






光纤激光打标机在不同产品上的参数调节方法如下:
1. 调节激光功率:激光功率设置取决于材料的特性和所需的标记效果。一般来说,对于硬度较高的材料,需要提高激光功率来实现清晰的标记效果。对于较软的材料,需要降低激光功率,以防止材料烧焦。
2. 调节打标速度:如果标记线条模糊不清,可以尝试降低打标速度。较慢的打标速度可以增加激光与材料的相互作用时间,从而提高标记质量。对于硬度材料,可以适当提高速度以提高效率;而对于较软的材料,需要适当降低速度以保证清晰度。
3. 确定合适的频率:不同的材料对激光的吸收和反射特性不同,因此需要根据材料的特性设置合适的频率。一般来说,较低的频率可以产生较深的标记,而较高的频率可以产生更精细的标记。可以通过尝试不同的频率,选择最佳的标记效果。
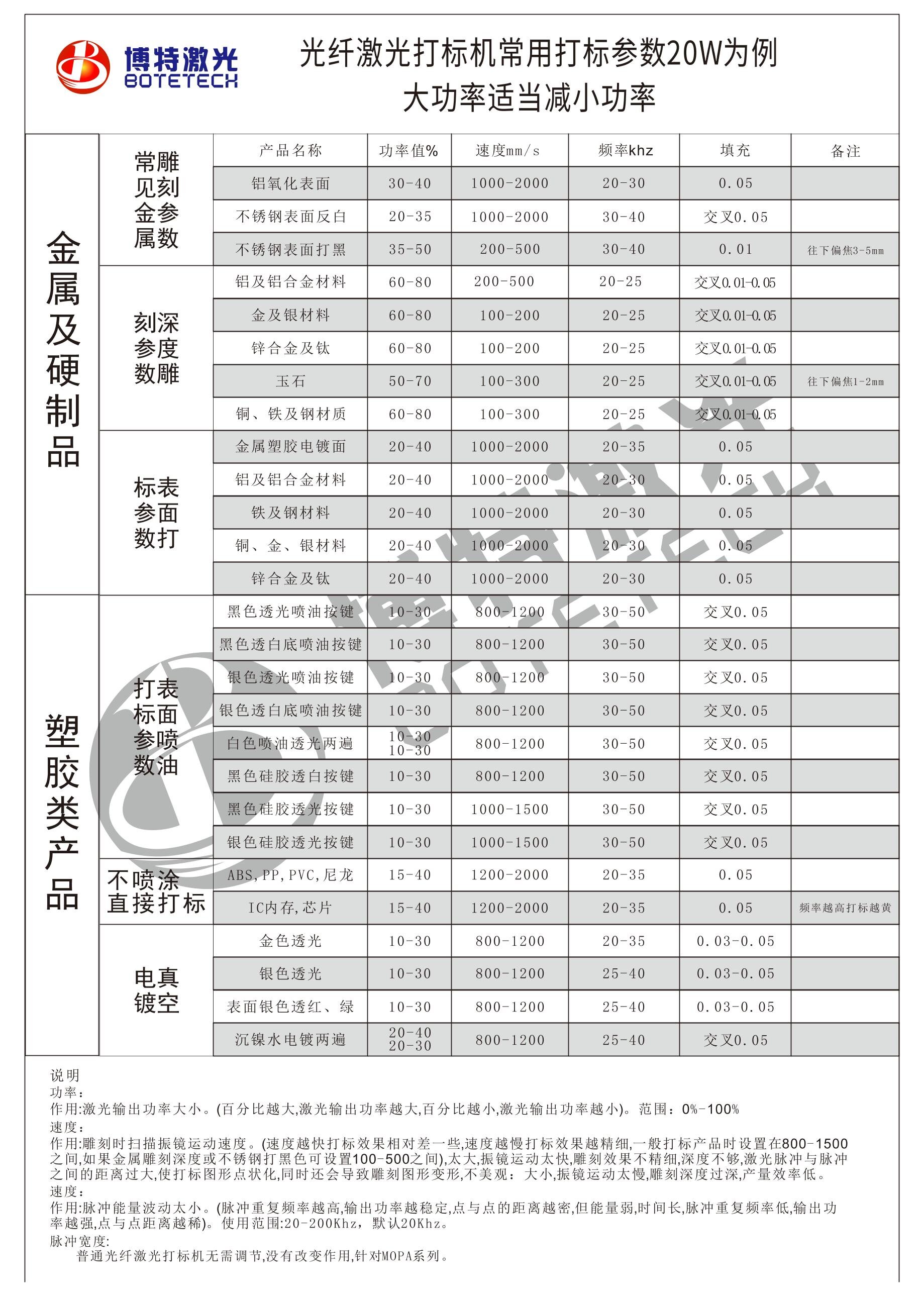
总之,针对不同的产品,需要综合考虑材料的特性和所需的标记效果,来进行参数调节。如有疑问可咨询专业人士。















 1744
1744











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









