






目前,国内主机厂对螺纹紧固件扭矩控制方法主要有:扭矩控制法、转角控制法、屈服点法、伸长量法四种。
以下,我们详细介绍四种扭矩控制方法对紧固件连接质量的影响,并对比目前主机厂所使用的四种紧固件质量控制法中,哪种最经济实惠,且相比可达到较好的效果。
1、扭矩控制法
扭矩控制法是最简单的紧固控制方法,它通过直接控制施加在螺栓的扭矩来控制被连接件的预紧力,其原理在于拧紧时预紧力与拧紧扭矩成正比关系:
T=KxdxF0
其中,T--拧紧扭矩, k--扭矩系数, d--螺栓公称直径,F--预紧力。
该式直观反映了扭矩控制的实质就是控制螺栓的轴向预紧力。扭矩控制法的优点是成本低,可以使用简易的扭矩扳手进行作业而无需其他复杂的设备与监测。其缺点就是拧紧精度不够,不能充分发挥材料潜力,受环境、操作手法等影响较大。
扭矩系数k的取值与许多因素有关,在实际操作中离散度较大,适用在一些要求不高的应用场合,总体而言k一般的取值范围在0.1~0.3之间。早在1973年,美国怀特帕特森空军基地就确定了一系列影响螺栓扭矩和预紧力之间关系的因素,
其中包括:螺栓的材质,螺栓的成型工艺,螺纹形状,螺栓的同心性,螺纹连接副和垫圈的硬度,垫圈的类型和种类,部件的表面粗糙度,内螺纹边缘的毛刺,螺栓镀层的厚度、种类和一致性,螺栓的润滑,螺栓的紧固工具,螺栓的拧紧速度,扭矩扳手和螺栓的配合度,螺栓的使用次数,环境温度等。
扭矩控制,主要是依据具有相当精度的紧固工具和合理的工艺方法来保证。就目前状况而言,扭矩控制法的扭矩控制精度最高能达到3%-5%的水平,而性价比较为合理的扭矩控制精度是10%~20%。
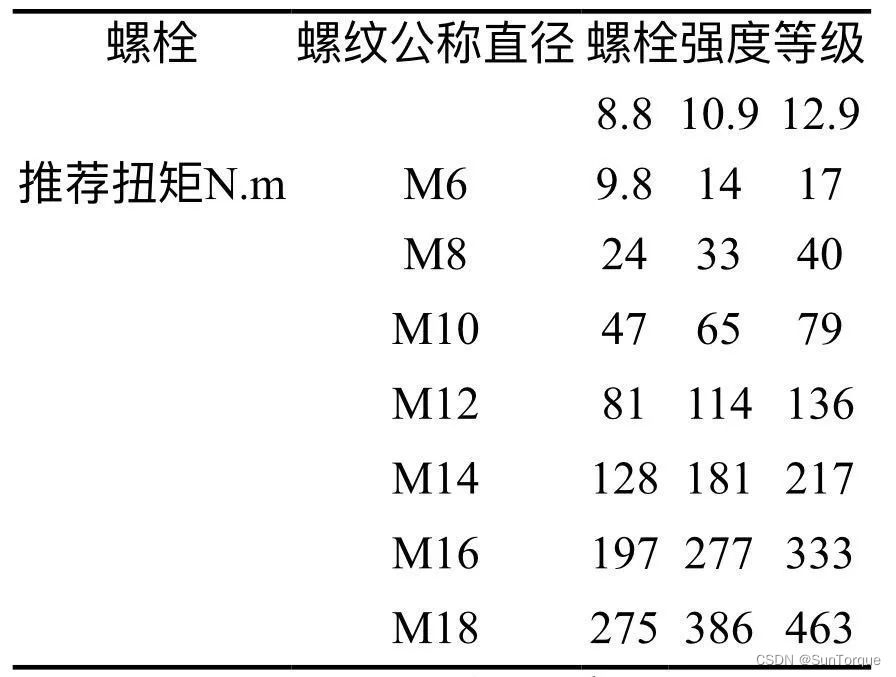
紧固件拧紧时所需扭矩,一般参考经验值,螺纹公称直径越大,强度等级越高,拧紧所需扭矩值越大。个别特殊类型的紧固件也有相关的国家标准和行业标准可供参考。
以下是某从事紧固工具公司提供的部分不同公称直径和强度等级F的推荐拧紧扭矩的技术资料:
2、扭矩-转角控制法
鉴于扭矩拧紧法存在的不足,美国在20世纪40年代末开始研究能够提高拧紧精度的控制方法,进而提出了扭矩-转角控制法。扭矩转角控制法是先将螺栓拧到一个不大的扭矩,再从此点开始,拧一个规定的转角的控制方法。这一方法是基于一定的转角,使螺栓产生一定的轴向伸长,同时被连接件则被压缩了。
这样做的目的是通过拧紧扭矩先将螺栓头部或螺母拧到紧密接触面上,克服表而凹凸不平等不均匀因素,而之后所需求的轴向预紧力由转角产生。
利用转角控制拧紧程度,摩擦阻力对预紧力的影响不复存在,所以其精度比单纯的扭矩控制法要高。扭矩转角控制法的要点就是确定转角,一旦这个转角被确定下来就可以在拧紧过程中获得相当高的精度。
从螺纹的运动学来看,螺母转动时螺母的位移量s:
s=pθ/360°
式中,P--螺距,θ--螺母转角。
实际拧紧一个螺母时,在开始的几转期间,不会产生预紧力,只有当螺母接触被连接件或垫圈后,预紧力才开始产生。
不过,由于此时各接触表面接触点很少或因被连接件与周围构件间的摩擦力,以及垫圈弯曲等原因,预紧力很小,但其增长却很迅速。这个过程称为被连接件的贴紧过程。
贴紧过程期间螺母要转多少圈无法预知,而且,即使在完全相同的情况下,螺母转的圈数也可能不一样。而当被连接件贴紧后,预紧力与转角呈线性关系。
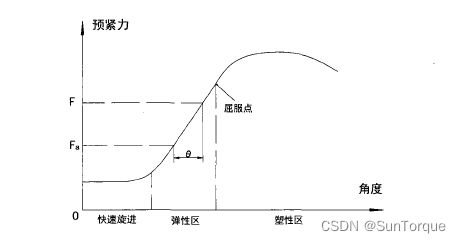
预紧力与转角关系图
扭矩-转角控制法的优点是拧紧精度高,拧紧质量稳定,螺纹间摩擦系数对拧紧质量的影响小,故能充分利用螺栓的承载能力,从而获得较大的预紧力;而缺点在于其控制系统比扭矩控制法要复杂,需要测量拧紧扭矩和转角2个数据。
对于传动轴、缸盖螺栓此类要求预紧力充足且均匀的螺纹连接,应该越来越多地采用扭矩-转角控制法的紧固工艺。
3、屈服点控制法
顾名思义,屈服点控制法就是利用紧固件材料的屈服点来控制紧固件的装配。这种方法是在扭矩-转角控制法基础上发展起来的一种更精准的拧紧控制方法。
目前只有少数生产高端品牌的汽车发动机厂家在使用,这是因为这种方法所需要的设备成本太大。它是通过对扭矩~转角曲线斜率的连续计算来判断屈服点的。屈服点控制法的目标是将螺栓或螺母拧紧到刚刚超过屈服极限点,从而最大限度利用紧固件材料的性能。
采用屈服点拧紧时,首先将紧固件拧紧到某一个规定的起始扭矩M,从这点开始,设备监控拧紧曲线的斜率值的变化,如果斜率下降超过了设定值,那么就可以认为紧固工具将紧固件拉伸到了屈服点,工具停止运行。
屈服点拧紧法最大的优点是不受扭矩控制法的摩擦系数和转角控制法的转角起始点的影响,可以将摩擦系数不同的紧固件都拧紧到其屈服点,从而最大限度的发挥了紧固件材料强度的潜力,克服了扭矩控制法和转角控制法的缺点,进一步提高了装配精度;但是它对外界干扰因素比较敏感,同时对紧固件的性能及结构设计要求极高,控制难度较大,因此相应的紧固工具的价格也十分昂贵。
4、伸长量控制法
在紧固件达到屈服强度以前,螺栓的拉伸变形是弹性变形,其伸长量与预紧力的关系为:
δ=FL/EA
式中:δ--螺栓伸长量,F--预紧力,L--螺栓有效长度,A--螺栓的横截面积,E--螺栓的弹性模量。
由上述关系式可见,预紧力与螺栓伸长量亦呈线性关系,与难以测量控制的摩擦系数及被连接件刚度无关。伸长量控制法就是在装配过程中,通过测量螺栓的伸长量,控制螺栓的预紧力。
此方法控制的轴向预紧力能排除摩擦系数、接触变形和被连接件变形等可变因素的影响,从而获得很高的预紧力精度。
当前伸长量的测试手段中超声波测试方法较为先进,通过声程差及对环境的自动补偿功能来进行伸长量的测试2231。但是,该测试方法作为拧紧控制依据,整体系统更为复杂,成本很高。因此这种拧紧控制方法应用范围也没有前两种广泛。















 375
375











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









