







摄像头模组镜头的镀膜工艺是提升光学性能的核心环节,通过精密控制镀层材料、厚度及结构,实现增透、防护、抗污等功能。以下是镀膜工艺流程的详细解析,涵盖关键步骤、技术参数及质量控制要点:
一、镀膜工艺流程概览
流程链:
基底清洗 → 预处理(活化/烘烤) → 真空镀膜(PVD/CVD/ALD) → 多层堆叠 → 后处理(退火/涂覆) → 性能检测
二、分步工艺详解
1. 基底清洗
目的:去除镜头表面污染物(灰尘、油脂、指纹),确保镀膜附着力。
步骤:
超声波清洗:使用去离子水+中性清洗剂,频率40kHz,温度50-60℃,清洗10-15分钟。
等离子清洗:在真空腔体内通入氩气/氧气,通过射频(RF)激发等离子体,去除纳米级有机物(提升表面能至50mN/m以上)。
干燥:氮气吹扫 + 80℃低温烘烤30分钟,避免水渍残留。
2. 预处理(表面活化)
离子束轰击:在真空镀膜前,用低能离子束(如Ar⁺)轰击基底,增强表面粗糙度(Ra 0.5-1nm),提高膜层附着力。
烘烤除气:对塑料镜头(如PMMA)需在80-100℃预热1小时,避免镀膜时释放气体导致针孔。
3. 真空镀膜沉积
核心方法:

工艺参数:
真空度:PVD需10⁻³~10⁻⁴Pa,CVD/ALD需10⁻²~10⁻³Pa。
温度:PVD(室温~300℃)、CVD(300-800℃)、ALD(100-300℃)。
膜厚控制:通过石英晶体微天平(QCM)或光干涉仪实时监测,典型AR膜单层厚度为λ/4(如550nm绿光对应~138nm的SiO₂层)。
4. 多层镀膜设计
增透膜(AR Coating):
常用结构:高低折射率交替堆叠(如SiO₂(低折射率n=1.46)+ TiO₂(高折射率n=2.4)),层数通常为4-12层。
设计原则:通过光学干涉抵消反射,优化波段覆盖可见光(400-700nm)或特定波长(如红外截止膜)。
硬质镀膜:
材料:类金刚石(DLC)、碳化硅(SiC),厚度0.5-2μm,硬度可达9H(铅笔硬度)。
疏水/疏油镀膜:
材料:氟化镁(MgF₂)、全氟聚醚(PFPE),通过旋涂或气相沉积,接触角>110°。
5. 后处理工艺
退火:在200-400℃下退火1-2小时,消除内应力,增强膜层结合力(附着力测试需通过百格法5B级)。
保护层涂覆:对疏水层进行UV固化处理,提升耐磨性(如500次钢丝绒摩擦后接触角仍>100°)。
三、关键质量控制点
光学性能检测:
反射率:使用分光光度计测量,要求400-700nm平均反射率<0.5%。
透光率:积分球测试,目标>99%(可见光波段)。
均匀性:膜厚波动需<±3%(PVD/CVD)或<±1%(ALD)。
机械性能测试:
附着力:胶带剥离试验(ISO 2409标准),无膜层脱落。
硬度:纳米压痕法测试,DLC膜硬度>20GPa。
耐磨性:Taber磨耗试验(CS-10轮,1kg载荷,1000次循环后雾度增加<5%)。
环境可靠性验证:
高温高湿:85℃/85% RH条件下存放240小时,膜层无起泡、开裂。
冷热冲击:-40℃~85℃循环100次,无分层。
盐雾测试:5% NaCl溶液喷雾24小时,耐腐蚀性达标。
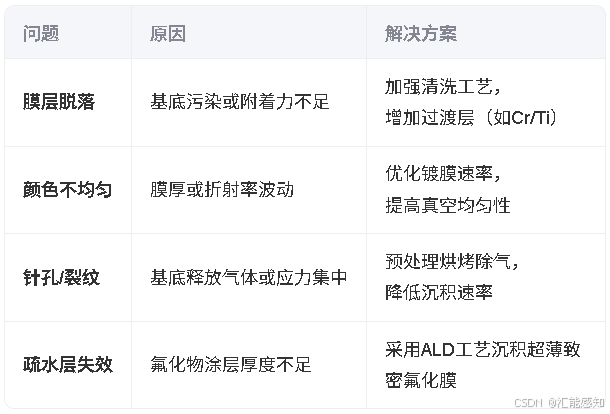
四、常见工艺问题与解决
摄像头模组镀膜工艺的精细度直接决定了成像质量与可靠性,未来随着ALD、纳米结构等技术的成熟,镀膜将向超薄化、多功能化、智能化方向发展。厂商需根据应用场景(如消费级/工业级)平衡性能、成本与量产可行性。
👇点击以下名片,获取更多产品资料👇
欢迎咨询,欢迎交流


















 242
242

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









