







熔融沉积成型(FDM)3D打印技术作为一种易于接近的增材制造技术,在当今的制造趋势中占据了核心地位,从快速原型制作到创造性表达甚至建造交互式设备。利用自动和半自动定制设计控制,3D打印还可以作为增强工艺工具来实现复杂的美学,降低工艺水平的门槛,这为制作物品的广泛可能性赋予了力量。因此,我们看到了引入吹塑技术的机会,这种技术已经存在了很长时间,但在人机交互领域中还没有被完全探索。
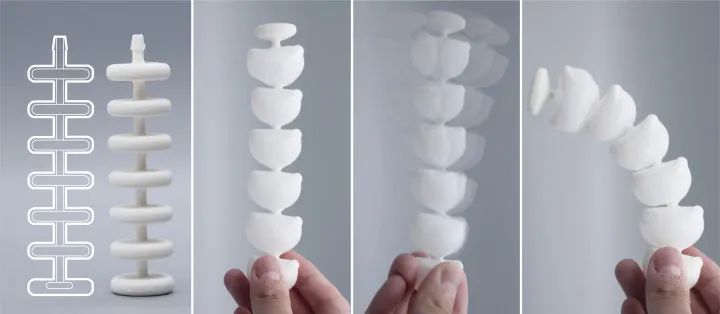
吹塑技术可以制造具有大容积、轻重量和复杂曲面结构的空心制品,被广泛用于大规模生产塑料制品。吹塑基本上是一种将可塑的中空材料(称为制管)吹气成目标形状的方法,可以通过手工成型或预设计的模具进行控制。此外,充气膨胀的速度非常快,除非使用模具,否则塑造特定的形状对于操作人员的技巧和经验有较高的要求。近年来,艺术家们利用数字工具进行定制吹塑产品的实验。然而,对于控制形状变化的探索有限,限制了其个性化和民主化。
浙江大学王冠云教授团队基于先前工作形状变化原理,提出了一种新型的PneuFab吹塑技术,旨在克服相关问题并且实现民主化的制造过程。通过FDM 3D打印定制结构和时间触发方法实现,使普通用户可以通过吹气简单的FDM 3D打印热塑性结构来设计和创建中空体积形状变化。
PneuFab 是一种新颖且低成本的混合制造工作流程,它利用了气体压力和柔性材料的特性来实现3D打印结构,并在其中嵌入各种电子元件和传感器。相对于传统的制造工艺,PneuFab 能够大大降低成本和时间,同时也能够获得更高的灵活性和精度。气囊可以定制化,PneuFab可以为不同的应用场景设计不同的气囊结构,以满足不同的需求。
由于充气结构是内部构建的,因此它们对产品的外观没有任何影响,以满足客户在外观上的要求。这是一种非常优秀的解决方案,通过使用3D打印和充气结构,PneuFab创建了高度定制化,强度和美观的吹塑工件。
PneuFab新型充气结构使用Raise3D E2打印机来生产,能够帮助设计人员在一些吹塑制品上实现更高的制造效率和生产质量。Raise3D E2打印机的优势在于它的高打印精度和稳定的打印性能,它可以准确打印出高质量模型,并且能保证打印的样件表面光滑细腻。作为一种基于3D打印的柔性生产模式,E2还可以轻松实现传统工艺无法加工出的复杂结构,这使设计师可以在自由地进行产品设计的同时还能保证高质量生产,使其成为生产这种复杂结构的理想工具。

在其制作过程中,Raise3D E2默认喷嘴直径为0.4mm制造设计的热塑性胚,可替换为0.2、0.6、0.8和1.0mm,根据打印尺寸和精度需求,选择合适的喷嘴,更换便捷。使用E2常用的ideaMaker切片软件生成打印文件。由于所有样品的数字模型都是薄壁空心的,为了保证打印件的密封性,将挤出率设置为95%,填充率设置为100%,其余为默认打印参数,以避免潜在的间隙和漏气,特别是在打印需要填充的较大尺寸物体时。

▲Raise3D 自主研发的ideaMaker切片软件

在选择材料时,浙大研究团队调查了FDM 3D打印常用且易得的热塑性弹性体:PLA和ABS。由于两种热塑性塑料的玻璃化转变温度不同,因此打印的准备工作会有所不同。这是因为需要考虑物质发生热力学转变的温度范围。就 PLA 而言,玻璃化转变温度范围在60–100℃之间,而 ABS 则在105–200℃之间。这决定了切片机中设置的参数以及加热3D打印机并达到所需温度需要的时间。同时,必须正确设置制造过程的变量,包括打印平台和打印头。ABS需要较高的打印床温度,约为 80-110℃,而 PLA 通常为 60℃。就挤出机而言,PLA 还需要较低的温度,特别是 180-230°C 左右,而 ABS 需要 210-250°C。
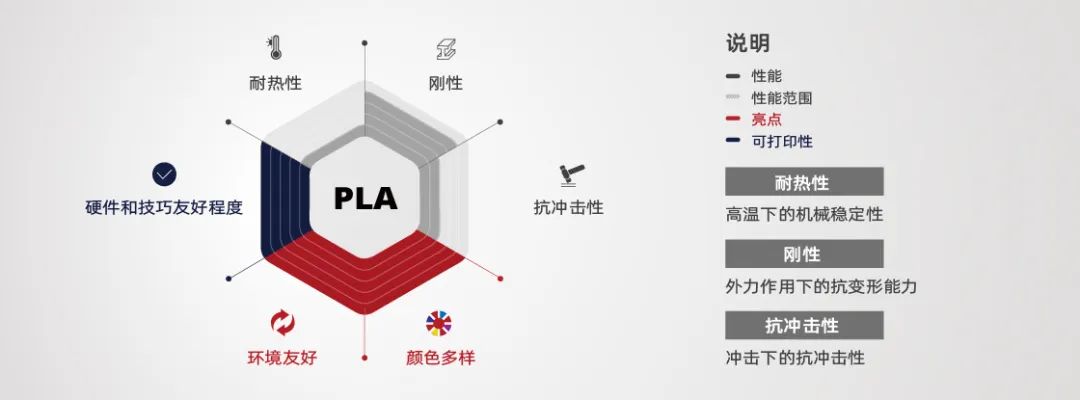
▲Raise3D Premium PLA 材料表现
在考虑玻璃转变温度的影响后,研究人员最终决定选择PLA为打印材料。PLA(聚乳酸) 是一种无毒的,生物基热塑性高分子材料,具有优异的生物可降解性。Raise3D Premium PLA 耗材具有多种颜色可选,具有出色的表面光洁度。在打印时会保持其形状且很少翘曲,有时不需要加热底板即可使用,是打印高精度打印部件和美学细节模型的首选,更适用于注射、拉伸、挤出、吹塑、3D打印等价格工艺。

▲Raise3D Premium PLA线材
PneuFab吹塑技术的出现,丰富了吹塑成型的设计空间,使得设计师们可以更加灵活地利用数字技术制造出具有复杂几何形状和可调刚度的工件。在这个数字化时代,数字工艺的发展已经使得工艺技术实现民主化成为可能,也更大程度地促进了工业和创意领域的快速发展。

▲PneuFab应用的例子
随着更多的人们掌握3D打印技术,数字制造的创造力和实用性将会得到更大的提升。相信在未来,数字工艺将会成为推动产业转型的重要力量,PneuFab吹塑技术也将引领制造行业掀起新的变革。
欢迎转发
主编微信:2396747576; 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.会议邀请丨“聚力向新,智造加速度”金属增材技术研讨会将在沪召开
3.SLM-在传统加工零件上高精度3D打印,为整体制造降本增效
4.中国航天日 | 铂力特2022年航天金属3D打印重要应用案例
--广告--



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









