




一、工序质量
1、决定因素:人机料法环测
2、两种状态:受控/失控
二、工序质量控制
1、方法
2、原理
3、内容
4、主要工序因素的质量控制
三、Cpk
1、Cp的计算
2、Cpk的计算
3、Ca的评级及处理原则
4、Cpk的评级及处理原则
5、Cpk、正态分布、六西格玛的关系
四、工序(过程)能力指数的应用
五、CPK与PPK两者区别
一、工序质量
工序质量是指当前工序的输出符合规定的质量要求的程度;其包括两部分:本工序的产品质量特性的符合程度;本工序对下工序的影响的因素的符合程度;属于制造质量的范畴;优劣判断:符合性质量。
1、决定因素(影响因素)
工序是产品形成的基本环节,工序质量是多种因素共同作用下的结果。
工序质量一般是由操作者、机器设备、原材料、工艺方法、测量、环境等六大因素(5M1E)决定。如果这五大因素配合适当则能保证产品质量的稳定,反之则出现不合格产品。
1、操作者(Man):操作工人的文化程度、技术水平、劳动态度、质量意识和身体状况等。
2、机器设备(Machine):设备及工艺装备的技术性能、工作精度、使用效率和维修状况等。
3、材料(Material):原材料及辅助材料的性能、规格、成分和形状等。
4、方法(Method):工艺规程、操作规程和工作方法等。
5、测量(Measurement):测量器具和测量方法等。
6、环境(Environment):工作地的温度、湿度、照明、噪音和清洁卫生等。
围绕5M1E企业形成了多项管理职能。如关于“人”的管理或工作,构成包括招聘、培训、激励等在内的人力资源管理;“料”的管理或工作,构成包括采购、仓储、检验等在内的多项职能。如图1所示。这些职能工作的质量状况,都将通过5M1E传递表现为工序质量的状况。
工序质量控制的重要方法是通过控制5M1E来控制工序质量。反推过来,通过对工序质量的评价,就可揭示5M1E的管理状况,进而促进相关职能工作的改善。工序质量是检验企业质量管理是否具备真功夫的试金石,抓住工序质量能切实带动其他诸多职能工作的改进。
2、两种状态
工序质量的状态有两种:受控与失控,而作为质量管理人员要做的就是将工序质量的状态保持在受控状态,但由于5M1E因素的影响,工序质量波动是不可避免的。因此,这就需要及时、正确地掌握生产过程的质量状态,并对其实施动态控制。生产过程中质量波动的综合体现是工序质量特性值的波动。在受控状态下,这种波动的统计规律性可以用正态分布随机变量来近似描述。至于正态分布的两个分布参数则需要通过总体的随机样本来进行估计。
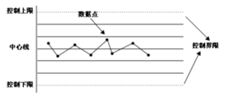
受控状态
工序质量处于受控状态时,质量特性值的分布,特性不随时间而变化,始终保持稳定且符合质量规格的要求(见图)。从图中可见,黑点依概率散布在中心线两侧,没有任何系统性规律,且都介于上、下控制限之间。
失控状态
工序质量处于失控状态时,质量特性值的分布特性发生变化,不再符合质量规格的要求。
工序控制的基本要求是:一旦发现工序质量失控,就应立即查明原因,采取措施,使生产过程尽快恢复受控状态,尽可能减少因过程失控所造成的质量损失。
二、工序质量控制
工序质量控制是指为把工序质量的波动限制在规定的界限内
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 8627
8627

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









