






智能扭矩系统-智能拧紧系统-扭矩自动控制系统-SunTorque
拧紧是组装作业中最常见也最重要的工艺方法之一,它看似简单,但我们丝毫不能小觑,在很多时候一个机械系统的失效是由一颗小小的螺钉引发的。
当我们谈扭矩控制时,我们谈些什么?
在讨论扭矩精度前,应该先弄明白两个概念“预紧力”和“拧紧力矩”。
预紧力:为了增加螺纹联接的刚性、紧密性、防松能力及防止受横向载荷螺栓连接的滑动,在联接承受工作载荷之前,预先施加的作用力。说白了就是施加在被连接的两个或多个零件间的夹紧力。
为了保证可靠性,预紧力当然越大越好;但是过大的预紧力会导致连接结构的尺寸过大。一般规定拧紧后螺纹连接件预紧力不得大于其材料屈服点的80%。机械设计手册推荐了如下预紧力计算公式:

重要的螺纹连接,必须有一套控制和测量预紧力的方法。常用的方法有:感觉法、力矩法、测量螺栓伸长法、螺母转角法、应变计法等。其中力矩法是应用最广泛的预紧力控制方法。
拧紧力矩:拧紧螺纹联接时施加在螺栓、螺钉或螺母上的扭力矩。上文提到的拧紧力控制方法力矩法就是通过拧紧力矩控制预紧力。那么预紧力和拧紧力矩有什么关系呢,那就要回忆一下机械设计知识啦。
预紧力和拧紧力矩的关系:
以螺栓+螺母的螺纹联接为例进行分析:假设拧紧时用扭矩扳手拧紧螺母,开口扳手夹持螺栓头部。则拧紧螺母时需要克服螺纹副的螺纹力矩T1和螺母的承压面力矩T2,因此拧紧力矩T=T1+T2。完整的受力分析如下图:

最终的公式:

可以看出来对每一个具体案例来说,Kt是个常量,那么拧紧力矩和预紧力程线性关系,Kt主要受螺母与被连接件支承面的摩擦系数和螺纹副间的当量摩擦系数影响。由以上公式显然我们可以根据材料特性和联接的功能要求计算出预紧力,然后再推导出拧紧力矩的数值。
为了体现二者之间的定量关系,有研究表明,如果使用电动工具进行螺栓紧固,那么扭矩大概遵循5-4-1的分布原则,即扭矩的50%用于克服螺栓(螺钉)头或螺母下的摩擦力、40%用于克服螺纹副的摩擦力,只有10%用于提供预紧力。
扭矩精度
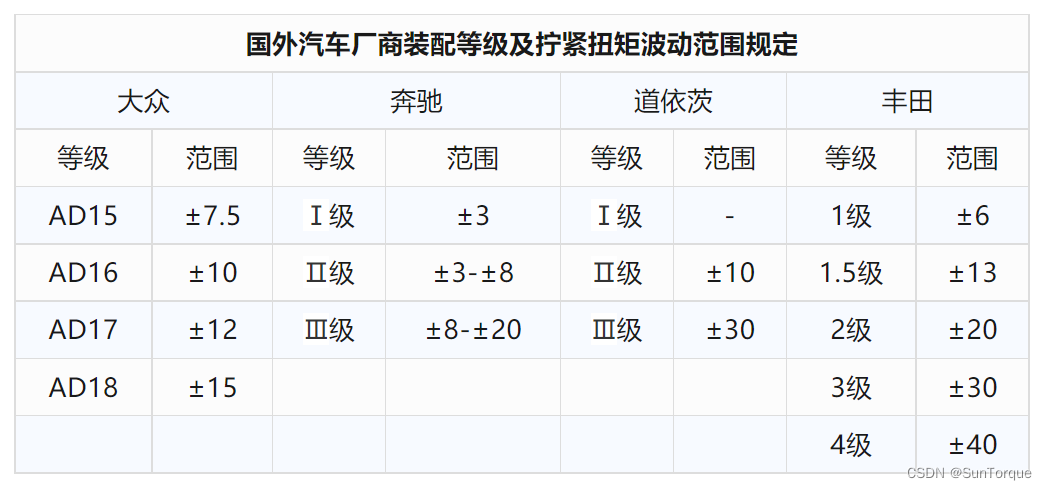
扭矩精度的资料或标准目前多来源于汽车行业,国外著名汽车厂商都对螺纹紧固件的装配进行分级管理。
我国的汽车行业标准《QC/T 518-2013 汽车用螺纹紧固件紧固扭矩》也给出了类似的规定。
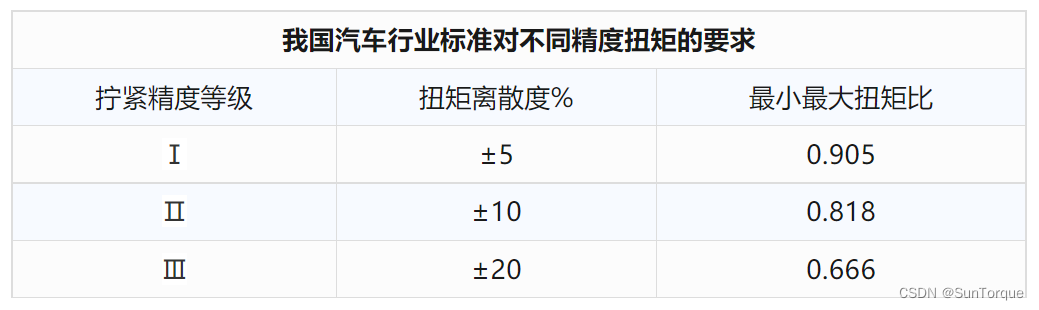
如何进行精度的选择还要参照汽车行业,(德)DIN2862汽车工业中拧紧设备的应用标准要求将汽车总装的装配扭矩分为3个等级。
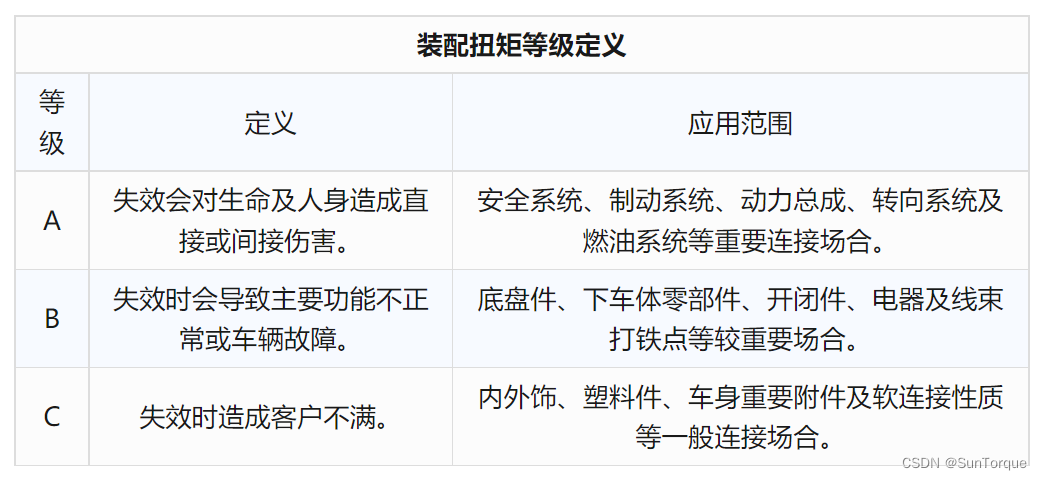
扭矩精度是和扭矩等级匹配的,以奔驰为例,装配扭矩等级A级与扭矩精度等级Ⅰ级、Ⅱ级匹配;装配扭矩等级B级与扭矩精度等级Ⅱ级、Ⅲ级匹配;装配扭矩等级C级与扭矩精度等级Ⅲ级匹配。
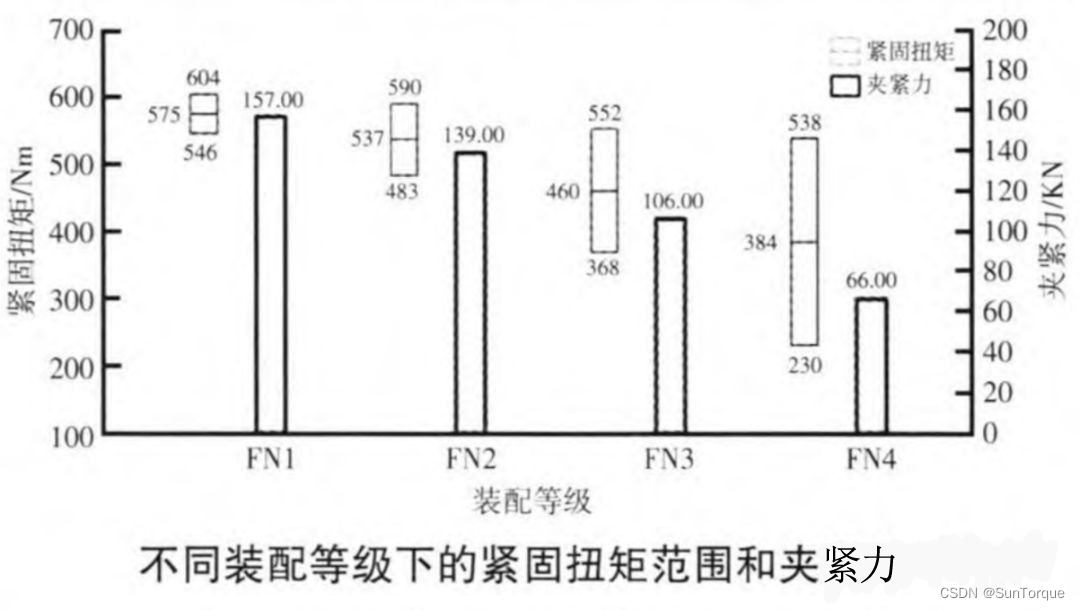
扭矩精度的分级管理有什么优势?以一汽集团一项试验可以看出来。一汽集团按紧固部位的重要度和拧紧方法,将扭矩装配分为4个等级。

通过下图可以看出,螺栓采用FN4级装配时,目标紧固扭矩小,而扭矩波动范围大,作用在被连接件上的预紧力最小;提高装配等级后,目标紧固扭矩提高,扭矩波动范围变小,预紧力提高。FN1等级的预紧力是FN4等级的2.38倍。
还有一个例子,道依茨公司螺纹紧固件装配标准规定,当扭矩精度级别为Ⅲ级时,若使用M16螺栓可满足要求,将扭矩精度提高到Ⅰ级后可以选用M10螺栓。因此,对扭矩精度进行分级管理,可以减小连接结构尺寸,实现结构轻量化。
文章来源于精益知识分享,侵删。















 3420
3420











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









