






西门子1200系列plc程序,设备为汽车零部件,一个工件共有12个压装位置,每个位置都需要进行压力、位移数据采集。
每个工件需要两个工位压装,两个工位压装顺序根据进料方向确定,设备两个工位共11个气缸,一个交流调速电机,工艺流程复杂。
程序内含有自己编写的类似顺控器的功能快,可将复杂的工艺流程简单化,使编程变得简单。
v14,v15版本都有。
ID:2415630375047474
Scheng_Liu


西门子1200系列PLC程序可以应用于汽车零部件的设备控制中。在这个设备中,每个工件都有12个压装位置,并且需要进行压力和位移数据的采集。每个工件需要在两个工位进行压装,而工位的顺序则是由进料方向来确定的。整个设备中有共11个气缸和一个交流调速电机,工艺流程相对来说比较复杂。
在程序中,我们加入了类似顺控器的功能块。这个功能块的作用是将复杂的工艺流程进行简化,从而使整个编程过程变得更加简单。这个功能块可以在v14和v15版本的PLC程序中使用。
在这个PLC程序中,我们首先需要进行数据采集。针对每个压装位置,我们需要采集压力和位移数据。通过采集这些数据,我们可以对整个工装的状态进行监控和控制,确保每个工件的压装过程都能达到标准要求。在数据采集的过程中,我们可以借助压力传感器和位移传感器等硬件设备来实现。通过这些传感器,我们可以实时地获取到每个压装位置的压力和位移信息。
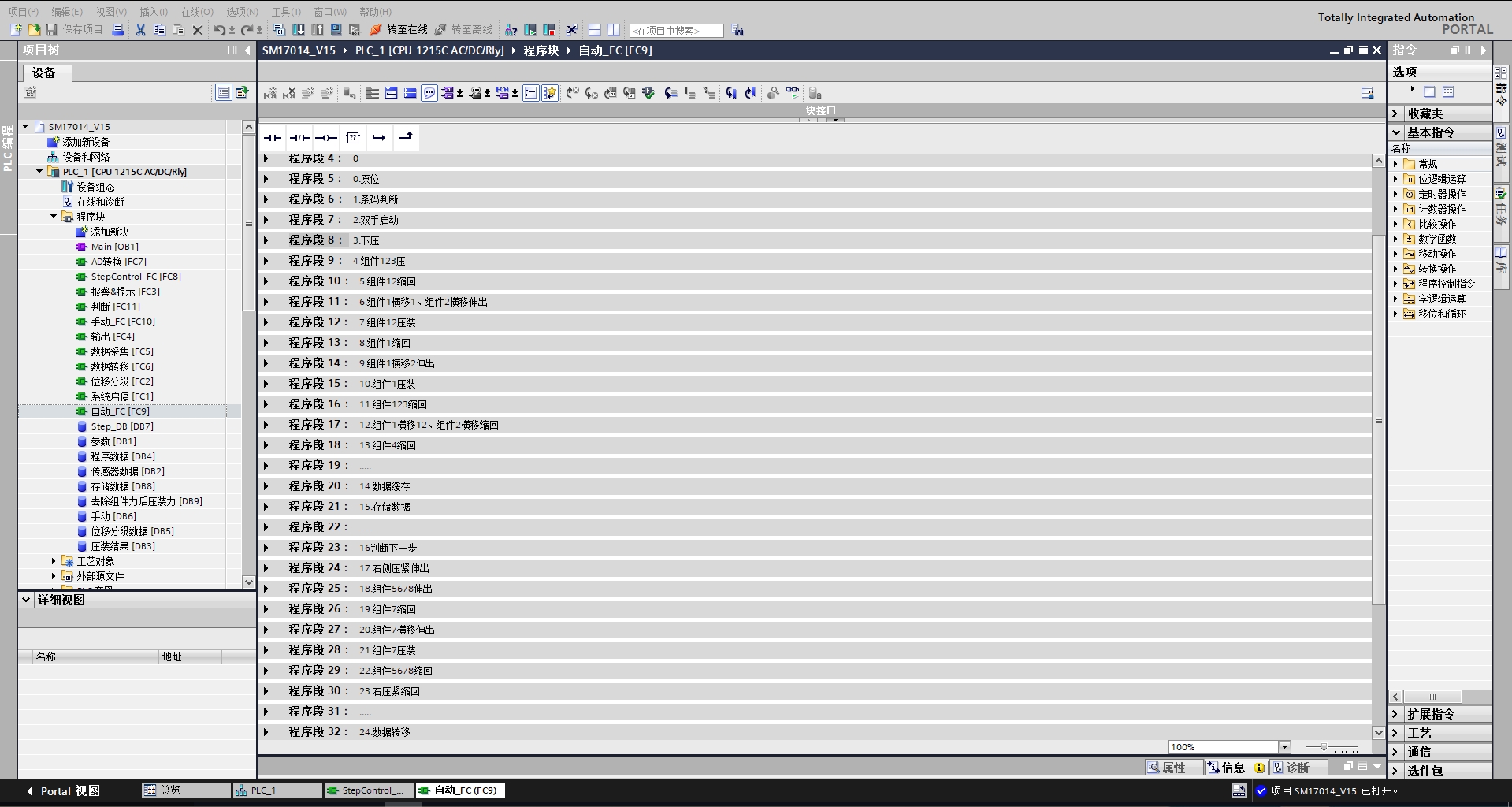
接下来,我们需要考虑工位的压装顺序。工位的压装顺序由进料方向来确定,这意味着我们需要在程序中加入相应的逻辑判断。这样,每个工件在进入设备时,都能按照正确的顺序经过两个工位进行压装。在程序中,我们可以使用条件判断语句,根据进料方向来确定工位的压装顺序。
除了数据采集和工位顺序的控制外,我们还需要考虑设备中的气缸和交流调速电机的控制。在压装过程中,我们需要对这些执行器进行控制,使其按照设定的工艺流程进行动作。在程序中,我们可以通过设定相应的输出信号来控制气缸的运动,从而实现工件的压装过程。而交流调速电机的控制,可以通过设定其电源频率和电压来实现转速控制。
通过引入类似顺控器的功能块,我们可以将复杂的工艺流程进行简化。这个功能块可以将一系列的命令和操作进行封装,使其变得更易于理解和维护。在程序中,我们可以使用这个功能块来代替一些繁琐的操作,从而简化整个编程过程。
综上所述,西门子1200系列PLC程序在汽车零部件设备中的应用非常广泛。通过数据采集、工位顺序控制和执行器控制等功能,我们可以实现对工件的压装过程进行全面监控和控制。而类似顺控器的功能块的引入,可以使整个编程过程变得更加简单。
相关的代码,程序地址如下:http://imgcs.cn/630375047474.html
















 913
913











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









