






在现代工业生产里,模具更换的高效与安全,直接关乎生产进度与成本控制,磁力模板的运用极大提升了换模效率,可模具脱落风险也如影随形。怎样才能在换模流程里,牢牢锁住模具,杜绝脱落事故呢?
精准选型是防脱落的基石。磁力模板的吸力大小,需依据模具重量、尺寸科学匹配。倘若磁力模板吸力不足,面对较重模具,即便初始吸附看似稳固,后续稍有震动、牵拉,模具就可能松动乃至脱落。磁力模板吸力务必与模具重量、尺寸严丝合缝。企业购置前,精确核算模具参数,向供应商索要详细技术资料,让专业工程师介入选型,才能从源头上规避风险。
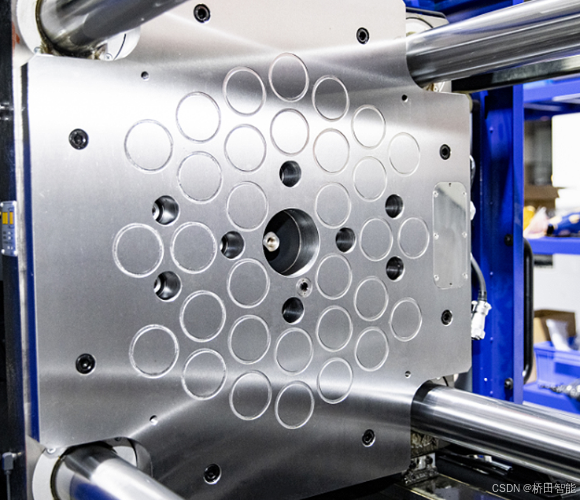
安装调试环节,细节决定成败。某塑料制品厂新上一套注塑模具,安装磁力模板时,工人未清理干净表面油污,匆匆装上模具就试机。结果,模具吸附不稳,反复调试都无法正常生产。原来,油污如同 “隔离层”,大幅削弱了磁力。正确做法是,安装前用专业清洁剂擦拭磁力模板,去除一切杂质,让模具和模板贴合不紧实。安装后用小铁块测试各区域磁力,一旦发现磁力不均,有吸力薄弱点,马上拆解排查,保证模板处于可靠的工作状态。
规范换模操作流程更是重中之重。起吊模具靠近磁力模板时,速度要缓且稳,杜绝快速碰撞,猛烈撞击易致使模具与磁力模板贴合错位,局部吸力不均。模具就位后,等待足够时长,让磁力充分发挥吸附作用,切勿仓促开展下一步。此外,换模现场应尽量维持低震动环境,像大型冲压设备、行车频繁启停产生的震动,都可能逐渐瓦解磁力吸附,必要时安排缓冲、减震措施。
日常维护是长效保障。定期清理磁力模板、检测磁力强度,老化部件及时更替,才能让每一次换模作业都稳如泰山,确保生产持续、安全推进。才能在每一次换模时,稳稳锁住模具,让生产流程行云流水、安全无忧。
相较于传统压板,桥田磁力换模系统只需要安装人员通过远程操作手持终端,即可实现模具锁紧或卸载。整个过程在几秒内完成,比传统装夹方式平均节约90%以上的装卸模时间。
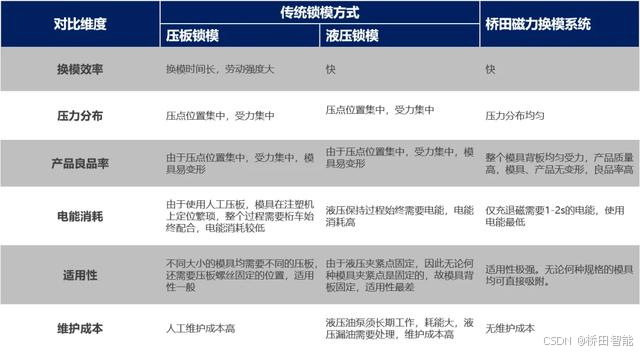
桥田MMC磁力换模系统与传统锁模对比
桥田智能磁力换模系统MMC通过电磁铁和永磁铁的配合,实现模具的快速上模与下模,能够节约换模时间90%以上,实现注塑机、吹塑机、冲压机等设备换模的自动化与智能化水平。



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











