






导读
作者:金健生1 ,沈 豪2 ,胡小山3 (1.上海地铁维护保障有限公司车辆分公司,上海201800;2.申通南车(上海)轨道交通车辆维修有限公司,上海201800;3.中车戚墅堰机车车辆工艺研究所有限公司,江苏常州213011)
来源:《机车车辆工艺》2018年8月
摘要:文章简述了螺栓拧紧过程中常用的拧紧方法、监测技术及其在轨道交通关键部件中的应用 ;分析展望了先进螺栓拧紧技术对提高轨道交通装备产品质量水平的重要意义。
在螺栓实际装配拧紧过程中,直接测量预紧力是很困难的,都是间接通过其他手段来实现对预紧力的控制,如扭矩控制法、转角控制法、伸长量控制法等。因此,螺栓装配过程中的拧紧方法、监测策略以及拧紧装备等,也就是拧紧技术对螺纹连接拧紧后预紧力的离散有着决定性的影响。
1 螺栓连接装配中常见的拧紧方法
根据拧紧过程中控制参数(扭矩、转角、伸长量)的不同,螺栓装配过程中基本的控制方法可分为扭矩控制法、转角控制法以及伸长量控制法。
1.1 扭矩控制法
扭矩控制法通常适用于弹性范围内控制螺栓的预紧力。在扭矩控制法中,把扭矩作为拧紧过程的控制变量,通过设定目标扭矩并拧紧到该目标扭矩,从而实现对预紧力的控制,是应用最广泛的一种扭矩控制方法。
影响扭矩法精度的因素主要是螺栓/螺母的材质、尺寸精度、表面处理状态、环境温度(湿度)、拧紧速度等的不同,从而影响拧紧过程中摩擦因数(或扭矩系数)的离散程度。螺栓拧紧过程中,由于90% 以上的扭矩是用来克服螺纹副、螺栓头部(螺母)支承面的摩擦力的;因此,摩擦因数的离散程度对螺栓预紧力的控制有直接的影响。在生产过程中,螺栓预紧力的离散值可以达到±17% ~ ±33%[1] ,这就意味着在一组螺纹连接中,最紧处连接的预紧力可能是最松处的2倍甚至更多。
1.2 转角控制法
转角控制法可以在螺栓的弹性区和塑性区使用,是在拧紧过程中将螺栓与螺母的相对回转角度(紧固转角0)作为指标进行初始预紧力的控制方法。
螺栓拧紧时,理论上,螺母(或螺栓)的旋转角与螺栓伸长量有一定的比例关系,而螺栓的伸长量与轴向预紧力成正比(忽略扭转变形对伸长量的影响)。因此,可以通过控制拧紧过程中螺母(或螺栓)的旋转角来达到对螺栓预紧力的控制。转角控制法主要受螺栓几何精度的影响,如螺距误差、中径误差、杆身直径、光杆部分长度等的影响。需要注意的是,在最初拧紧时,先要确定螺栓的贴紧扭矩,使被连接件达到紧密贴合,然后再转过一个预定的角度,即为旋转角度拧紧法,这种方法又称之为“扭矩转角”法。转角法的拧紧精度通常高于扭矩控制法,特别是在螺栓塑性区域内时,其夹紧力的偏差可达到±9% ~ ±l7% [1] 。
1.3 伸长量控制法
螺栓伸长量控制法就是通过直接测量螺栓的伸长长度来控制螺栓的装配预紧力,是一种较为直接的方法,预紧力的控制精度也比较高。根据胡克定律,螺栓在弹性阶段的伸长量跟螺栓所受的应力成正比关系。
“螺栓伸长量”的测试法很多,红外测长法、超声测长法等;其中,超声波测螺栓伸长量的方法应用最为广泛。 伸长量控制法法能够即时监测螺栓装配过程轴向预紧力的变化情况,并且能够监测到螺栓的变形区域是否达到塑性区域。
伸长量法控制的轴向预紧力排除了扭矩系数、摩擦因数、接触变形、被连接件变形、装配工具的精度等因素的影响,可以获得很高的螺栓预紧力精度。但是测量螺栓的伸长量对装备的要求比较高;同时, 不如扭法和转角控制法的装配效率高 ,所以目前应用不是很广泛。
2 先进拧紧技术在轨道交通装备中的应用
现代拧紧控制技术是以扭矩、转角的控制为核心,以传感技术、自动控制技术和网络技术为技术手段的先进拧紧技术。一方面使得一些新的拧紧控制方法的应用成为可能,另一方面也催生了新的拧紧控制技术,如扭矩与转角联合控制、屈服点控制等[2]。
某轨道交通关键零部件供应商用于制动盘螺栓拧紧的6轴拧紧机,可以实现6轴同时拧紧。该拧紧装备通过1个总控机构控制6根拧紧轴的分控机构;6个分控机构可以将各拧紧轴的输出扭矩反馈到总控机构,当不同拧紧轴间的输出扭矩的瞬时偏差过大时,总控机构将启动拧紧等待功能,从而保证6根拧紧轴同时拧紧,防止单根螺栓逐步拧紧时的相互影响,提高螺栓预紧力的一致性。同时,通过程序控制,可以有效地控制螺栓的拧紧顺序,防止漏拧或过拧的发生[3]。
现代拧紧控制技术借助于自动化和智能化螺栓装配系统,通过这些螺栓装配系统的扭矩传感器、转角传感器、长量传感器等及其反馈过来的信号,实现对拧紧过程进行监控和自动判断拧紧质量[4]。
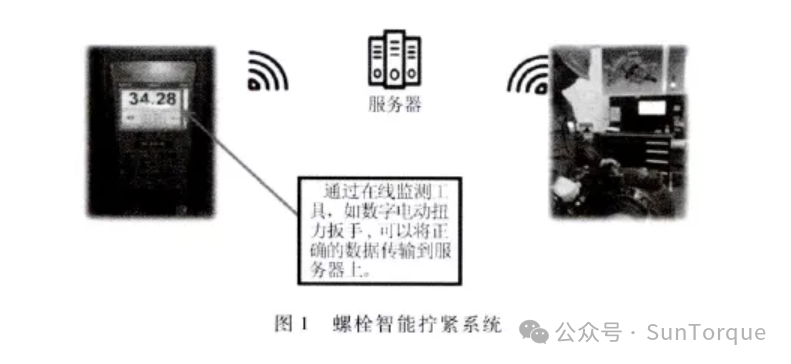
图1是在动车组齿轮箱组装生产线智能化制造执行系统中的螺栓智能拧紧系统的工作示意图。该系统采用螺栓拧紧智能控制系统以及集成扭矩传感器、角度传感器、陀螺仪、微型单片机等无线数控电动扭矩扳手,具备了拧紧过程参数的监测与反馈功能,能够识别由于螺纹装配的漏装、错装以及由于烂牙、斜孔等引起的异常装配,能够实现不同拧紧阶段拧紧速度的控制等。
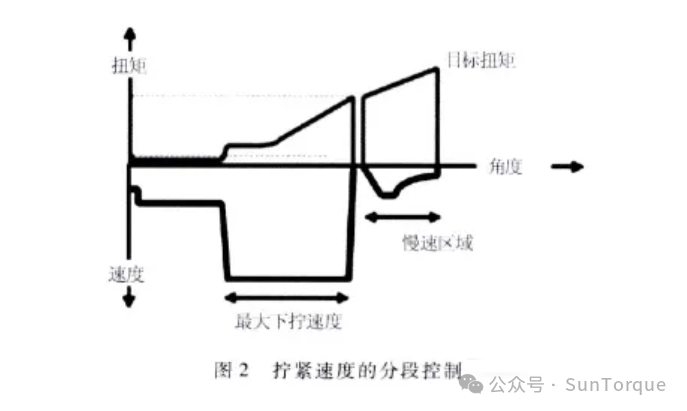
为了避免拧紧过程中的过冲现象的发生,可以采用分段控制拧紧速度的策略(见图2),如在拧紧初始阶段以较快的转速拧紧,当接近目标扭矩时采用慢速拧紧的策略。
在采用扭矩拧紧法时,采用监测转角的策略,对拧紧过程做监控。通常,在一个正常的拧紧过程中,拧紧达到目标扭矩的时候,拧紧所转过的角度会落在一个合理的范围内,即监测窗口内(见图3),否则系统报警。例如,发生烂牙时,扭矩达到了设定值,但是转角值较正常值明显偏小,落在监测窗口之外,系统报警。

通过该系统的应用,在齿轮装配系统的螺栓安装中,有效地实现了关键螺栓的监控。该系统还具备拧紧数据的自动采集、上传、存储功能, 实现了拧紧质量的追溯性;同时,通过对存储数据及拧紧曲线的分析,可以帮助可以过程设计师不断断优化产品的拧紧工艺。
此外,和谐电力机车的从动齿齿圈与齿轮毂的装配,50个M24的内六角螺栓采用自动化的电动拧紧机,不但实现了过程的监测.同时对不同螺栓位置的装配顺序,以及更为复杂的分步装配也通过编程控制。HXN5的柴油机连杆螺栓,利用先进的拧紧设备,结合扭矩+转角的策略,实现了连杆螺栓屈服紧固的精确控制[5] 。
3 先进拧紧技术应用展望
现代先进拧紧技术以扭矩、转角曲线的控制为核心,将基于信息技术的管理控制系统应用于自动拧紧装配线,利用现代传感技术、自动控制技术和网络技术,对整个拧紧过程的人、机、料、法、环、测各个环节实现自动化、智能化管理和监控。
现代先进拧紧技术,完成对关键工序的实时质量监控和数据跟踪采集;能够实现防止漏拧紧、防止拧紧顺序错误、防止零件漏装等;解决了螺栓装配预紧力控制精度、实施过程监测、可追溯性等问题,大大提高螺栓的装配质量和管理水平。基于传感技术、自动控制技术和网络技术的现代先进拧紧技术,使得轨道交通行业的螺栓拧紧装配技术进人一个新的阶段。但是,同汽车制造行业以及航空航天行业相比,轨道交通行业对螺栓的先进拧紧技术的应用还不够广泛,特别是复兴号标准动车组的上线运行,其持续运行速度达到350 km/h,对螺栓连接安全可靠性的要求更高。螺栓的先进拧紧技术的应用,将是轨道交通行业未来一段时间螺纹连接技术努力的方向。
参考文献 :
[1]VDI2230—1—2015SystematiccalculationofhighlystressedboltedjointsJointswithonecylindricalbolt[S].
[2]黄恭伟.螺纹拧紧技术 研究及 拧紧机控 制系统 设计 [D].合肥工 业 大 学 硕 士 学 位 论 文 ,2007.
[3]金 文伟 ,唐志华 ,尉海 东 ,等.制动盘螺栓拧 紧设备 的开发与运用[J].装 备 制 造 技 术 ,2013(10):89—90.
[4]VolkerSchatz著 ,朱 正德 译.实 现 螺 栓 可靠 装 配 的 1O个 步骤[M].北京 :机械工业出版社 ,2010.
[5]华 军.HXN5型机 车柴 油机连 杆高强 度螺 栓屈 服紧 固实例 分析[J].内燃机车 ,2010(3):23—25.
文章来源于智能紧固件及紧固工具,侵删。















 535
535

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









