






EOS M 290 & EOS Titanium Ti64ELI
在过去几年中,增材制造(AM)正在从原型设计发展到批量生产,且转变速度之快远超以往任何其他技术。
尽管如此,要想在批量生产条件下充分发挥增材制造的潜力,需要对系统和工艺进行验证。生成有效且深入、稳健且可靠的数据是每项验证不可或缺的一环。只有达到这一要求,制造商才能确信他们的增材制造工艺能够满足行业和零部件本身定义的质量标准和规格。在医疗、航空航天和汽车等受严格监管的行业中,确保高质量零部件的可重现性至关重要。
通过使用EOS M 290搭配EOS Titanium Ti64ELI粉末和EOS 60 μm DMLS工艺开展研究,充分展示了该机器的高度可靠性。本研究提供了一系列统计证据,证实EOS M 290系统能够实现稳定且可靠的零部件特性。这项研究成果可以为制造商提供参考,帮助他们减少在验证方面的投入。
可通过扫描底部二维码,下载《设备能力研究》白皮书,获取相关技术信息。
设备能力研究
无论是哪个行业,将设备投入运行的流程都是相似的,生产设备验证正是其中一环,增材制造领域也不例外。
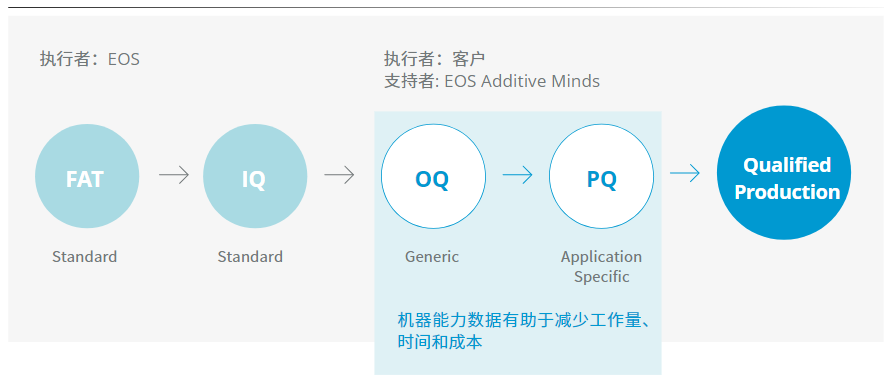
▲ 图1:EOS Additive Minds 实施的 AM 验证基准模型
方法
Methodology
为了评估结果在生产环境中的可重现性,EOS采用了多种不同的质量评估方法。通过详细的流程图来模拟工作流程,为风险分析和降低风险提供了基础。除流程图之外,针对样品制造和测试能力分析中所涉及的不同流程步骤进行了风险评估,并对此进行了详细记录。
为了进行机器能力分析,开发了一种特殊布局,该布局由 16 个子单元组成,以 4x4 矩阵形式分布在整个成型基板上。
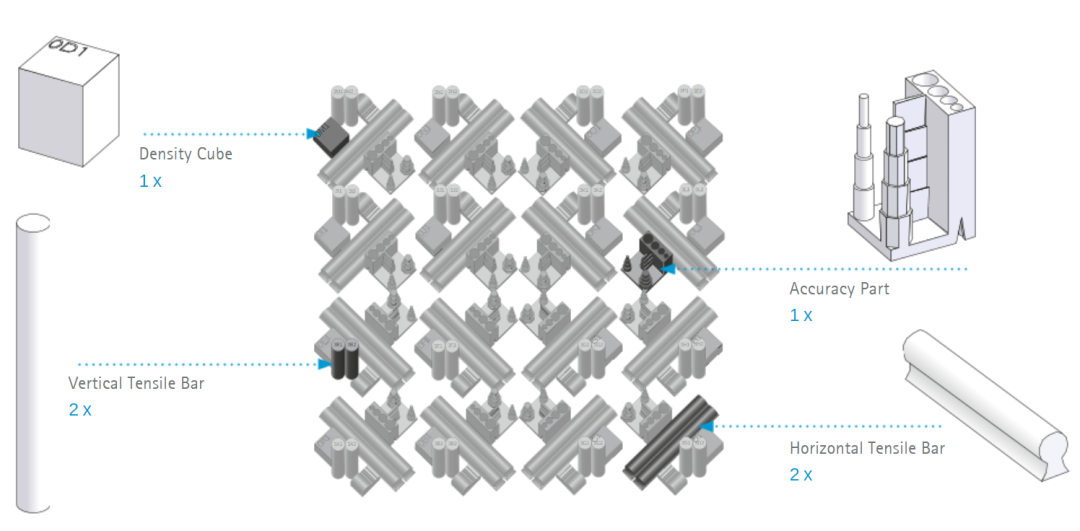
▲ 图2:采用 4x4 矩阵的机器能力作业布局以及在每个子单元中进行分析的试样
在本次机器能力研究中,EOS M 290 系统通过了 FAT 和 IQ,并且在没有进行任何光束偏移调整的情况下顺利完成了成型作业。
结果与讨论
Results and Discussion

密度
根据 ISO3369,基于 144 个致密性试验块样本的密度测量平均值为4.41g/cm³,标准差为 0.0018 g/cm³。在考虑粉末批次、作业和位置的情况下,对测量平均值进行了分析,未观察到位置依赖性。结果显示,粉末批次的依赖性极小,认为这是由于不同批次之间的化学成分存在差异所造成的。

拉伸测试
拉伸测试是根据 ISO 6892 和 ASTM E8M 执行的。基于依据现成样品和热处理样品数据推导出的模型,计算出了抗拉强度与屈服强度的最大值。使用回归模型分析了抗拉/屈服强度与延展性之间的相关性,并使用这些模型计算了这些机械特性的最大值。拉伸特性展现出极佳的可重现性,各项结果的差异极小。例如,拉伸强度的标准差为 8.1 MPa,远低于行业公认的金属材料拉伸强度范围 100 MPa。
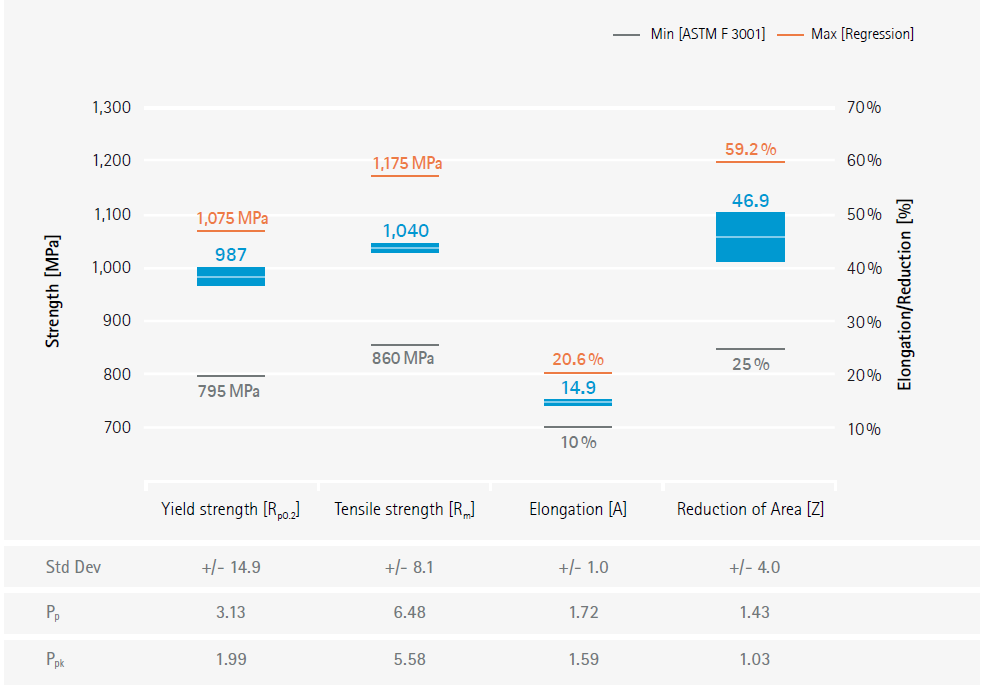
▲ 图3:要求与能力值,热处理(800°C,2 小时)拉伸测试样品的平均值与标准差

几何精度
几何精度结果是根据成型的几何形状及其达到规格要求的能力来评估的。总体来说,从 144 个样本中取得的数据表现出优异的结果,其中 4,032 次测量中有 96.5% 的结果符合规格要求。
如图4所示,这些数据证明了孔洞加工工艺的可行性 (Pp≥1.33),但并未居中 (Ppk≥1)。
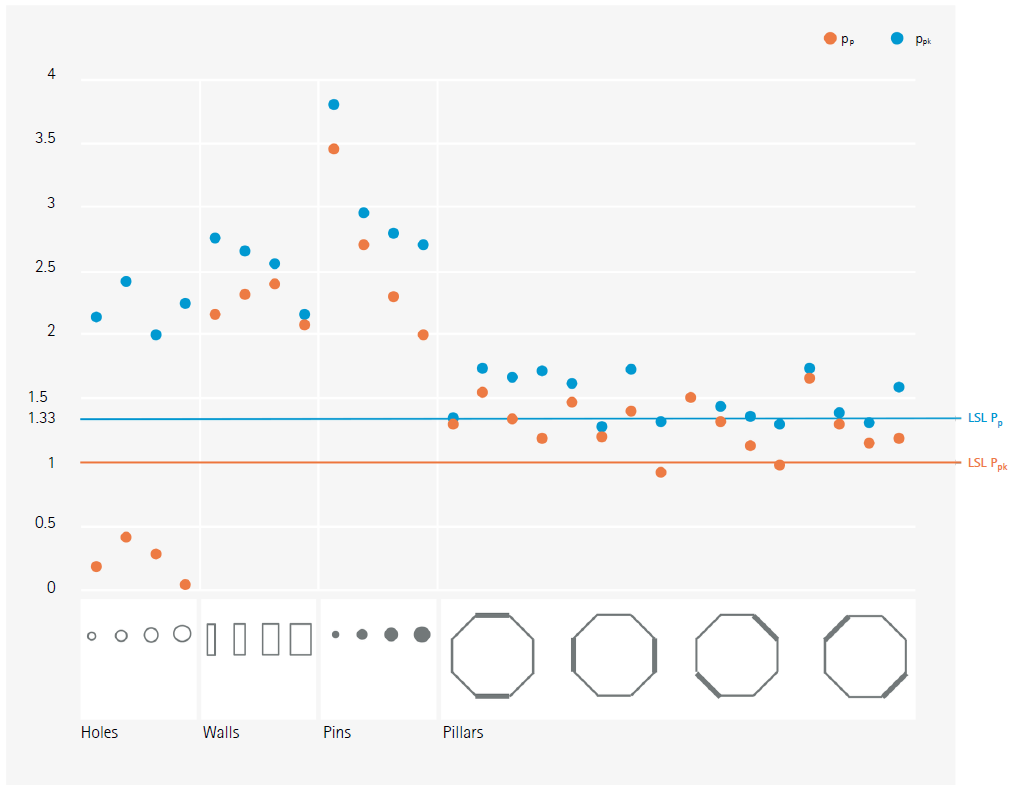
▲ 图4:几何精度的现成样品工艺能力

表面粗糙度
根据 ISO 4287 进行了粗糙度测量,并通过两种不同的方法分析了结果,即 Ra(平均值)和 Rz(最大差值)。该测试工采用 144 个致密性试验块样本,对 Ra和 Rz进行了 720 次测量。这两项特征均可行且符合规格限制要求。
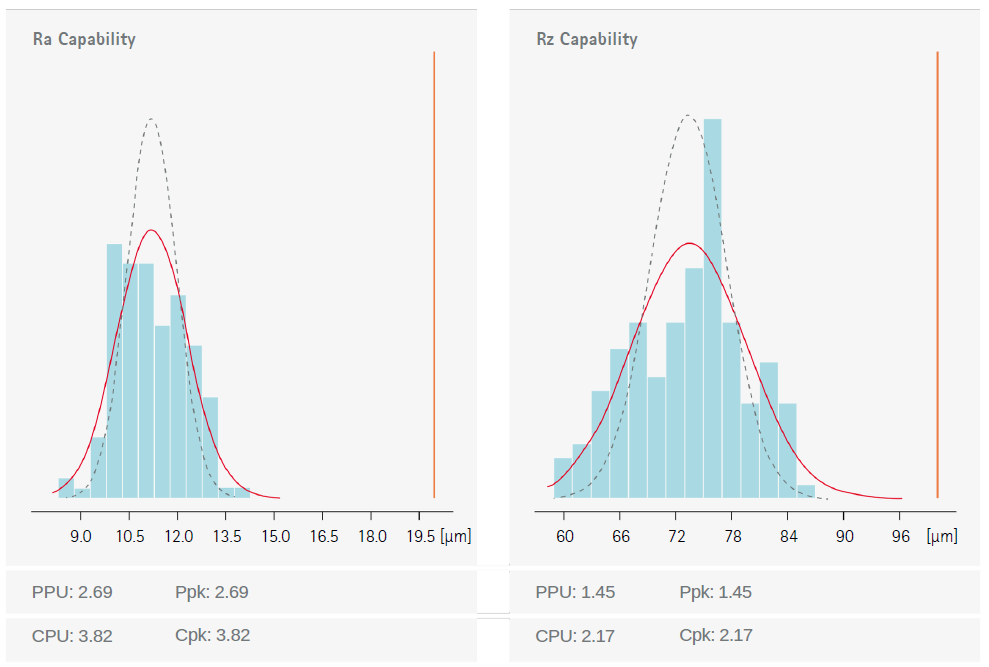
▲ 图5:Ra、Rz 粗糙度的能力直方图
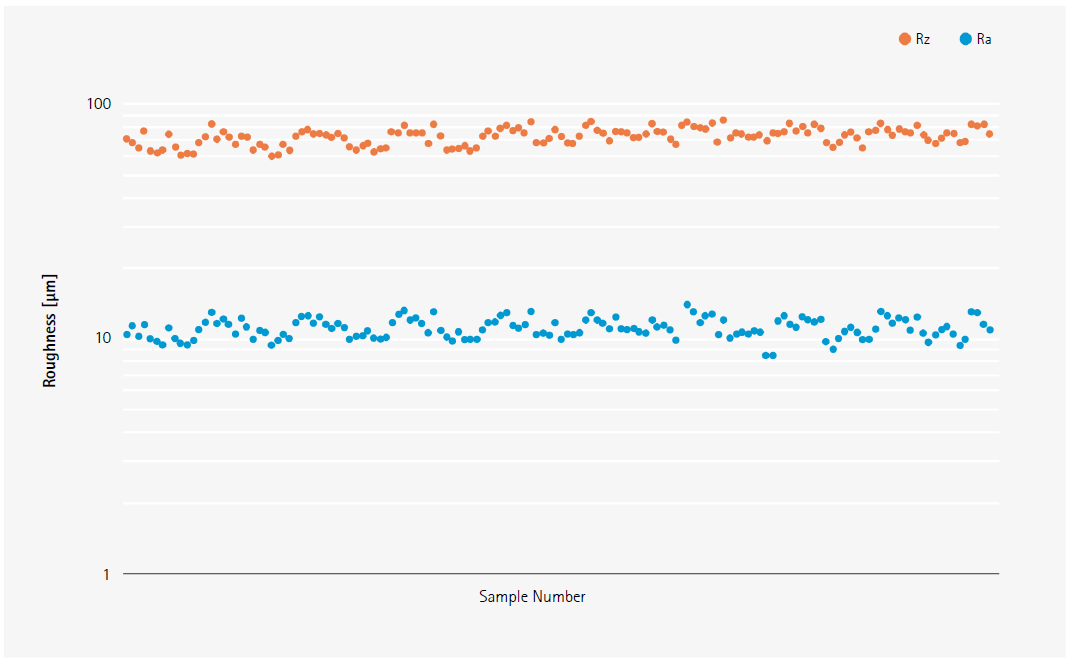
▲ 图6:EOS M 290 机器能力研究的粗糙度值
上图表明,在致密性试验块垂直表面上测量的表面粗糙度值呈现出稳定的连续性。这些测量数据是在用气压清洗样品后获取的,反映了“从设备取出时”的零部件状态。根据 EOS Titanium Ti64ELI 材料数据表,微喷砂处理可以将粗糙度Ra降至 5-9 µm,将Rz降至 20-50 µm。

结论
EOS从密度、拉伸特性、几何精度和表面粗糙度等方面对该能力研究的结果进行了评估。结果表明,EOS M 290 能够提供可靠且一致的零部件特性,充分证明该机器在工业增材制造领域的优势。EOS 始终与客户紧密合作,致力于实现批量生产,满足他们的特定应用需求。EOS制定了一套全面的机器能力报告信息包,其中涵盖生产计划、风险管理、每个生产步骤的工作说明以及所有测试结果,并进行了详细的统计分析。

可通过扫描上方二维码或点击底部链接,下载《设备能力研究》白皮书,获取更多信息。
欢迎转发
主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.西门子与EOS合作:革命性3D打印机械手臂末端夹具的绿色创新
3.EOS白皮书 | 详解多激光金属3D打印面临的生产质量挑战与解决方案
4.切换赛道,EOS引领SLM工艺再创新 | 金属增材行业正悄然发生改变,机遇和挑战并存!
















 737
737

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









