






 山猫公司通过Minitab进行实验设计,改进激光切割工艺,提升了切割质量和生产速度,避免了额外激光器的购置,节省了大量成本。
山猫公司通过Minitab进行实验设计,改进激光切割工艺,提升了切割质量和生产速度,避免了额外激光器的购置,节省了大量成本。

50多年来,山猫公司一直是紧凑型设备(包括滑移装载机和紧凑型挖掘机)设计、制造和分销领域的世界领导者。山猫公司的设备用于许多行业,包括农业、建筑、挖掘、园林绿化和设备租赁。除了拥有世界上最广泛的紧凑型设备分销网络外,该公司还是北达科他州最大的制造商。在山猫的一家工厂里,山猫用激光从大片钢板上切割出细节部分。这些零件需要边缘光滑,没有毛刺或凹坑。激光加工过程以可接受的速度生产出可接受的质量,但仍有改进的空间,即使该工厂有7台激光器,它仍需要将激光工作外包给外部承包商。吉姆·罗斯是山猫公司的认证黑带大师,他着手改进这种激光切割工艺。他的目标是确定在提高零件质量的同时提高机器速度的设置。该项目在很大程度上依赖于有效收集数据、彻底分析数据和理解结果。罗斯使用Minitab统计软件来完成这些任务。
挑战
罗斯开始寻找一个既能加快激光加工速度又能提高切割质量的“最佳点”。风险很高。生产速度平均提高15%就相当于“节省”了一台额外的激光器,每台激光器的安装成本接近100万美元。增加现有七台激光器的输出也将减少外包的“光束小时数”——由于工厂外包了相当一部分激光工作,即使将部分工作外包给内部也会节省大量成本。

增加山猫工厂的7台激光切割机(如这台)的产量将减少外包的“光束小时数”,从而节省大量成本。
山猫的激光切割工艺对长直切口采用快速切割,对短切口和角度采用慢速切割。找到能让工厂在提高切割质量的同时提高其中一个或两个切割速度的设置,可以大大提高工厂的产能,收回外包的工作,并降低成本。
在研究该过程时,罗斯确定了可能影响其性能的几个因素。这些参数包括功率(瓦特)、激光束实际开启的切割时间百分比(占空比)、快速切割速度的进给速率、慢速切割速度的进给速率、激光喷枪中使用的气体量(辅助气体压力)、控制激光束的喷嘴宽度以及喷嘴到切割表面的焦距。现在他面临的挑战是确定这些因素中哪一个对性能影响最大,然后找到既能提高速度又能提高产品质量的工艺设置。
Minitab如何帮助
这就是Minitab统计软件的实验设计(DOE)功能发挥作用的地方。设计实验是一系列的运行或测试,在这些运行或测试中,您可以调整多个变量。这是改进流程的有效方法,因为您可以一次更改和评估多个因素,然后使用统计分析获得有意义的结果。Minitab可以帮助您确定哪些因素最重要,并了解它们如何相互作用并推动您的流程。有了这些知识,您就可以找到产生最佳过程性能的因子设置。
罗斯的首要任务是选择并量化正确的回应。提高或至少保持以更快速度生产的零件的质量是主要目标,因此他选择切割质量作为关键响应。一次实验性的“运行”包括切割一片钢板。切割质量分为1-5级,5级为完美切割。为了建立基线,罗斯对现有设置下的零件切割进行了初步分析,结果显示该过程产生的切割平均分为4分。
一位热心帮助寻找更快设置的激光操作员自愿评估每次运行中生产的零件。像任何研究人员一样,在实验开始之前,罗斯需要确保他可以依赖测量系统的精度。他使用Minitab进行属性一致性分析,这将证明操作人员是否能够根据既定标准持续准确地评估切割质量。根据分析结果,一名激光操作员被选为唯一的评估员。他甚至能够使用更精确的评分系统,该系统包含增量(。25),而不是以前使用的整数。这提高了数据收集的能力。
有了这些因素、关键反应和可靠的数据收集方法,罗斯就可以设计他的实验了。他知道析因实验设计可以让他研究多个因素对过程的影响,但他需要找到一种能以最少的实验次数产生可靠结果的析因设计。他使用Minitab来探索他的选项并确定最佳选项。
一种选择是全因子实验,这是一种非常彻底的方法,可以测量所有因子水平组合的反应。但是这个选项可能需要非常多的运行次数。例如,具有5个因子的两水平全因子设计需要32次运行。考虑到实验者可能想要添加重复实验,或者多次重复实验,在许多情况下,全因子实验并不是一个可行的选择。
罗斯转而关注部分因子设计,这种设计通过排除一些因子水平的组合将运行次数减少到可管理的规模,但仍能产生可靠的因子分析。执行的运行是全因子设计的选定子集或部分。但是不运行所有的因子水平组合意味着一些效应是混杂的,并且不能与其他效应分开估计。因此,必须仔细选择分数以获得有意义的结果。为了使过程更容易,Minitab显示了一个别名表,其中指定了混杂模式。
在最初的实验中,罗斯使用Minitab创建了一个部分因子设计,只需要16次运行(图1),但仍然允许他估计因子及其双向交互作用的影响。罗斯还将16次实验重复了3次,以提高数据收集的能力,从而增加了实验发现显著差异的可能性。
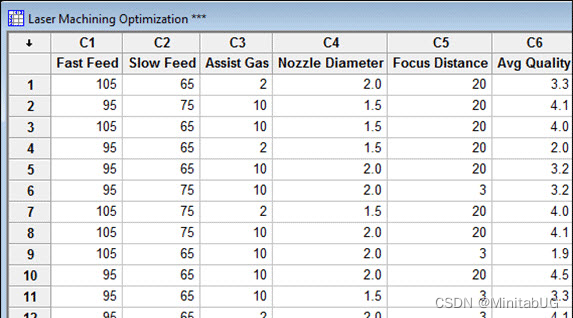
图1Minitab统计软件中实验工具的设计使选择、设置和分析设计实验的结果变得容易。
第一个实验发现快速进给速率和慢速进给速率是加工速度的最重要的决定因素,更重要的是,证明了更快的进给速率是可行的。(图二)。
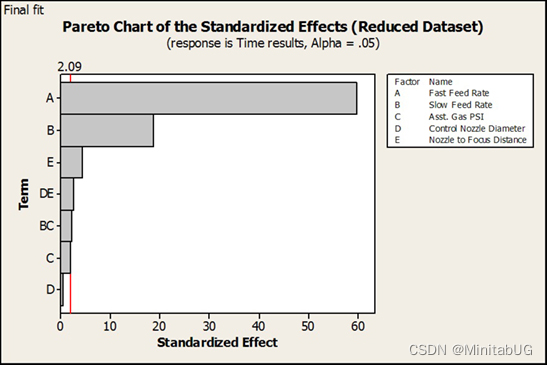
图2 - 罗斯的初步实验表明,快速和慢速切削速度下的进给速度是整体加工速度的最重要决定因素。他利用这些信息设计后续实验,以更快的速度优化零件质量的工艺设置。
罗斯的后续实验侧重于为其余三个重要因素找到最佳设置,以提高高速切割质量。结果的立方图(图3)显示,在低辅助气体压力和负载下切割表面质量最高,当速度增加时喷嘴聚焦水平较高。它还表明预期的切割质量高于旧设置下的标准4.0。
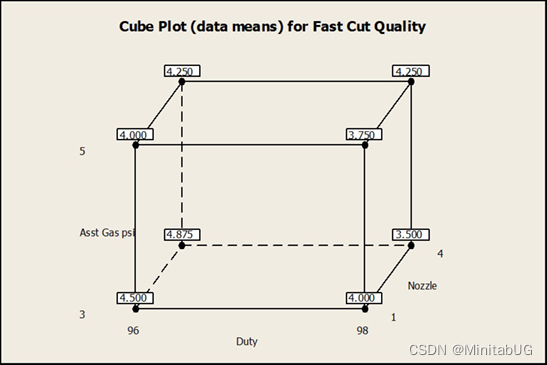
图3 -立方体图显示了在低辅助气体压力和负载以及高水平喷嘴聚焦下的最高切割质量,预期切割质量高于旧设置下的标准4.0。
结果
罗斯用于评估激光切割过程的三个设计实验取得了很好的结果。这些实验改进了加工边缘质量的定义,并确定了优化设置,使所有产品的加工生产率提高了20%以上。增加7台现有激光器的输出消除了购买额外激光设备的需求,节省了500,000美元。这一增长还减少了约2000小时的“光束时间”,而这些时间原本是可以外包的。总之,罗斯用Minitab统计软件设计和分析的实验结果总的潜在影响超过100万美元。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









