






老铁们今天咱们唠个硬核的——用S7-200 PLC整糖果包装流水线。先看这个核心逻辑:传送带跑三秒停两秒,配合机械手打包。梯形图里用TON定时器搞这个节奏控制,来看这段关键代码:
这里T37/T38用300ms时基,T37的PT值设30就是3秒。注意看AN指令这个取反操作,完美实现交替启停。调试时发现个坑:定时器必须用断电保持型的,要不流水线停电后再启动节奏全乱。Network 1 LDN T37 TON T37, 30 //3秒计时 = Q0.0 //传送带运行
Network 2 LD T37 TON T38, 20 //2秒停机 AN T38 = Q0.0 //停止时切断输出
IO分配得讲究,急停按钮必须接硬线输入。我的配置是: - I0.0:光电传感器(糖果到位检测) - I0.1:急停开关(常闭接法) - Q0.0:传送带电机 - Q0.1:打糖机械手 - Q0.2:报警指示灯
重点说下这个糖果计数逻辑:每检测到20颗触发打包。用MOV指令给计数器预设值,程序里这样写:
Network 3
LD I0.0
CTU C0, VW100 //VW100存预设值20
LDW= C0, 20
= Q0.1 //触发机械手
R C0 //复位计数器
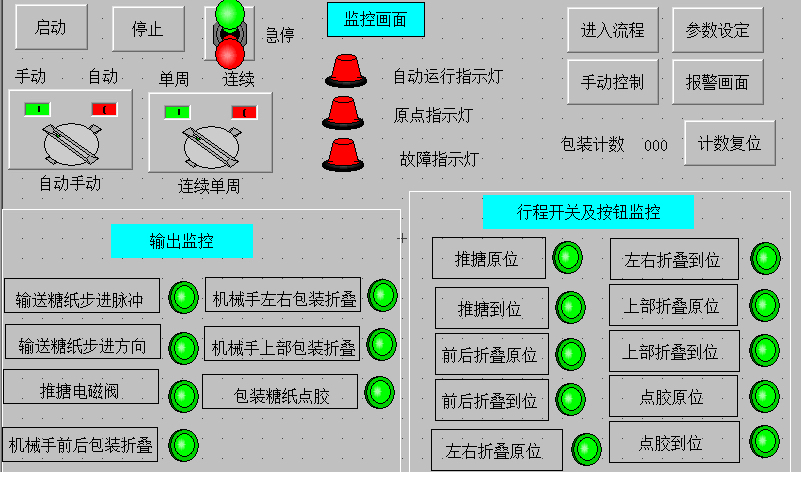
组态画面用WinCC flexible做的,重点做了这几个功能: 1. 动态显示传送带运行状态(绿色流动动画) 2. 实时糖果计数器(绑定VW200) 3. 急停按钮双重控制(画面按钮与实体按钮并联) 4. 报警记录页面(记录卡糖、超时等故障)
最后说个实战经验:糖果包装机的震动会影响PLC输入信号,一定要在DI模块前加速波器。曾经有个光电传感器误触发,查了两天才发现是震动引起的信号抖动,加了RC滤波电路立马稳定。
**S7-200 PLC糖果包装控制系统技术解析**
一、背景介绍
在当前的现代化糖果生产线上,糖果包装控制系统的设计是一个重要的环节。为了满足快速、稳定、可靠地完成糖果包装任务的需求,我们采用基于PLC(可编程逻辑控制器)的糖果包装控制系统。本文将深入探讨S7-200 PLC在糖果包装控制系统中的应用以及带来的实际效果。
二、基于PLC的糖果包装控制系统概述
1. 系统架构
基于S7-200 PLC的糖果包装控制系统主要由以下部分组成:PLC模块、输入/输出设备、数据处理模块等。系统通过PLC模块实现数据的采集、处理和输出,确保糖果包装过程中的自动化和精确控制。
2. 控制原理
PLC通过与输入设备进行通信,接收输入信号,然后通过内部的逻辑运算和控制算法,实现对输出设备的控制。整个控制系统基于工业控制理论,确保糖果包装过程的稳定性和可靠性。
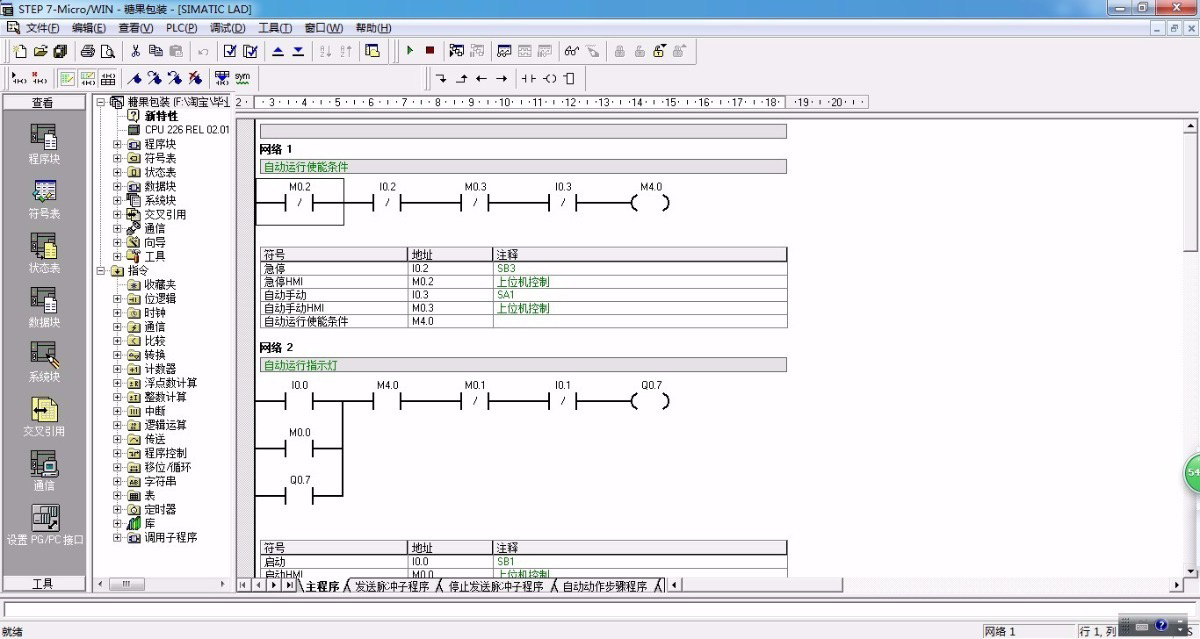
三、梯形图程序解释
接下来,我们将详细解析一个基于S7-200 PLC的糖果包装控制系统的梯形图程序。梯形图是一种图形化的编程语言,用于描述控制逻辑。在这个程序中,我们详细描述了各个模块之间的数据流动和逻辑关系。
四、接线图与原理图图纸
为了更好地理解系统的运行原理和接线方式,我们提供了接线图与原理图图纸。这些图纸详细展示了PLC模块、输入/输出设备之间的连接方式,以及系统各部分的连接关系。这些图纸可以作为实际安装和调试的参考。
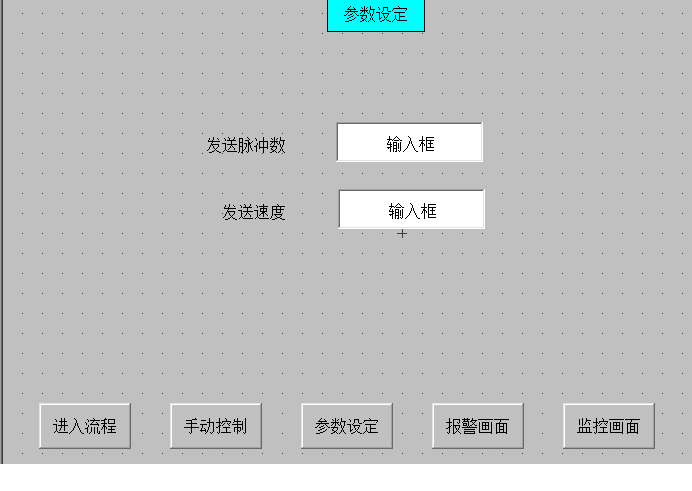
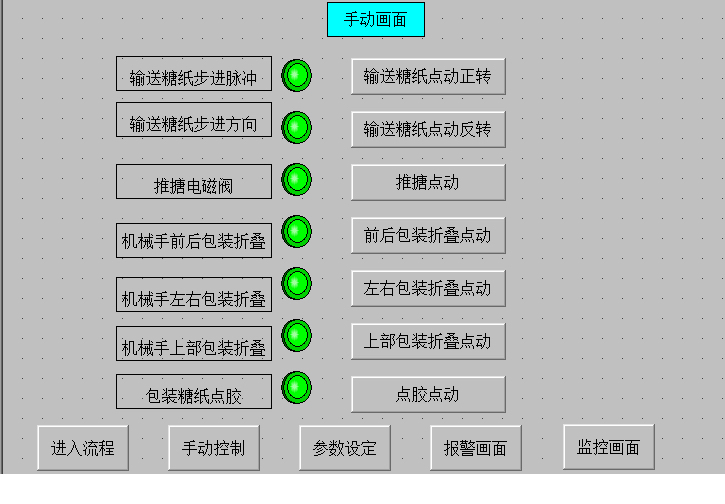
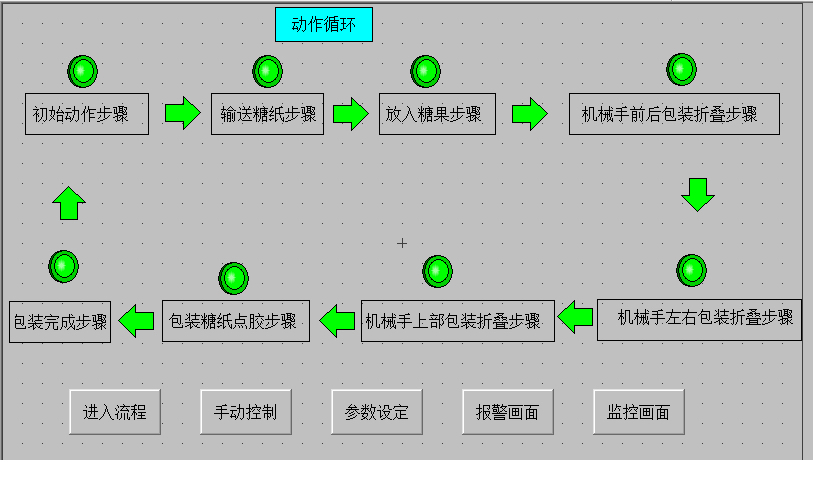
五、IO分配与组态画面
在系统的IO分配方面,我们根据实际需求进行了合理的分配。例如,根据输入信号的类型和数量,分配了相应的输入接口和输出接口。在组态画面方面,我们可以选择不同的画面进行展示,如主界面、操作界面等,方便用户进行操作和控制。
详尽解读,链接直通深处 S7-200 PLC糖果包装控制系统:带解释的梯形图程序、接线图原理图、IO分配及组态画面
六、总结
S7-200 PLC基于PLC的糖果包装控制系统在实际应用中具有显著的优势。它能够实现自动化控制,提高生产效率;同时,通过精确控制,确保糖果包装过程的稳定性和可靠性。在实际应用中,我们需要注意系统的维护和保养,确保系统的长期稳定运行。
以上就是关于S7-200 PLC基于PLC的糖果包装控制系统的技术解析,希望对您有所帮助。如果您有任何疑问或需要进一步的帮助,请随时联系我们。
S7-200 基于PLC的糖果包装控制系统 带解释的梯形图程序,接线图原理图图纸,io分配,组态画面


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









