






 文章探讨了螺栓连接中的拧紧过程,重点在于扭矩与夹紧力的关系。拧紧目标是产生足够的夹紧力以保证连接可靠性,但实际中主要通过控制扭矩来间接控制夹紧力。摩擦力在拧紧过程中起关键作用,影响扭矩转化为夹紧力的效率。通过理解5-4-1原则和克林克莱曼公式,可以更好地控制拧紧质量,确保螺栓连接的稳定性。
文章探讨了螺栓连接中的拧紧过程,重点在于扭矩与夹紧力的关系。拧紧目标是产生足够的夹紧力以保证连接可靠性,但实际中主要通过控制扭矩来间接控制夹紧力。摩擦力在拧紧过程中起关键作用,影响扭矩转化为夹紧力的效率。通过理解5-4-1原则和克林克莱曼公式,可以更好地控制拧紧质量,确保螺栓连接的稳定性。
拧紧是什么?
在工业装配生产线中,结构复杂的连接结构有很多种,广泛采用的都是螺栓连接,其亮点在于,在保证连接可靠性的同时,结构简单又方便拆卸,可重复使用,而螺栓连接通常是依靠「拧紧」来实现的。
拧 → 动作 | 用力扭转
紧 → 目标 | 密切合拢
螺栓拧紧,顾名思义,通过「拧」这个动作将螺纹副紧密合拢。
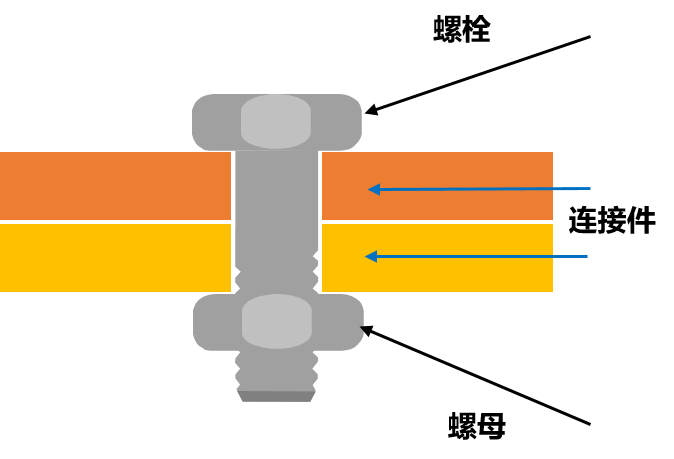
螺纹副:利用螺纹旋合实现的一种机械联接,“副”是一对的意思,指内螺纹和外螺纹。
拧紧的目标是什么?
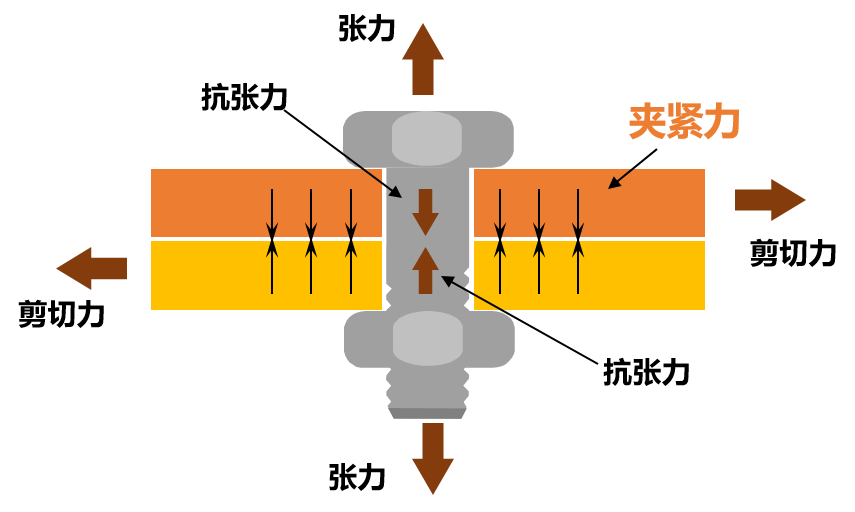
「拧紧」实际上是,施加一定扭矩,在螺栓旋入贴合工件后,螺栓会被拉伸,产生一定张力,同时被夹紧的工件会产生与拉伸方向相反的反作用力→夹紧力,来克服两个工件的剪切力,夹紧力才是螺栓拧紧的目标。
理论上,两个连接工件间只要产生合适的夹紧力,就能承受一定的动载荷,可以保证在震动、高低温等恶劣环境下正常安全工作。
螺栓连接受力分析
夹紧力是直接衡量螺栓连接的变量,但过高的夹紧力,如果控制不当,会导致连接失效,甚至压坏工件,这就要求我们在拧紧过程中,对夹紧力进行控制,但受限于夹紧力的测量成本高且效率低,不适合现阶段大规模的量产需求,往往我们提到最多的是“扭矩”。
扭矩是什么?
拧紧螺钉以使其旋转时,沿旋转方向旋转的力称为拧紧扭矩。拧紧扭矩为“施加力F”乘以“从螺栓的旋转中心到施加力的点的距离L”的值。
扭矩(T)=力 (F)*力臂 (L)
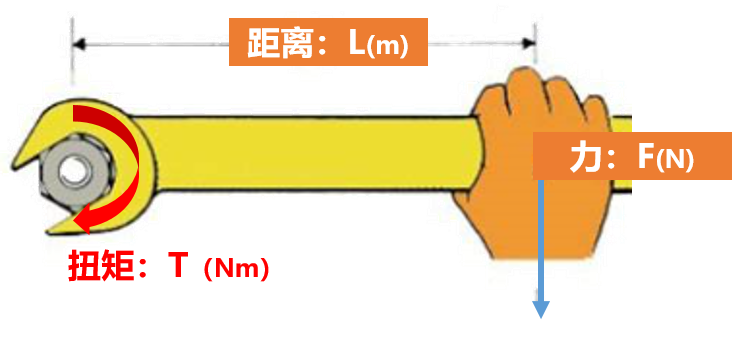
螺栓旋转的越多,得到的扭矩越大
扭矩的产生及测量相对简单容易实现,因此在螺栓装配中,一般会使用拧紧扭矩,来进行夹紧力的间接测量控制,并用于评估拧紧质量。
我们想要得到的是 夹紧力
我们可以测量到的是 扭矩
拧紧施加的扭矩,都去哪了?
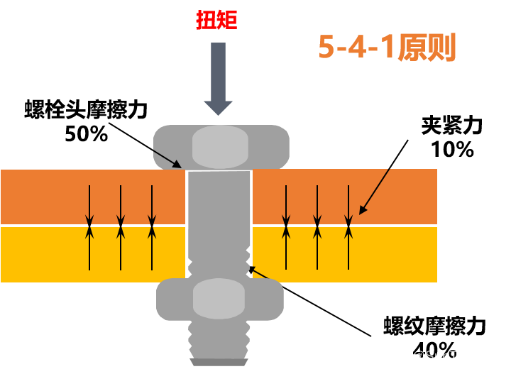
在螺栓拧紧过程中,拧紧质量受摩擦力影响非常大,在施加同样的扭矩后,会因摩擦力的不同而导致夹紧力不同。对于普通的螺栓,90%扭矩被摩擦力消耗掉了,只有10%转化为了夹紧力。而摩擦力消耗分为50%螺栓头和40%螺纹副的摩擦力消耗,这就是大家常听说的5-4-1原则。
如何有效拧紧?
Fm= T/ (0.16P + (μg * 0.58 * d2) + ((Dkm/2) * μk))
夹紧力、扭矩和摩擦力的关系
T = 扭矩
Fm = 夹紧力
P = 螺距
μg = 螺纹副中摩擦系数
d2 = 螺栓直径D
km = 螺帽与工件表面的接触面积,Dkm = (dw + dh)/2
μk = 螺帽与工件表面之间的摩擦系数
根据克林克莱曼公式可以发现,摩擦系数过大或过小,会出现扭矩“合格”但夹紧力不合格的情况,从而导致拧紧质量不合格。如果摩擦非常大,那么即使施加的扭矩再大,产生的预紧力也微乎其微,如果摩擦非常小,那只需要很小的扭矩,就能产生非常大的夹紧力,甚至螺栓直接被拉断。
不同实际情况下的夹紧力和摩擦力的关系:
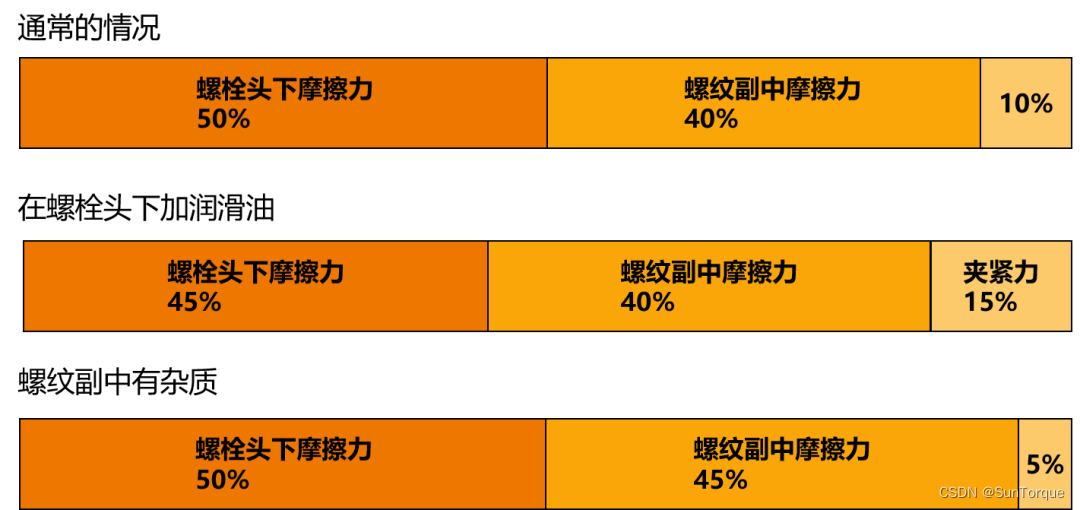
通常我们会使用到螺栓涂层方式,控制摩擦系数,确保最终拧紧装配时夹紧力分布稳定,保证拧紧质量合格。
关键点总结
在螺栓拧紧中,我们实际需要的是夹紧力,然而在大规模量产中,对夹紧力的直接测量过于复杂,可通过扭矩间接计算出夹紧力,一般情况下扭矩中只有10%会转化为夹紧力,且很容易受到摩擦力的影响。对此,我们通常会转为测量和控制影响夹紧力的其他各类因素,确保最终拧紧质量符合要求。

















 2万+
2万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









