






文章目录
openpnp - 用空调压缩机改真空泵
概述
原来设备用的真空泵是AP200C/V
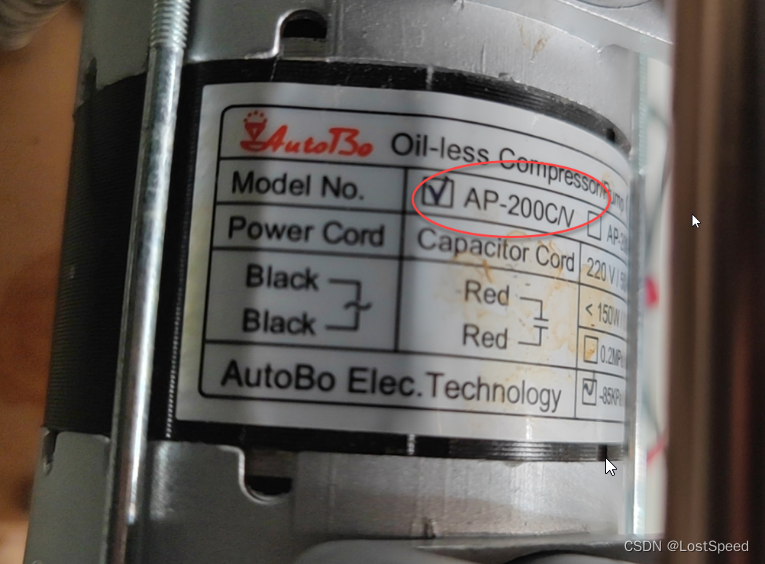
这个商品标称是48DB的噪音, 实际用的时候, 噪音很大, 应该快70DB了, 放在屋子里很吵.
如果仅仅是太吵, 可能也忍了. 关键是这个真空泵有强干扰, 设备不能正常用, 必须开膛破肚搞死它.
这个真空泵放在设备肚皮中, 引起很大的电磁干扰, 强震动, 强噪音, 直接影响到其他部件的信号传输, 导致openpnp校验流程都走不完.
采用了同学的方案, 用空调压缩机自己改一个真空泵, 将这个旧的真空泵方案替换掉.
主要是淘宝上买东西费时间, 新手, 也没能一次就将需要的元件都买全.
今天东西都到了, 装上好使. 基本没噪音(启停都听不到声音, 只有将手放在冰箱压缩机外壳上, 才能感觉到压缩机启停的轻微震动, 效果好的很). 负压产生时间(真空罐3升, 用时1分钟), 不用真空的情况下, 负压保持时间(20分钟)都还可以.
大致记录一下.
笔记
电气连接还没用EPLAN整理出来, 新手, 以后再说.
看这个笔记, 以后再搭一个出来没问题.

从空压机到设备继电器的220V电气连接线, 用的3芯1.5平方mm的电缆10米, 屏蔽层没用.
从空压机出来的进气管(外径6mm/内径4mm)买了10米, 出气管(外径8mm/内径6mm)买了10米.
空压机采用东贝冰箱压缩机100W(如果真空储气罐大点, 想让空压机累计工作时间短一些, 可以买功率大一点的.)

冰箱压缩机到设备之间加了一个电源滤波器, 同学做过实验, 如果电源直接到设备, 会有强干扰, 会导致飞达控制板复位.
电源滤波器型号 CW4L2-10A-S(004), 现在因为电气连接还没复原完, 冰箱压缩机引起的干扰待观察. 如果不行就再加浪涌抑制器.
冰箱压缩机出气铜管接一个 6mm转8mm的快接, 然后接8mm外径/6mm内径的真空管丢窗户外面排气.
冰箱进气铜管有2个, 都自带软橡胶堵塞. 留一个堵塞, 另外一个进气铜管用于吸真空.
冰箱压缩机进气铜管接一个8mm转6mm的快接, 然后接一段500mm的外径6mm/内径4mm的真空管到止回阀快接, 然后再接外径6mm/内径4mm的真空管到设备肚皮中的真空储气罐.
8mm转6mm的快接型号 MPG8-6
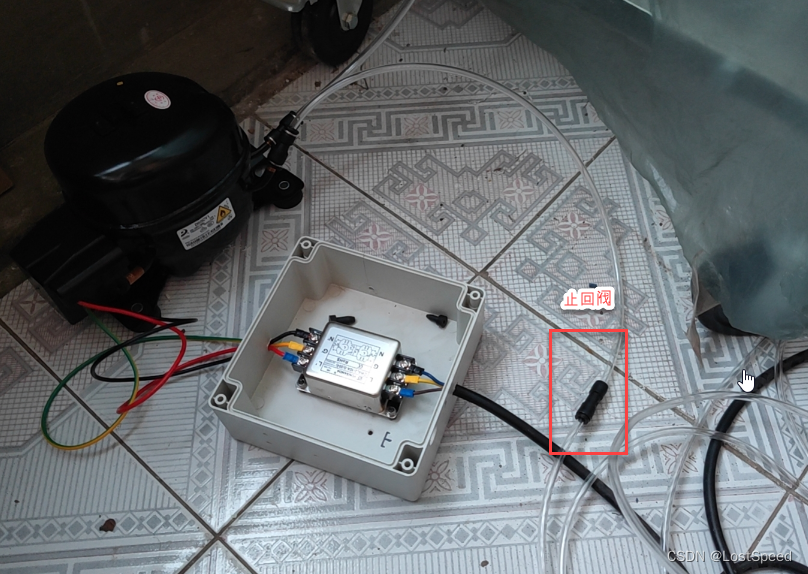
止回阀两边都是外径6mm/内径4mm. 止回阀型号 AKH6
真空用气端通过真空管到贴头气排.


真空表检测管
真空储气罐用的设备自带的3L版本.
真空表检测管接真空表插管处, 真空管外径6mm/内径4mm.
真空表型号 DP102

真空表除了24V/GND, 还有DO输出, 可以根据设定的真空度来控制继电器控制冰箱压缩机的供电.
继电器型号. 施耐德 RXM2LB2BD 24VDC, 可以过5A的电流.
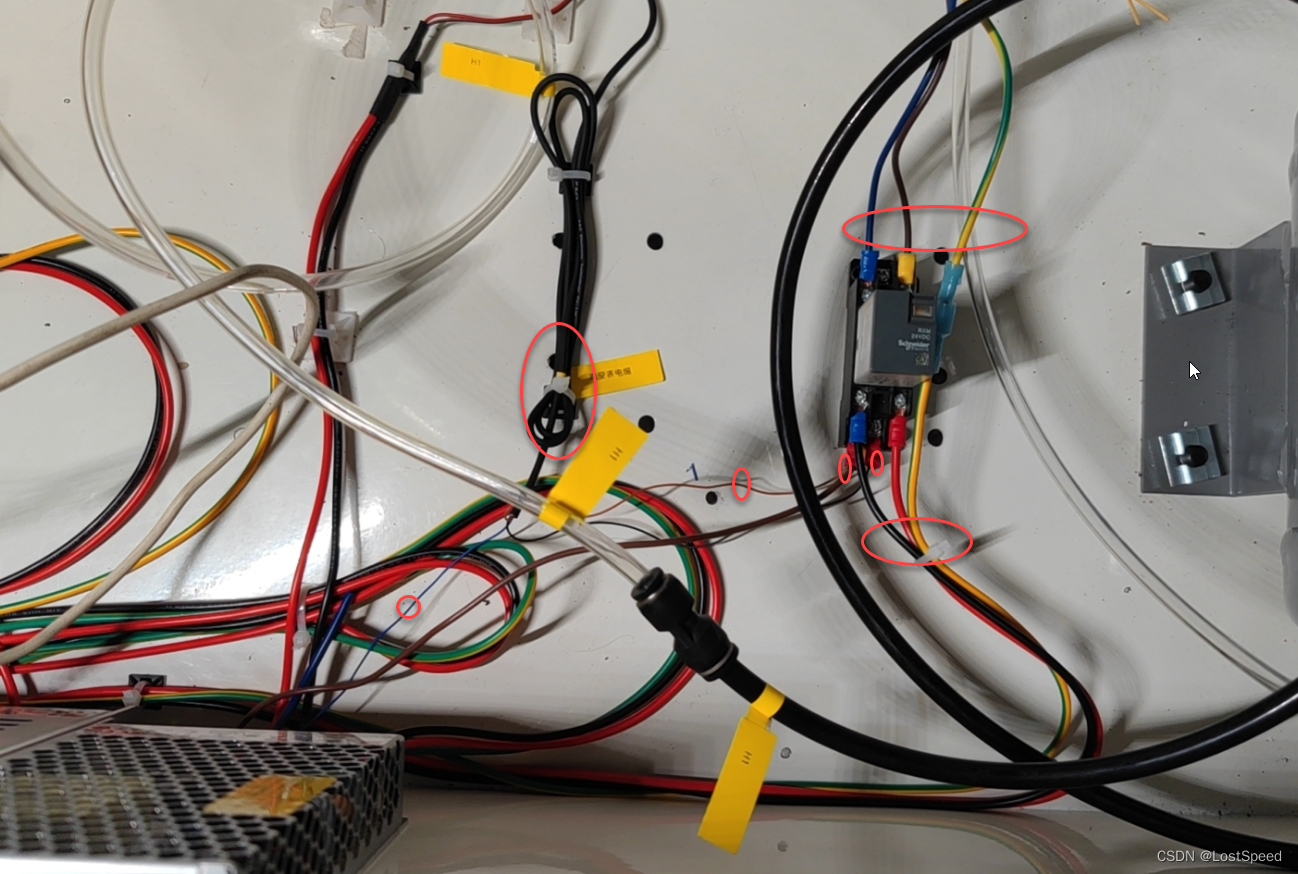

真空表控制原理比较简单, 同学都帮我接好了. 我就没有再整理具体的电器连接, 只要复原就行.
真空表的控制值也设置好了, 小于-50KPa就输出DO控制继电器线圈, 接通继电器的双常开触电, 给冰箱压缩机供电. 负压产生时间1分钟不到.
大于-70KPa, 就通过DO断开继电器控制线圈, 不给冰箱压缩机供电. 在不用气的前提下, 负压可以保持20分钟.
因为是在现有设备上改造, 考虑到空压机电源线和真空产生管不好走线. 将设备原来的2个风扇拆了一个, 只保留一个向设备内吹气的风扇. 剩下的风扇安装孔作为真空泵走线.

备注
因为第一次弄, 怕自己整的不靠谱, 也怕麻烦, 主要是心虚:) 于是做了多手准备, 又买了一个改装好的成品. 但是成品的进气和出气铜管都焊接的英制2分的外螺纹的单向阀接口, 应该不标准, 应该不是标准英制2分的螺纹. 买来的英制1分和2分的快接都拧不上. 废了, 白花钱了.

补充
同学给我提出了建议, 说压缩机铜管上直接套快接气密性不好.
我按照他的方案改了一下.

出气铜管外径6mm, 用外径8mm/内径6mm的真空管直接套上, 用手直接将真空管往压缩机方向推, 推到一个合理的深度.
进气铜管只用了一个, 不用的那个用压缩机自带的橡胶堵头堵死.
进气管外径是8mm, 用外径8mm/内径6mm的真空管怼不进去. 已经买了外径12mm/内径8mm的真空管, 等回来试一下.
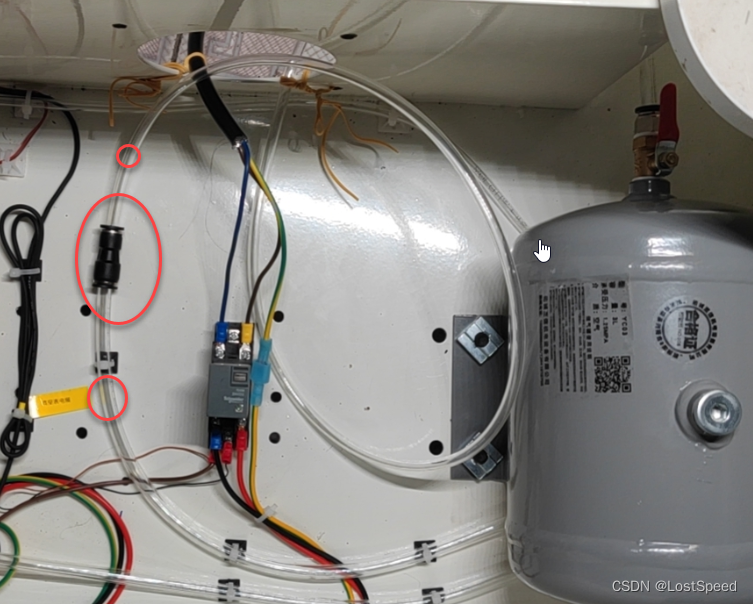
补充 - 气密性的验证
用的都是原来设备自带的东西, 只是将内置的真空泵换为了自己改造的空调压缩机.
初步试了一下, 气密性不太好. 每秒钟下降一个负压Kpa. 这谁受的了…
通过观察, 是真空储气罐上面主抽气的快接没弹性了, 导致漏气. 初步怀疑是这样.

查到了这个储气罐的厂家.
因为是初步怀疑, 又加上买料会耽误很长时间.
于是就买了新的储气罐和所有可能会用到的快接.
回来后, 将铜质快接的外螺纹用生料带缠成锥形, 然后用扳手可靠安装.
将真空管都接上后, 效果非常令人震惊, 在不用气的前提下, 现在已经1个小时了, 负压没变化_
我又得吐槽给我定制设备的同学了, 您能不能细心一点啊… 设备刚到手时, 在不用气的情况下, 这个设备大概10分钟左右会给真空泵上一次电抽真空. 10分钟左右, 负压从-75Kpa到了-50Kpa, 那也说明有负压泄漏啊, 我不懂, 您作为设计者不可能不懂吧? 查一下啊…
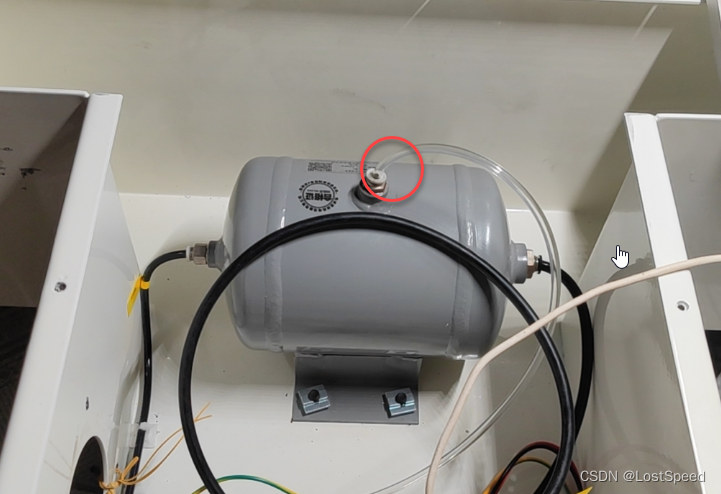
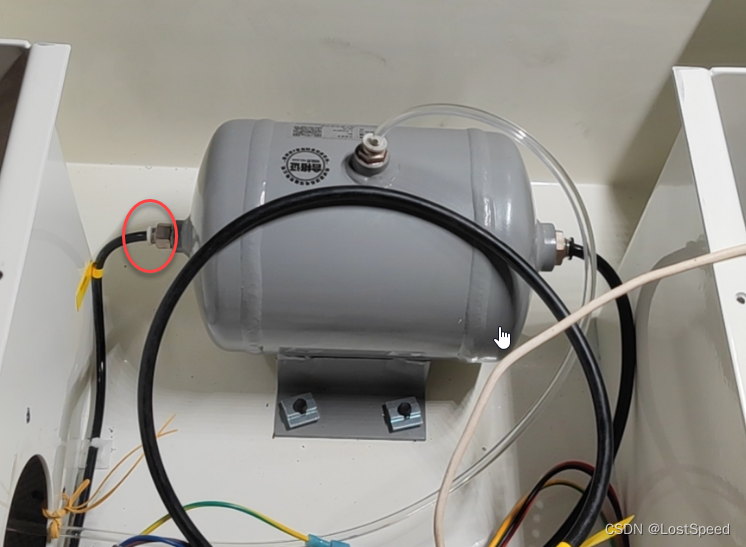
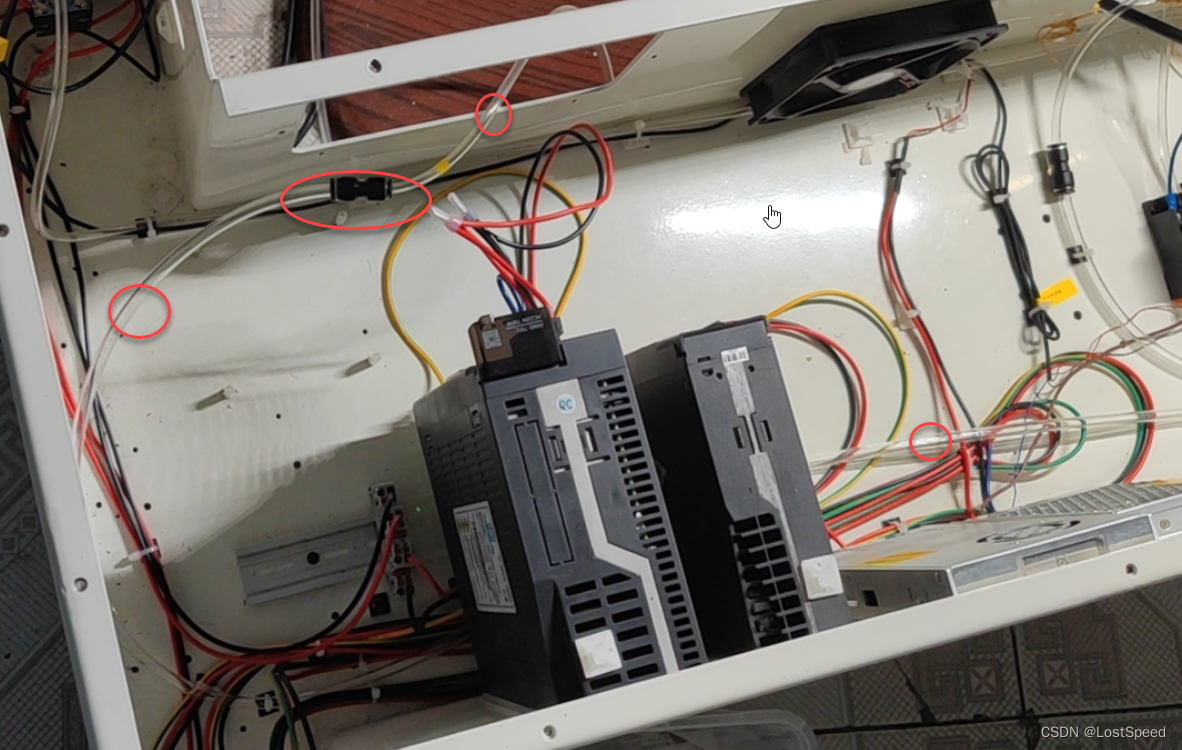
初步连接完的真空储气罐如下:
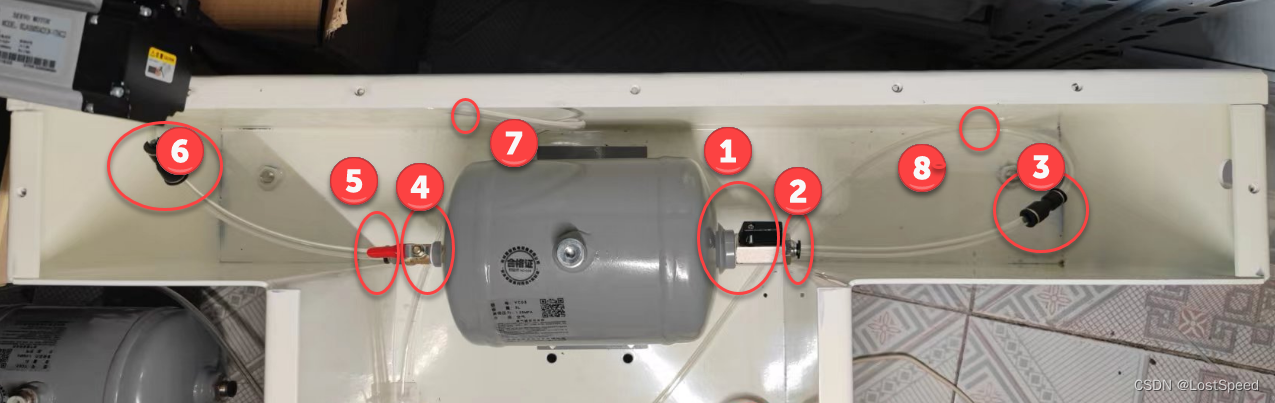
将储气罐上下部的2分G螺纹接口用2分堵头拧上了, 从左边2分出气孔和右边的4分出气孔来用气或抽真空. 这样气管受力好些.
1 = 4分G螺纹阀门, 可以用来切断/导通气路
2 = 4分转8mm气管快接
3 = 8mm转6mm气管快接
8 = 6mm主抽气管(加一个Y型三通后, 可以将贴头用气管也接上)
4 = 2分G螺纹阀门, 可以用来切断/导通气路
5 = 2分转8mm气管快接
6 = 8mm转6mm气管快接
7 = 6mm真空检测管
补充 - 空调压缩机端接线的改进
同学上次教我接压缩机铜管要用真空管直接插入, 而不要用快接直接插, 这样气密性更好.
后来想了一下, 空调压缩机总有坏的一天, 真空管也有老化的那一天, 如果过盈插入, 往下取真空管就费劲了.
于是, 出气铜管插入的真空管换成了外径10mm/内径6mm的真空管. 进气铜管插入的真空管换成了外径12mm/内径8mm的真空管.
这时的配合大概是过渡配合, 插入和拔出时的阻力小很多. 为了气密性, 用3道塑料锁紧条锢住真空管, 这样气密性和可维护性都不错.
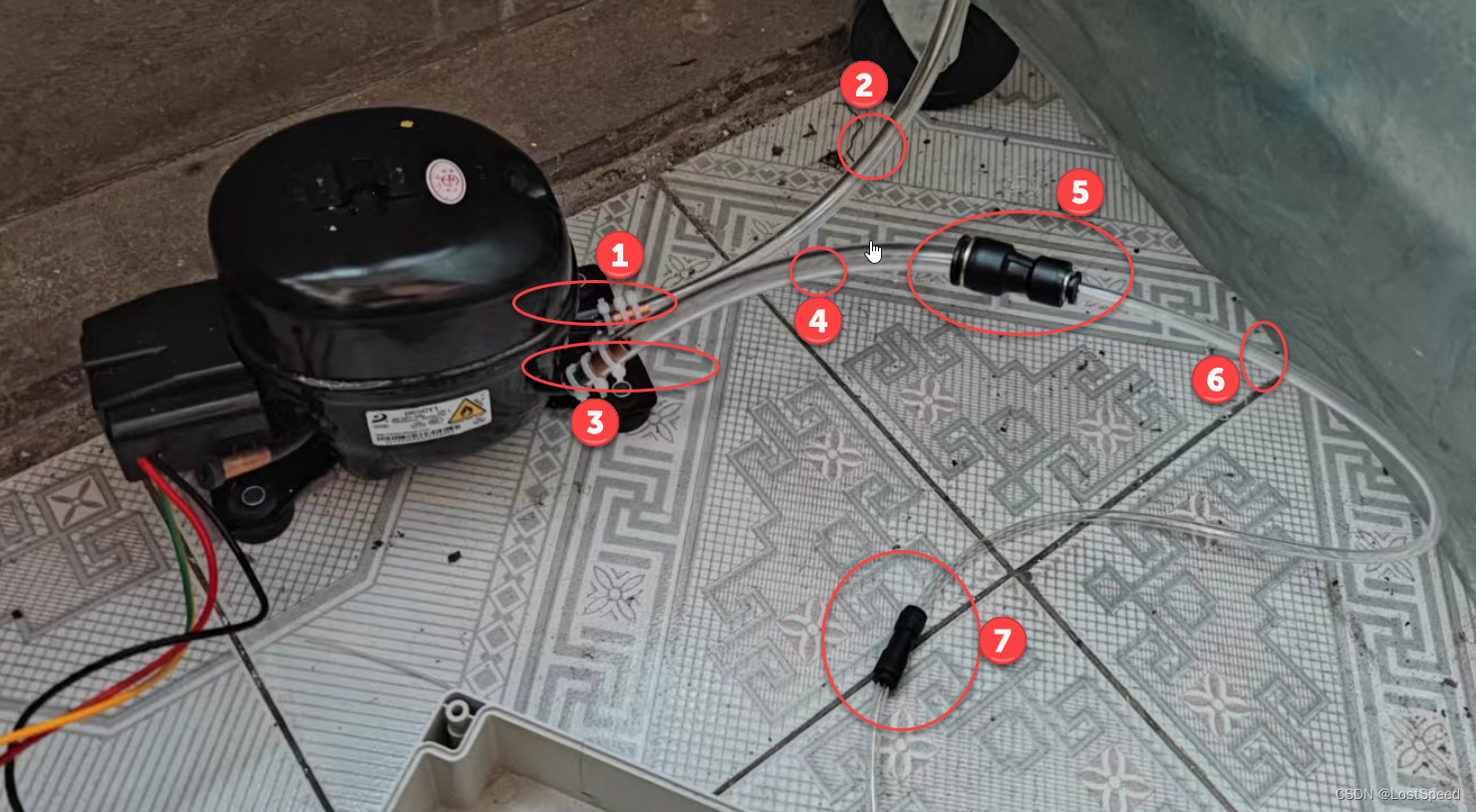
1 = 外径8mm/内径6mm的真空管 + 3道塑料锁紧条.
2 = 外径8mm/内径6mm的真空管 10米
3 = 外径12mm/内径8mm的真空管 + 3岛塑料锁紧条
4 = 外径12mm/内径8mm的真空管 200mm
5 = 12mm转6mm的快接
6 = 外径6mm/内径4mm的真空管 500mm
7 = 2端都可插入外径6mm真空管的止回阀 + 外径6mm/内径4mm的真空管(10米)
补充 - Y型快接
因为将储气罐上面的气孔用堵塞螺丝拧住了. 现在左边的2分气孔用于真空检测管. 右边的4分气孔用于主抽气和用气.
这样, 就需要在右边4分气孔的主气管上加Y型接头. 为了维护和使用方便, 不能用8mm转2个6mm的Y型接头, 而是要使用全为8mm的Y型接头, 然后从Y型接头的出口再接2条8mm的延长气管然后每个气管上再加8mm转6mm的快接, 在合适的位置连接空压机抽气管和贴头用气管.

改造完真空泵后的设备内部接线复原完 - 拍照留念
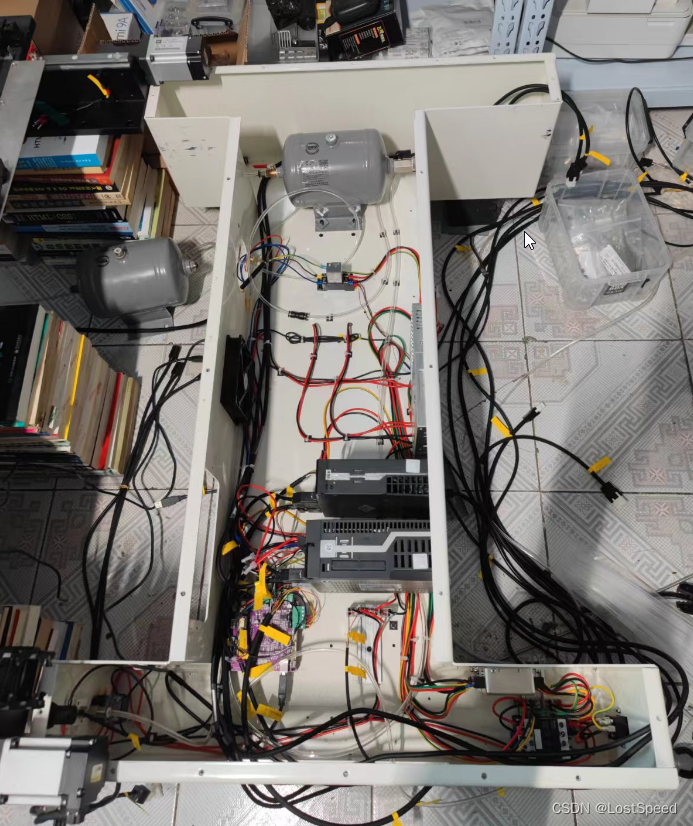
将设备拆解时记录的笔记看了几遍, 电气连接已经全部复原了.
在设备肚皮中看了好半天, 找找有没有手术留下的器具.
下一步就将设备上盖扣上了. 将设备上盖上的电气连接复原.
吐槽

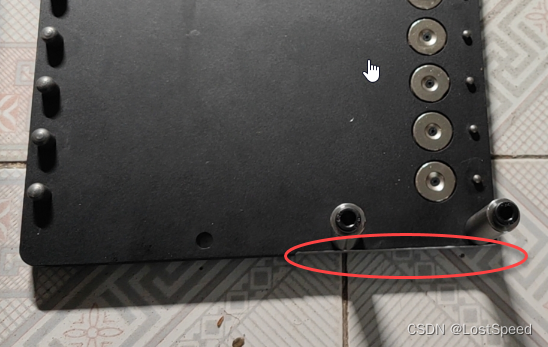
将设备上盖和钣金上的安装螺丝孔对齐
先用螺丝拧进钣金上的螺母, 确定螺丝应该用M4.
但是用M4螺丝却不能通过上图的槽孔…
用卡尺量槽孔的宽度, 大概3.4. 那这个槽孔是给M3螺丝用的.
怪不得我拆解设备时, 发现上盖和钣金之间的螺丝没有都对应, 数量少了一些. 不过按照受力来看, 也不需要那么多螺丝.
关键是好多螺丝的螺纹都磨没了, 但是也不知道啥原因. 因为螺丝大把的, 也没在意.
复原到这里时, 才发现, 同学安装时, 是硬将M4的螺丝穿进M3的槽孔, 然后再拧进钣金上的M4螺母的. 这也能行?
就算是第一台设备细节设计的不成熟(限于时间和成本, 也无法重新做零件), 面对这种M3槽孔和M4螺帽的问题, 那也得想办法解决啊, 霸王硬上弓, 这多丑.
我用以下2个方法来解决:
- 用锉刀将槽孔的宽度从3.4磨宽到4mm, 这个方法费劲, 磨了几个, M4的螺丝可以正常穿入槽孔. 一个槽孔大概用了20分钟. 同事不让磨了, 因为我已经用下面的方法解决了, 不想浪费时间了.
- 在淘宝上有一种旋转磨头(产品名称为 旋转锉刀), 直径3mm, 可以装到手电钻上, 用来对付铝和铁, 是很管用的. 磨掉个几mm都不费劲.
不管是软件还是硬件, 如果抱着凑合的态度往下做, 最后得到的成品会和原始设计的档次会low很多. 明明很好的一个设备, 细节做的这么烂, 不知道同学怎么忍的下来.
补充 - 还是用手工锉刀才顺手
买了旋转锉刀, 装到手电钻上, 尝试对槽孔宽度进行扩宽. 不好使啊…
无法平滑的定位, 因为原来槽孔上就有同学硬拧螺丝的痕迹, 旋转锉刀碰到不平的地方, 就滑倒其他位置了.
看来旋转锉刀比较适合台钻.
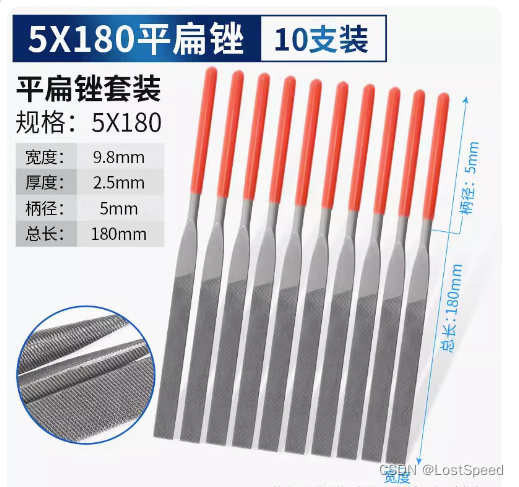
还好我机智, 顺便买了手工用的扁平锉. 一个钻孔用20分钟左右, 可以将3.4宽度扩到4.0mm.
用的扁平锉刀宽8mm.

现在16个钣金固定孔都可以和设备上盖用M4x20的螺丝固定了, 且不伤螺纹. ++, 心里终于舒坦了.
因为钣金的公差比较大, 有1个螺丝孔差的比较多(大概有0.3mm), 改变螺丝上进顺序, 先上偏差处的螺丝, 然后用手用力拉对面的钣金(钣金为4mm, 可能是钢板, 用力时, 能稍微拉的动0.xmm.), 将对面的螺丝带上螺丝扣. 其他15个螺丝都能正常带上扣. 因为挫的还是不到位(正常M4的操控宽度要4.4~4.6mm, 现在手工挫的, 大概只有4mm, 能在操控穿进M4螺丝而已).
仅从固定角度看, 是不需要这么多M4螺丝的. 只是让心里舒服一些.
飞达安装平台板的过盈问题
同学做飞达安装平台板时, 和钣金的距离太近了, 钣金公差比较大, 导致飞达安装平台板挤不进工字形钣金的腰部.
看到同学已经将飞达安装平台板搓掉了1mm多, 还是没锉到位, 但是原来的安装柱子是直径20mm, 已经锉到和安装柱子平齐了.
想了一下, 定做了直径18mm的安装柱子, 这样两边能正好多锉各1mm, 这样就能正常挤进工字形钣金的腰部了.
定做的安装柱子(M8 x 67(高度) x 18(外径) , 两边的螺纹深度都是24mm, 不需要通孔螺纹.)已经到了, 买的M8x25的螺丝也到了, 试试.


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









