







尽管激光增材制造技术被公认为是一种颠覆性的复杂金属构件制备技术,但其尚未达到早期设想的广泛商业化应用水平。其中最关键的挑战之一是裂纹问题,该问题限制了大多数现有工程合金的可打印性。
3D打印技术参考注意到,南方科技大学胡小刚副教授、朱强讲席教授团队在金属材料顶刊Acta Materialia上发表题为“Liquid-induced healing of cracks in nickel-based superalloy fabricated by laser powder bed fusion”的研究论文。该论文首次提出一种液相诱导愈合(Liquid-induced healing, LIH)激光增材制造裂纹的新工艺,与当前广泛采用的热等静压方案相比,其在缺陷愈合效率、便捷性与经济性方面均展现出显著优势。该研究成果对于突破激光增材制造高裂纹敏感性合金这一行业难题具有重要意义。
https://doi.org/10.1016/j.actamat.2024.119731
在铸造和焊接等传统金属加工技术中,裂纹是一个顽固的缺陷。在激光粉末床熔融(LPBF)增材制造中,由于极端的熔化和凝固动力学,裂纹问题更加突出,阻碍了该技术在具有裂纹倾向的合金中的应用。目前工业中使用的大多数关键工程合金,如高强度铝合金和γ'强化镍基高温合金,都在努力寻找通过LPBF实现无裂纹生产的途径。
研究界对LPBF中裂纹缺陷的理解主要来自于铸造和焊接领域的知识,但LPBF裂纹也有其独特的特点。基于断口学表征,研究界将观察到的整体裂纹分为热裂纹和韧性下降裂纹(DDC)。热裂纹可进一步分为凝固裂纹和液化裂纹,指的是在固相线温度Ts附近温度范围内形成的微裂纹,此时金属处于连贯但脆性的状态。凝固裂纹发生在凝固的末期,即脆性温度范围(BTR)内。这种半固态材料具有低渗透性(表明液体补给困难)、低强度(与非广泛的晶间固体桥接有关)和低延展性。热裂纹通过撕裂暴露于热应力的液膜来形核、合并和传播。类似的,热影响区(HAZ)中的液化裂纹是由晶界低熔点相的重新熔化产生的液膜的热撕裂引起的。与总是涉及暴露于热应力的液相的热裂纹不同,韧性下降裂纹是通过沿晶界的蠕变机制在韧性下降温度范围(DTR)内发生的,因为韧性已经耗尽。这种裂纹通常具有尖锐的折角,可能是由作为热裂纹形核的裂纹扩展而来的。
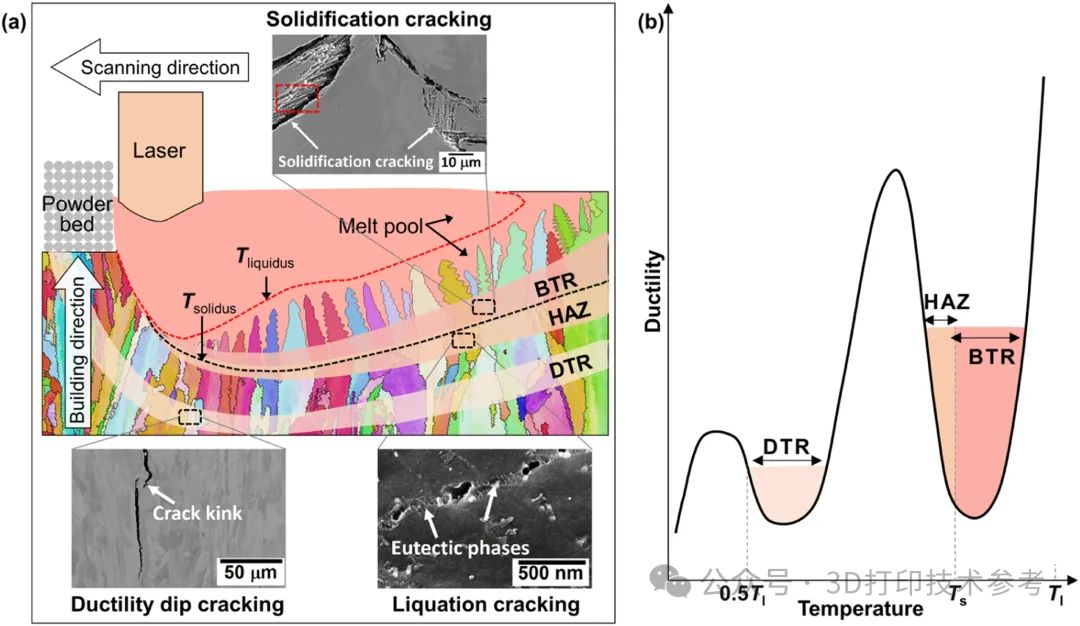
LPBF中的开裂机制。(a)开裂模型示意图。(b) 材料在高温下的延展性下降
研究人员已经付出了巨大努力来抑制微裂纹,如缩短脆性温度范围以减少液膜暴露于热应力的时间、促进细小等轴晶粒以增加脆性温度范围内的渗透性、以及通过减少能量输入或预热基体来减少热应力。然而,这些方法可能会带来工艺稳定性差、材料特异性以及高工艺成本等挑战。与这些在线方法不同,热等静压(HIP)是一种无需升级合金成分或制造系统的保证性后处理方法,用于封闭裂纹。通常,通过在高于0.7Ts的温度下施加100–200MPa的等静压,内部裂纹会通过塑性流动而闭合,因为此时的压力已经超过了该高温下的屈服点。然而,与表面相连的裂纹无法闭合,因为这些裂纹内部和外部的压力是相同的。这些未闭合的裂纹需要通过机加工进一步去除,但在难以加工的几何形状中可能会残留。因此,HIP不适用于复杂组件中裂纹的愈合,这削弱了LPBF技术在制造复杂形状方面的优势。此外,HIP设备由于必不可少的高压供应系统而显得笨重且昂贵。
由于潜在的经济效益,修复金属部件制造缺陷或使用损伤的研究一直很有吸引力。本研究开发了一种液相诱导愈合(LIH)工艺,该工艺能够修复打印金属部件中的裂纹缺陷。根据三种裂纹模式,裂纹通常发生在晶界区域,该区域最后凝固,因此在重熔时首先熔化。LIH工艺涉及三个步骤:
(Ⅰ)在真空下将部件加热到脆性温度区间(BTR),使晶界发生微重熔,重熔的液体形成连续液相网络并回填裂纹;
(Ⅱ)一旦材料部分熔化(< 10 体积%),恢复到LPBF过程中裂纹开始萌发的近似状态,施加不超过5MPa的等静压;
(Ⅲ)在等静压作用下以受控速率冷却部件,以抑制潜在的二次裂纹和缩孔。
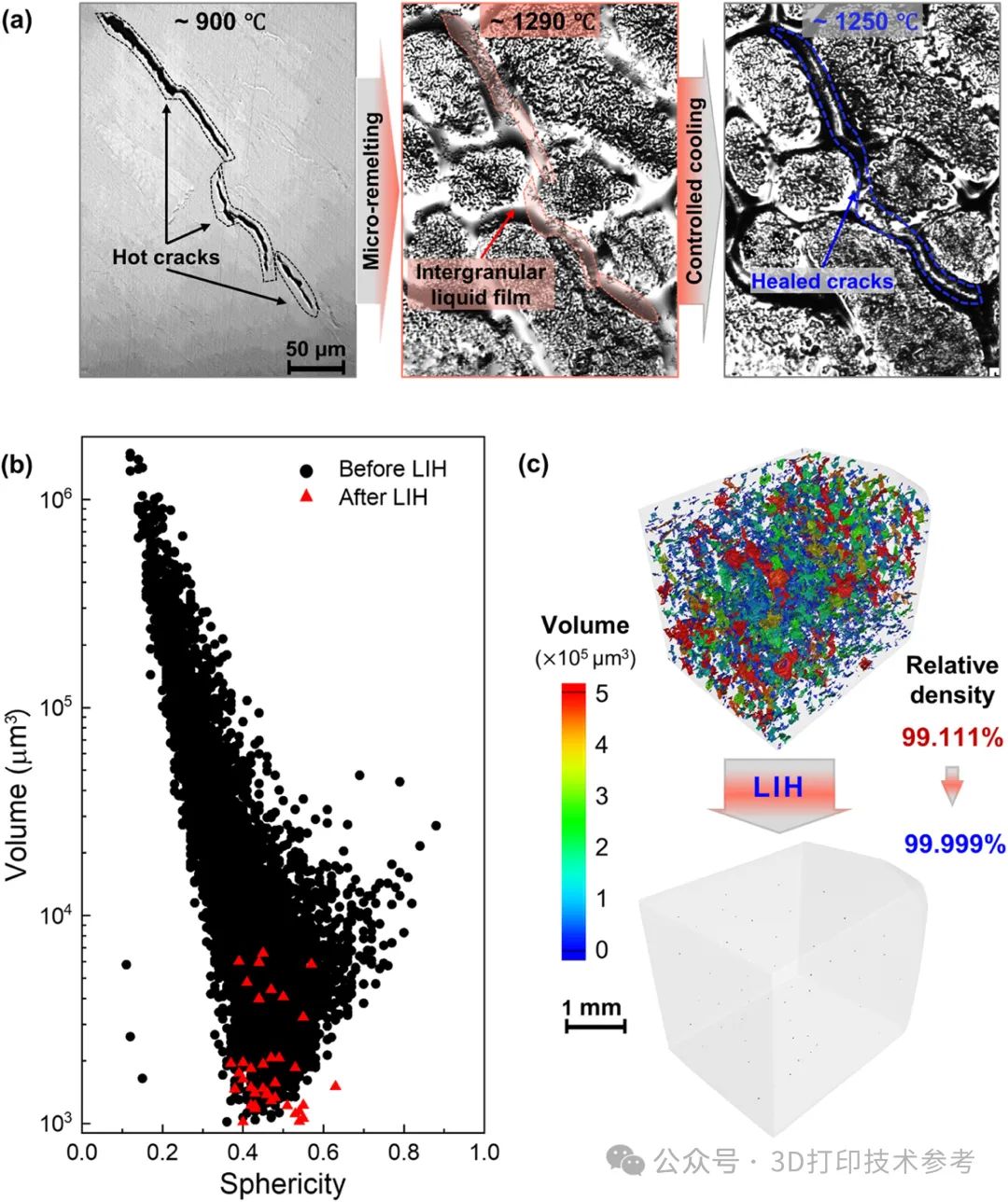
LPBF制造的IN738LC中裂纹的液体诱导愈合 (a)裂纹愈合的原位观察显示了从裂纹到愈合的晶粒边界的演变。(b) 基于LIH过程前后的Micro-CT 结果的结构特征和 (c) 孔隙缺陷的3D 可视化
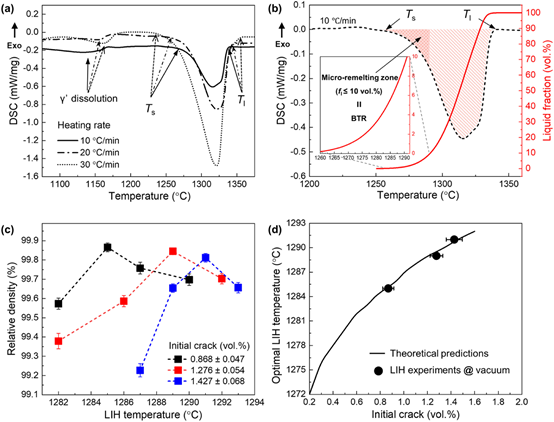
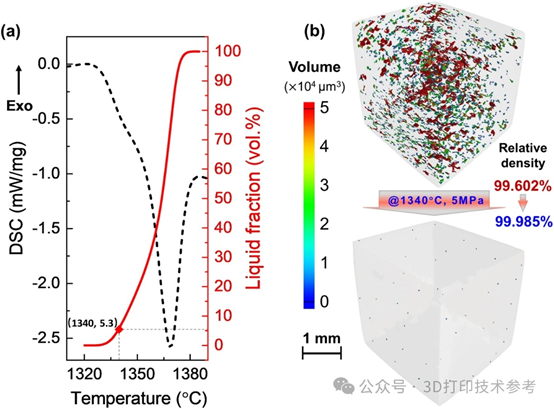
LIH中的液体控制机制
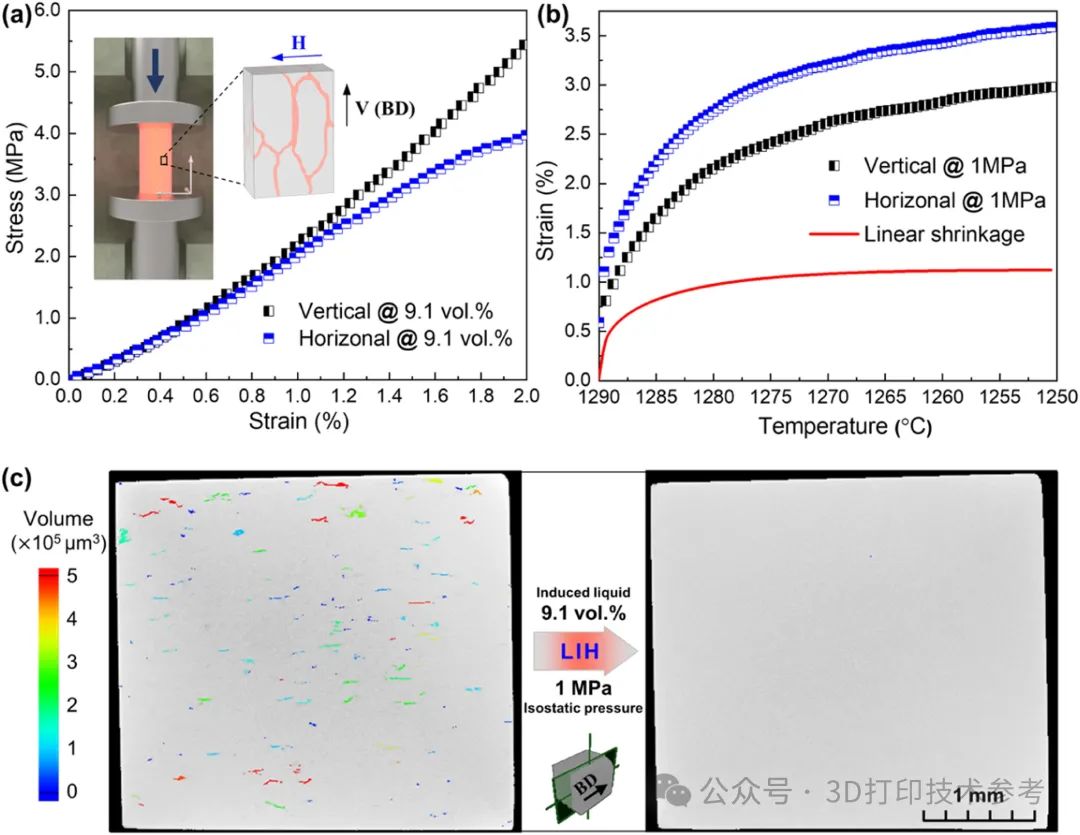
LIH中的等静压控制机理(a)材料在微重熔状态下的单轴压缩试验(b)在1 MPa的恒定应力下的压缩试验(c) LIH前后同一空间截面的缺陷分析,表明等静压对孔隙率抑制的影响
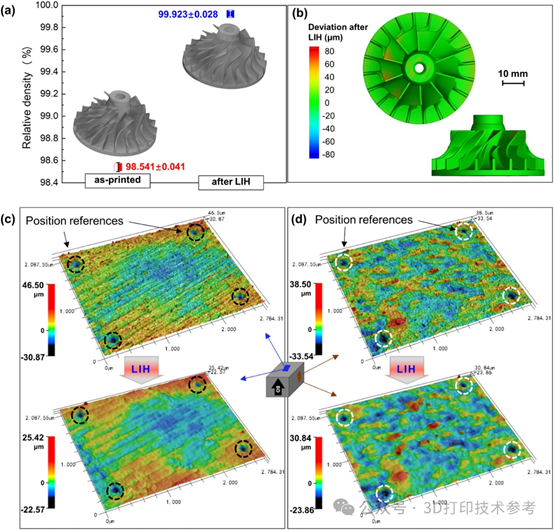
LPBF生产的IN738LC 在 LIH 之后的结构完整性评估
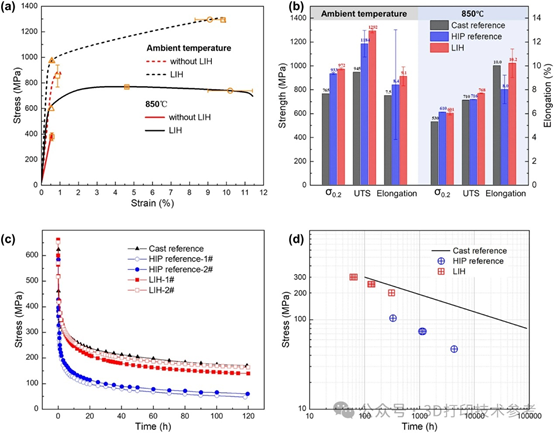
LPBF制备的IN738LC经过不同后处理后的力学性能(a)采用和未采用LIH工艺的 IN738LC 合金的代表性拉伸曲线(b)不同状态下IN738LC 合金的拉伸性能比较。(c) 850 °C 下恒定应变 1% 时的松弛行为 (d) 850 °C 下不同应力条件下 1% 总塑性应变所需的蠕变时间
液相诱导修复Haynes 230 中的开裂缺陷
总的来说,该研究展示了一种简单的后处理方法,能够修复激光粉末床熔融(LPBF)增材制造中的微裂纹。通过明确重熔温度和等静压的控制机制,构建了LIH处理的工艺窗口。晶界重熔引起的体积膨胀促进了液相回填。在晶间液膜凝固之前施加轻微的等静压可以抑制缩孔。LIH处理后的拉伸性能与HIP状态相当,但其高温蠕变性能远高于HIP状态,与铸造状态相当。
与目前在工业领域广泛应用的HIP工艺相比,LIH技术能够修复表面连接的裂纹,避免了额外的表面加工,释放了处理复杂组件的潜力。此外,LIH技术所需的等静压通常不到HIP的二十分之一,显著简化了设备构造并降低了工艺成本,使其更容易满足与增材制造相匹配的应用需求。由于该技术的工艺成本和操作复杂性与传统热处理相当,预计它将成为与金属增材制造集成的常规致密化后处理过程。应用LIH意味着在制造过程中无需执着于完全无裂纹的组件,这将快速推动高裂纹敏感性合金在增材制造中的商业应用。
注:本文内容由作者团队提供支持。
欢迎转发
主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.金属、连续纤维复合材料同机3D打印!Markforged革新增材制造工业生产力
2.-251℃不失效!3D打印铝合金Scalmalloy CX诞生变体!适合航天极低温应用

















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









