



篇幅所限,本文只提供部分资料内容,完整资料请看下面链接
https://download.csdn.net/download/AI_data_cloud/89553523
资料解读:智慧方案制造业仓储信息化总体规划方案(47页PPT)
详细资料请看本解读文章的最后内容
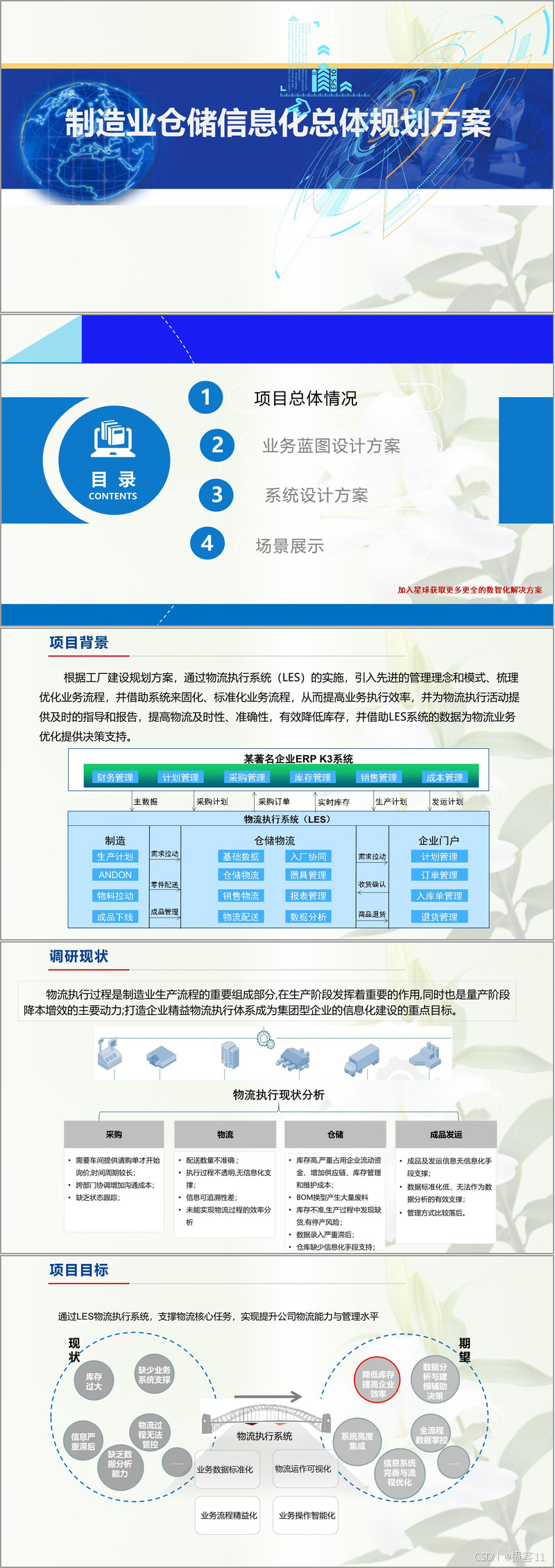
一、项目背景与目标
当前制造业面临库存积压、物流效率低下、数据标准化不足等痛点。本方案旨在通过物流执行系统(LES)的实施,构建从采购到成品发运的全流程数字化管理体系,实现以下核心目标:
- 降低库存:通过精准需求预测与动态库存监控,减少资金占用;
- 提升效率:打通采购、仓储、配送等环节的信息壁垒,实现全流程可视化;
- 优化决策:基于实时数据支持KPI分析与业务优化;
- 标准化管理:统一数据规范与操作流程,强化跨部门协同能力。
二、现状分析与核心痛点
当前制造业物流体系存在六大核心问题:
- 库存管理粗放:库存数据滞后,占用大量流动资金;
- 执行过程不透明:缺乏信息化手段支撑,跨部门协作成本高;
- 数据标准化不足:BOM换型导致废料堆积,质量追溯困难;
- 配送效率低下:人工请购周期长,配送数量不准确;
- 仓储自动化水平低:依赖人工操作,缺乏立体仓库与智能设备支持;
- 决策支持薄弱:数据孤岛现象严重,无法支撑精益化管理需求。
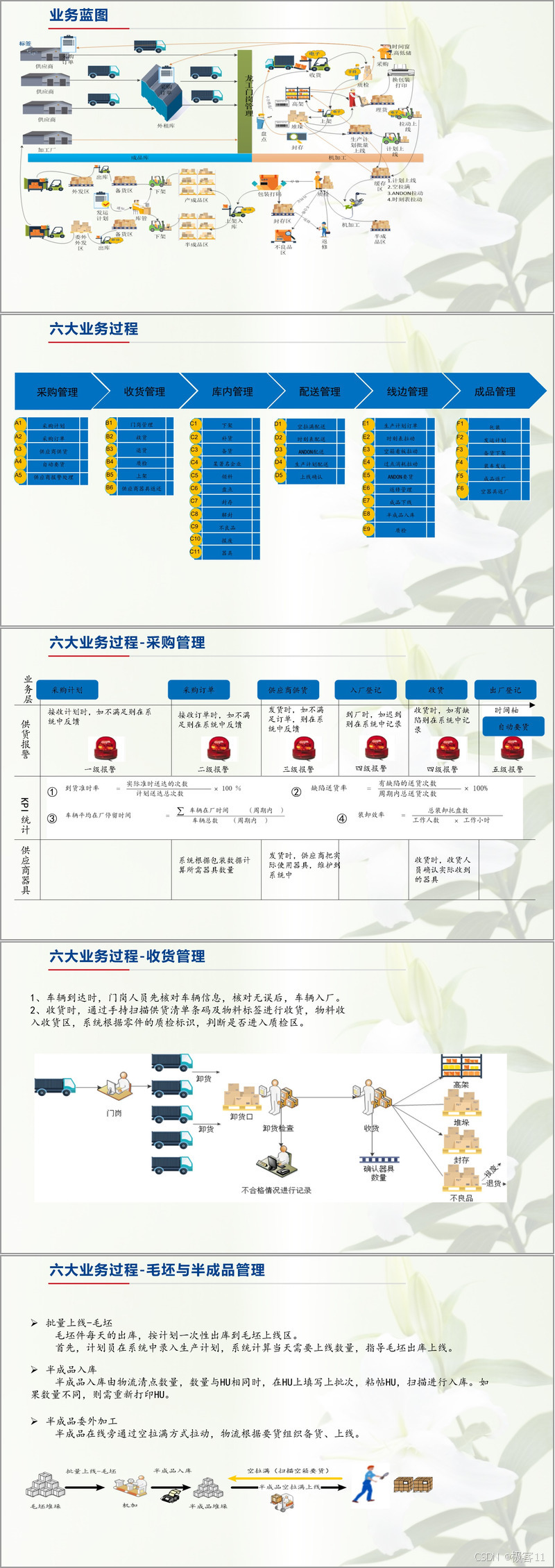
三、业务蓝图设计
方案围绕六大核心业务流程构建智能化体系:
1. 采购管理
- 四级报警机制:从订单接收、到货质检到供应商交付,全链路设置预警阈值;
- 器具联动管理:系统自动计算包装器具需求,实时跟踪供应商返还状态。
2. 收货管理
- 门岗核验+智能质检:车辆入厂时核对信息,扫码识别物料质检状态,自动分流至质检区或存储区。
3. 库内管理
- 立体仓库分层管理:高架仓、堆垛区按物料类型分区存储,结合RFID技术实现动态盘存;
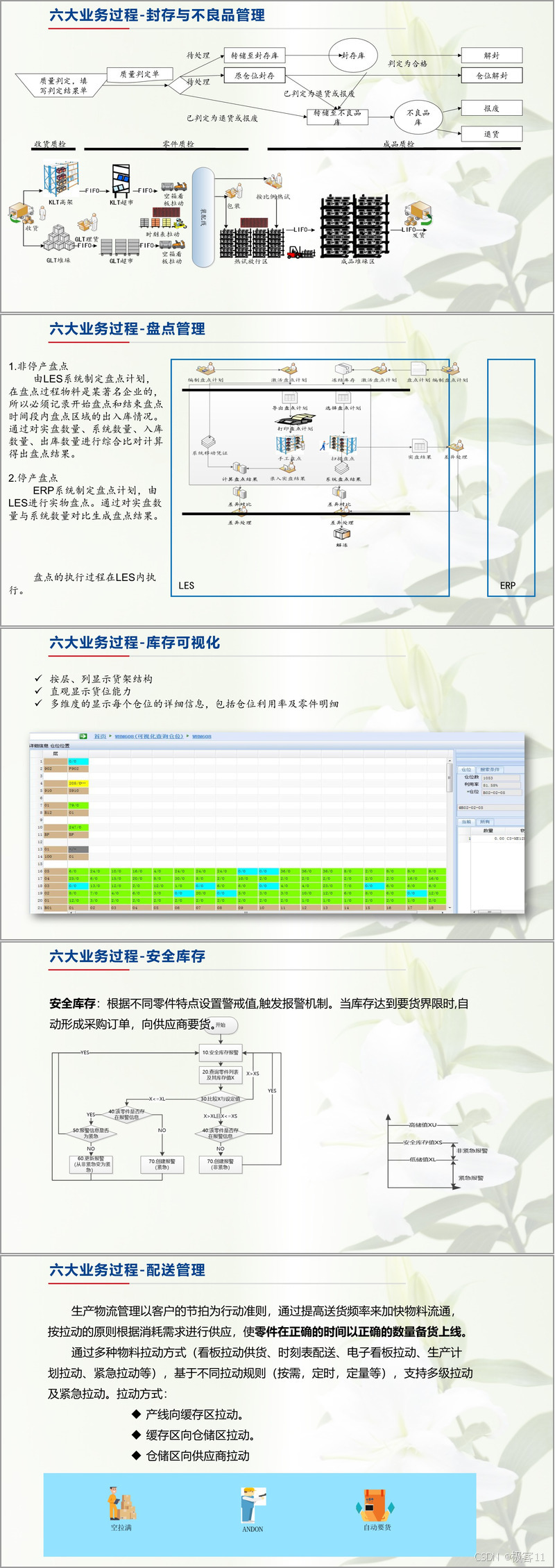
- 不良品闭环处理:质量判定单驱动封存/解封流程,报废品独立管理。
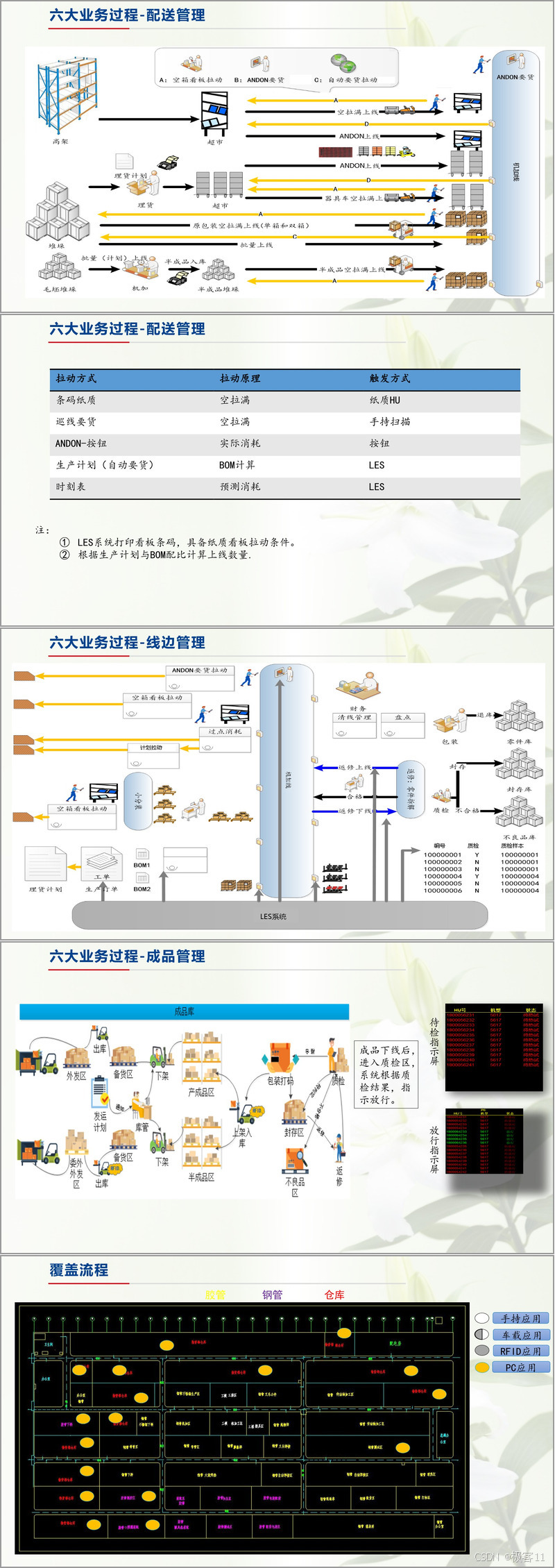
4. 配送管理
- 多级拉动模式:生产线通过ANDON系统触发缓存区补货,缓存区联动仓储区,最终触达供应商紧急补货;
- 多样化配送策略:支持看板拉动、时刻表配送、电子看板等多种模式,适配不同场景需求。
5. 成品管理
- 质检与下线联动:成品下线后经质检区自动触发放行指示,异常品进入返修流程;
- 发运可视化:集成装车发运数据,实时监控物流状态。
6. 盘点管理
- 双轨制盘点机制:非停产期通过LES记录出入库差异,停产期联合ERP生成完整盘点报告。
四、系统架构与技术实现
1. 技术架构分层设计
- 数据层:基于Microsoft .Net Framework 4.0构建统一数据模型,支持多源异构数据整合;
- 服务层:通过Web Service实现业务逻辑解耦,提供标准化API接口;
- 应用层:涵盖仓储管理、配送调度、数据分析等模块,支持PC端与移动端协同操作。
2. 硬件部署方案
- 服务器配置:主数据库服务器采用Windows Server 2008 R2 X64,需满足16GB内存与500GB存储需求;
- 终端设备:手持终端适配Windows CE 5+系统,支持RFID扫描与实时数据上传;
- 网络架构:通过IIS7.5+实现WEB应用服务,确保高并发场景下的稳定性。
3. 智能技术应用
- RFID全链路追踪:从成品下线到仓储管理,绑定托盘码与物料清单,实现实物流与信息流同步;
- 电子屏幕可视化:仓储区部署ESL屏幕,动态显示货位信息,减少人工核对成本;
- 防错管理模块:针对管材配料、废旧物资、辅料管理设计专属防错流程,降低操作风险。
五、实施路径与价值创造
1. 分阶段落地策略
- 现状诊断:梳理现有业务流程,识别关键瓶颈;
- 蓝图规划:定义标准化流程与系统功能边界;
- 试点验证:优先在单一仓库或产线验证系统可行性;
- 全面推广:逐步覆盖多工厂、多仓库场景。
2. 预期收益量化
- 库存周转率提升:通过精准需求预测减少冗余库存,预计降低20%-30%;
- 物流效率优化:配送准时率提升至95%以上,人工操作减少40%;
- 决策响应加速:实时数据看板缩短管理层决策周期至小时级。
六、未来扩展方向
本方案预留接口支持与MES、SCM等系统深度集成,并探索AI算法在需求预测、路径优化中的应用,持续赋能制造业数字化转型。
接下来请您阅读下面的详细资料吧



















 2131
2131

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











