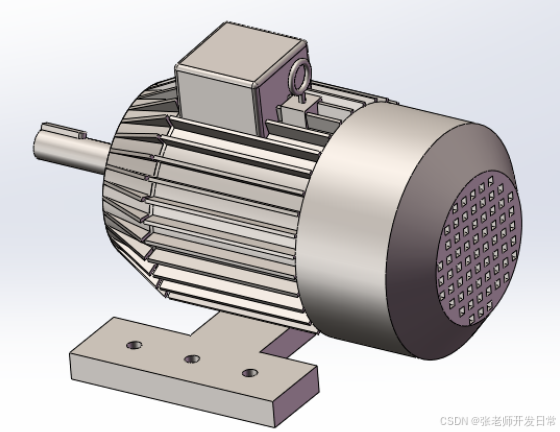
图1电机三维模型
带传动的三维模型如图2所示:
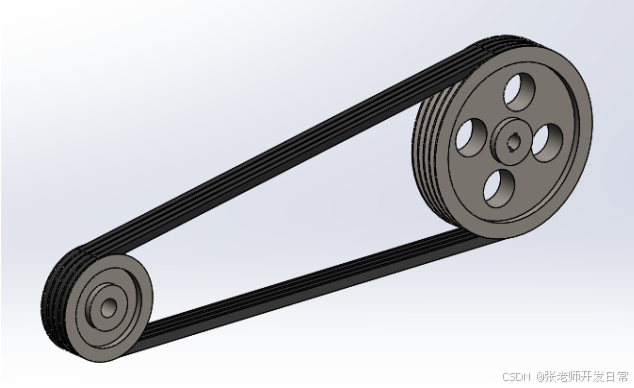
图2带传动三维模型
齿轮传动的三维模型如图3所示:
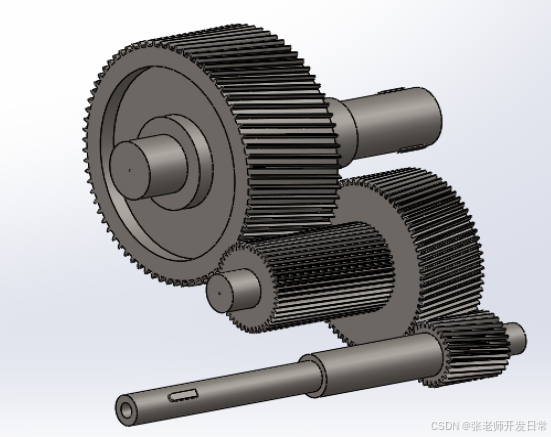
图3齿轮传动三维模型
参考文献
[1]马红梅.机械加工精度的影响因素及提高措施[J].技术与市场,2019,26(12):154+156.
[2]陈卜宁. 卡扣式绝缘护套挤出成形工艺研究及模具优化设计[D].长春理工大学,2019.
[3]马媛媛.塑料挤出机加热冷却系统节能的研究进展[J].合成树脂及塑料,2018,35(05):100-102.
[4]于强强. 电线电缆生产线线径控制系统研究[D].长春工业大学,2017.
[5]张鹏. 基于专家系统的塑料挤出机组智能生产工艺参数优化设计[D].广东工业大学,2017.
[6]刘光朋. 塑料垃圾裂解机理及实验装置的设计研究[D].青岛科技大学,2017.
[7]王伟,王斌,杨雯婷,孙俊兰,焦丽丽.基于Teamcenter的产品级参数化设计技术研究与应用[J].现代制造工程,2016(08):89-94.
[8]王天鹏.挤出机发展历史分析[J].南方农机,2017,48(24):60.
[9]李采文,石营.水利水电工程金属结构腐蚀分析与研究[J].科技资讯,2016,14(09):47-48.
[10]边靖. 锥形双螺杆挤出机螺杆结构对制品性能的影响[D].北京化工大学,2016.
[11]杨勇.直流他励电动机机械特性分析及调速方法[J].黑龙江科技信息,2014(28):9.
[12]夏志民.新型单螺杆挤出机齿轮箱研究[J].中国高新科技,2018(07):80-81.
[13]江帅. 单螺杆挤出过程聚合物颗粒输送行为研究[D].北京化工大学,2013.
[14]王黎,蔺琎.一种对金属熔化的新型加热方式[J].山西冶金,2012,35(04):13-14+18.
[15]周延军. 高性能耐磨锡青铜合金及其先进制备加工技术研究[D].河南科技大学,2012.
[16]何家波. 泥料在双螺杆挤出机中的运动机理研究[D].景德镇陶瓷学院,2012.
[17]余忠. 微孔塑料连续挤出成型的理论与实验研究[D].南昌大学,2011.
[18]Attila Gyárfás,Attila Gergely. The Design of a Small-scale Plastic Extruder Machine[J]. Sciendo,2019,11(1).
[19]类成玲. 变频螺旋压力机的力能效率研究[D].山东理工大学,2009.
[20]韩国亮,杨成德.塑料挤出机螺杆与机筒间隙的影响[J].塑料制造,2015(04):62-64.
[21]张芸.塑料挤出机螺杆的设计与修复工艺初探[J].福建轻纺,2009(03):43-45.
[22]马媛媛.塑料挤出机加热冷却系统节能的研究进展[J].合成树脂及塑料,2018,35(05):100-102.
[23]李洪飞,苑会林,王婧.吹塑成型PVF薄膜工艺研究[J].塑料工业,2005(10):28-30.
[24]王红玉. 塑料挤出生产线温度集中控制系统的研究[D].北京化工大学,2004.
[25]闻娜,刘成伟,刘青川.挤塑机电机驱动系统设计及控制研究[J].塑料工业,2018,46(01):67-70.


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









