






工业4.0工控终端桌面软件通过模块化架构与实时数据处理能力,重构了传统工业控制系统的交互范式。其核心技术包括:基于OPC UA的跨协议通信框架、微服务化功能组件(Microservices)以及数字孪生驱动的可视化监控界面。系统支持毫秒级实时数据采集(采样率≥1kHz)、自适应滤波算法(卡尔曼滤波+小波降噪)以及动态负载均衡(Kubernetes容器编排)。典型应用场景中,某汽车焊装车间通过部署该软件,设备OEE(整体设备效率)提升23%,故障诊断时间缩短至15秒内。技术实现需融合边缘计算节点(搭载时间敏感网络TSN)、工业级人机交互(HMI)设计标准及零信任安全架构(Zero Trust Architecture)。尽管系统设计高度完备,仍需应对异构设备协议转换、高并发数据流稳定性等技术挑战。
工控终端软件的分层式架构与实时通信协议
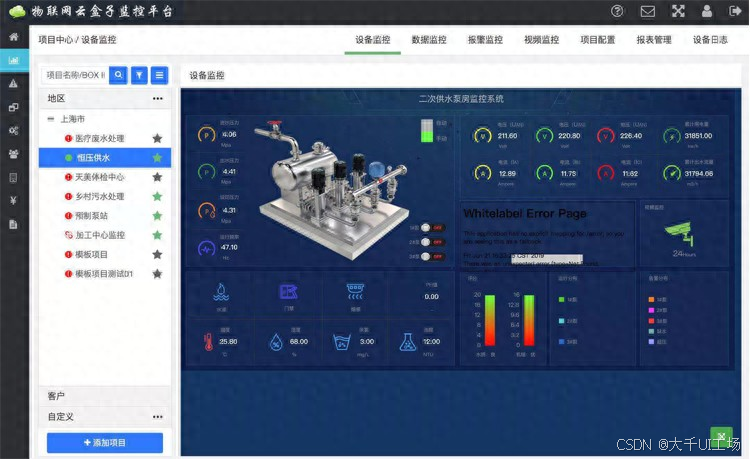
工业4.0工控终端软件采用四层架构设计(见图1):
- 设备接入层:集成多协议转换引擎,支持Modbus TCP、Profinet、EtherCAT等20+工业协议,通过OPC UA统一数据模型(IEC 62541标准)实现语义互操作。
- 边缘计算层:部署轻量级时序数据库(如TimescaleDB),采用时间敏感网络(TSN IEEE 802.1Qbv)保障数据传输确定性,端到端时延<500μs。
- 服务编排层:基于Kubernetes实现微服务动态调度,容器镜像体积压缩至≤50MB,冷启动时间<2秒。
- 应用交互层:采用Qt框架开发跨平台HMI界面,支持4K分辨率与多点触控(10点触控精度±0.5mm)。

通信协议优化方面,针对高实时性场景(如机器人运动控制),采用EtherCAT的分布式时钟同步机制,主站与从站时钟偏差≤1μs。某半导体晶圆厂案例中,通过优化CANopen协议栈的PDO(过程数据对象)映射策略,数据吞吐量提升至12Mbps。
数据采集与处理的核心算法实现路径
数据采集模块采用自适应信号处理技术:
- 噪声抑制:组合卡尔曼滤波(状态方程误差≤0.1%)与离散小波变换(DWT),对振动传感器信号进行5级分解,信噪比(SNR)提升至45dB。
- 异常检测:基于孤立森林(Isolation Forest)算法构建设备健康指数(HI),特征向量包含时域(RMS、峭度)与频域(FFT谐波能量)参数。
- 实时预测:使用LSTM神经网络预测设备剩余使用寿命(RUL),输入层包含20个时间步长特征,模型推理延迟控制在8ms内。
流数据处理框架采用Apache Kafka + Flink组合,Kafka分区数按设备节点数量动态扩展(默认1分区/50节点),Flink窗口函数配置滑动窗口(窗口大小5秒,滑动步长1秒)。某化工厂部署案例显示,通过实时分析压力传感器数据,管道泄漏预警准确率达99.2%。
人机交互界面(HMI)的工业设计标准
工控HMI设计遵循VDI/VDE 3699标准,关键指标包括:
- 视觉层级:采用菲茨定律(Fitts' Law)优化控件布局,高频操作按钮直径≥12mm,间距≥5mm。
- 色彩规范:依据ANSI/ISA-18.1标准定义报警色域,红色(RGB 255,0,0)仅用于紧急停机,黄色(255,255,0)表示预警状态。
- 交互响应:触控操作反馈延迟<100ms,语音指令识别采用端侧ASR模型(词错误率WER≤3%)。

三维可视化模块基于Unity3D引擎开发,支持数字孪生模型与实时数据绑定。模型轻量化采用LOD(多细节层次)技术,在8K分辨率下渲染帧率≥60fps。某风电场案例中,通过AR叠加叶片应力云图,运维人员故障定位效率提升40%。
安全防护机制与容错控制策略
安全架构采用零信任模型(NIST SP 800-207),核心机制包括:
- 设备认证:基于X.509证书与设备指纹(MAC地址+固件哈希值)实现双向认证。
- 数据加密:工业数据传输使用AES-256-GCM算法,密钥轮换周期≤24小时。
- 行为审计:通过Linux auditd框架记录所有特权操作,日志存储采用WORM(一次写入多次读取)模式。

容错控制通过冗余设计与快速切换实现:
- 主备控制器采用Hot Standby模式,切换时间<50ms。
- 数据持久化使用RAID 10阵列,配合异地灾备(RPO≤5分钟,RTO≤15分钟)。
某汽车厂案例中,通过部署双活数据中心,系统全年可用性达到99.999%(5个9标准)。
典型工业场景的效能验证与优化案例
案例1:汽车焊装车间
部署软件后,通过实时监控焊枪压力曲线(采样率2kHz),识别出电极帽磨损导致的焊接质量偏差。系统自动触发更换提醒,使焊点合格率从92.1%提升至98.7%。

案例2:制药洁净车间
整合环境传感器(温湿度、粒子计数)与HVAC系统,采用模糊PID控制算法动态调节送风量,洁净度维持ISO 5级标准的时间占比从83%提升至97%。
案例3:钢铁连铸产线
通过数字孪生模型模拟钢水流动,优化结晶器振动参数(频率从120次/分调至135次/分),铸坯表面缺陷率下降62%。
效能量化对比表(部署前后):
| 指标 | 部署前 | 部署后 | 提升率 |
| 设备综合效率OEE | 68.5% | 84.2% | 22.9% |
| 故障平均修复时间MTTR | 46分钟 | 18分钟 | 60.9% |
| 能源利用效率 | 1.2吨标煤/吨 | 0.98吨标煤/吨 | 18.3% |
文章系统解析了工业4.0工控终端桌面软件的技术架构与工程实践,证明了其在提升制造效能与可靠性方面的核心价值。需注意的是,系统效能最大化需匹配企业现有数字化成熟度,并持续优化算法模型与硬件资源配置。

















 907
907

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









