






目录
本章介绍 2
生产订单相关操作 3
批量查询生产订单 3
单个显示生产任务单 5
生产订单批量可用性检查 6
显示短缺部件信息 8
修改生产订单 9
重读工单计划主数据 11
单个下达生产订单 12
批量下达生产订单 13
非倒冲生产方式操作过程 15
多个工单批量发料 15
单个工单发料 18
工单计划内退料 20
工序报工 22
生产工单报工 24
生产订单完工入库 25
查询完工入库物料凭证 27
查询成品库存 28
查询工单成本 29
倒冲生产方式操作过程 30
倒冲工序组件分配 30
按工单拉料到线边仓 33
工序报工 37
整个工单报工 41
本章介绍
本章内容包括,批量查询生产订单,单个生产工单可用性检查,生产订单批量可用性检查,显示短缺部件信息,非倒冲生产方式操作过程:领料、报工、完工入库,拉料单操作,倒冲生产方式操作过程。通过本章完工入库,作为SD销售发货章节案例库存来源。
本案例整机公司非倒冲生产工单数据如下:
工单 | 物料名称 | 订单数量 | 完工数量 | 备注 |
100000000 | A黑色成品 | 1000 | 1000 | 展示非倒冲 |
100000001 | A白色成品 | 1000 | 1000 | |
100000002 | H金色成品 | 1500 | 1400 | |
200000000 | A1黑色半成品 | 1000 | 1000 | |
200000021 | A1白色半成品 | 1000 | 1000 | |
200000001 | H1金色半成品 | 1500 | 1500 |
本案例整机公司倒冲生产工单数据如下:
工单 | 物料名称 | 订单数量 | 完工数量 | 备注 |
10000000X | H金色成品 | 100 | 20 | 展示倒冲 |
本案例倒冲相关设置如下:
物料反冲参数 | 工作中心反冲 | 为工序分配组件 | 工单BOM反冲 | BOM仓储地点 |
1一直反冲 | 否 | 分配给最后工序 | 最后工序反冲 | 线边仓 |
生产订单相关操作
批量查询生产订单
案例
整机公司生产订单已在计划模块根据计划订单转换生成,操作详见PP物料需求计划模块,生产订单明细如下。
工厂 | 物料名称 | 计划生产数量 | 单据状态 | 生产类型 |
1010 | A1黑色半成品 | 1000 | 创建 | ZP01 |
1010 | A1白色半成品 | 1000 | 创建 | ZP01 |
1010 | H1金色半成品 | 1500 | 创建 | ZP01 |
1010 | A黑色成品 | 1000 | 创建 | ZP01 |
1010 | A白色成品 | 1000 | 创建 | ZP01 |
1010 | H金色成品 | 1500 | 创建 | ZP01 |
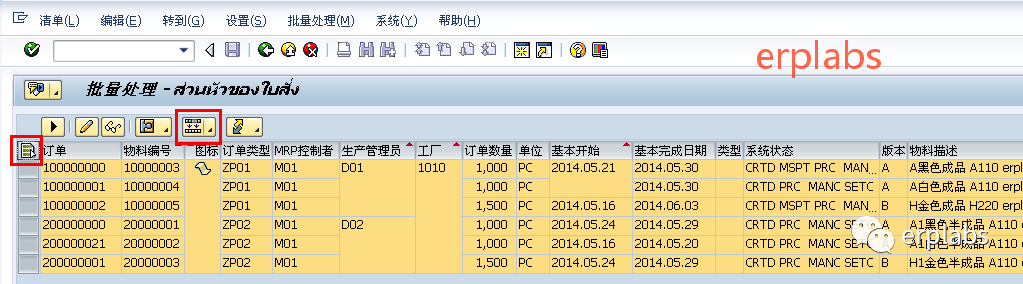
事务码:COOIS
路径:后勤 -> 生产 -> 车间现场控制 -> 信息系统 -> COOIS -订单信息系统
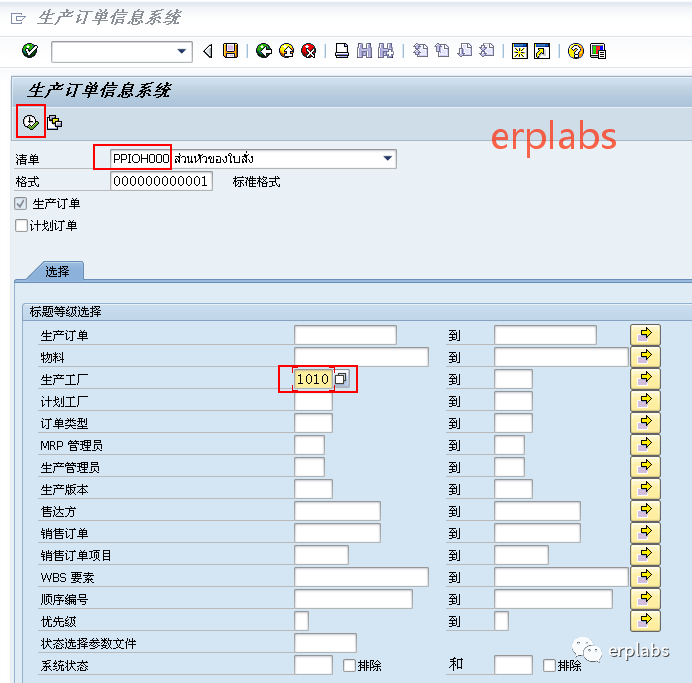
输入工厂1010,点执行,进入下一界面
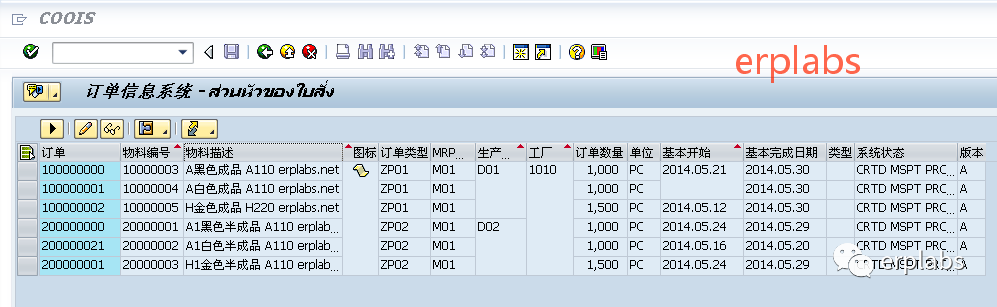
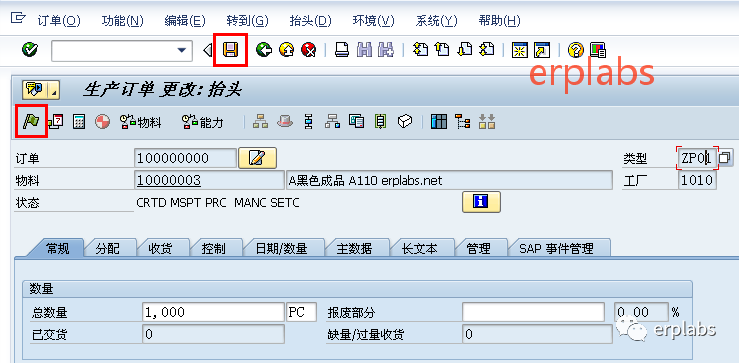
双击某个订单号打开工单,进入下一界面
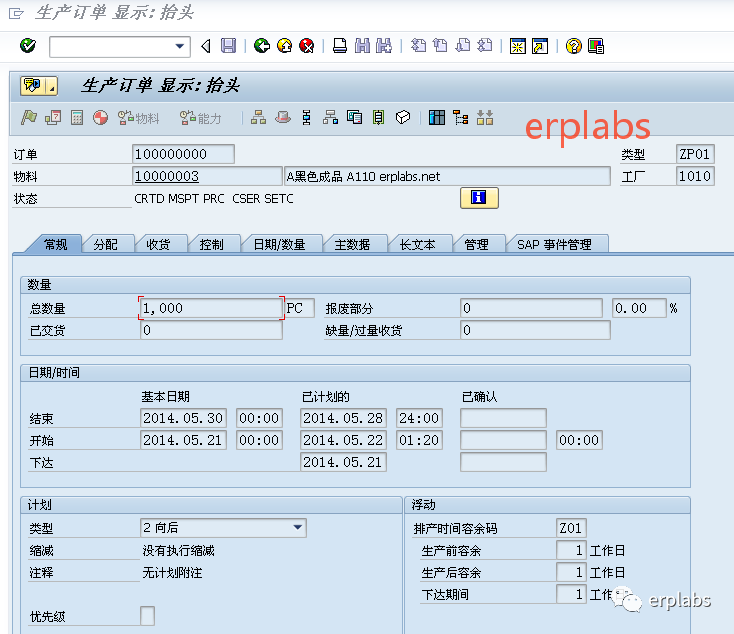
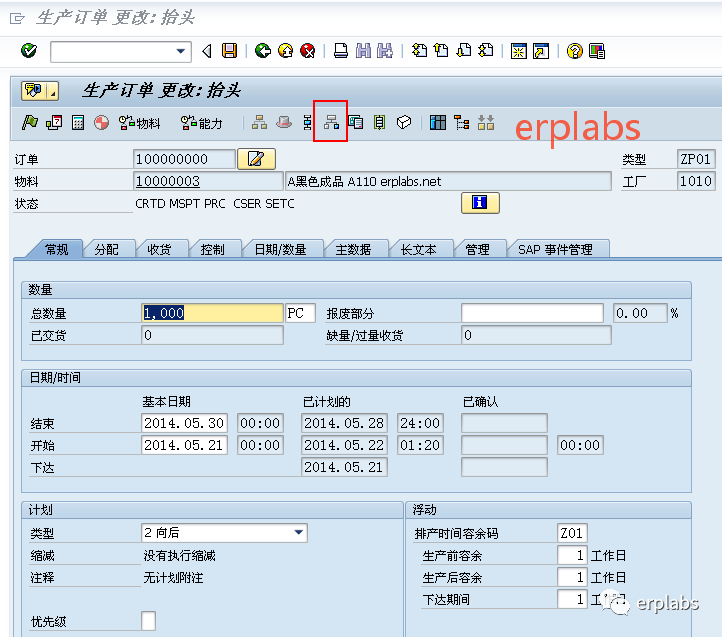
可看到此时10000000工单是CRTD新增状态,订单数量1000,交货数量为0。
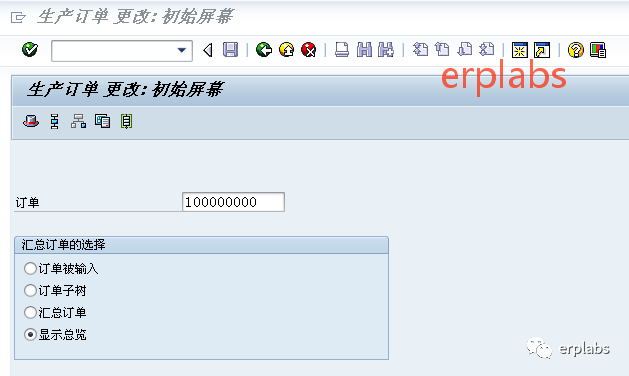
单个显示生产任务单
事务码:CO03
路径:后勤 -> 生产 -> 车间现场控制 -> 订单 -> CO03 -显示
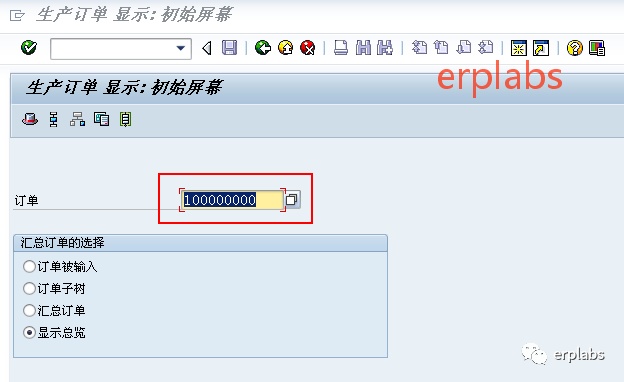
输入需要查询的工单号100000000,回车,进入下一界面
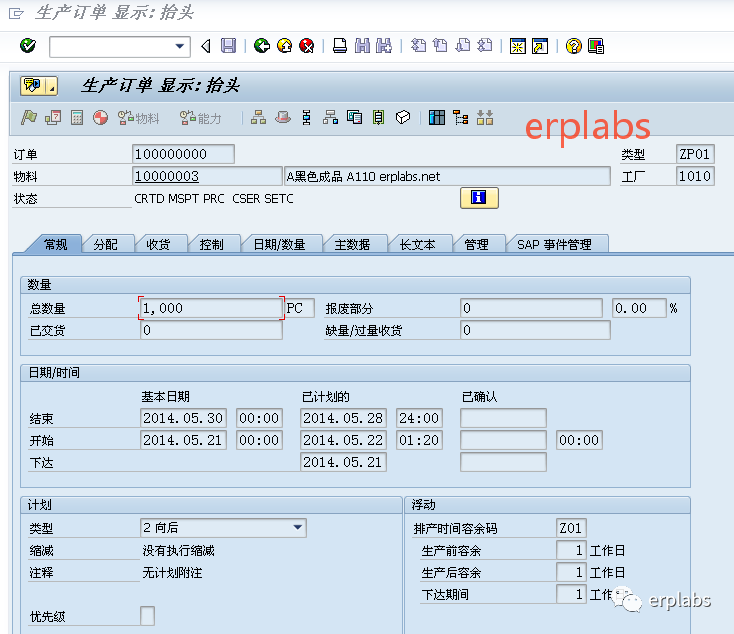
可看到此时10000000工单是CRTD新增状态,订单数量1000,交货数量为0。
生产订单批量可用性检查
生产前通过此功能批量进行可用性检查,通过本步骤检查处理,然后下一步骤可显示短缺物料。
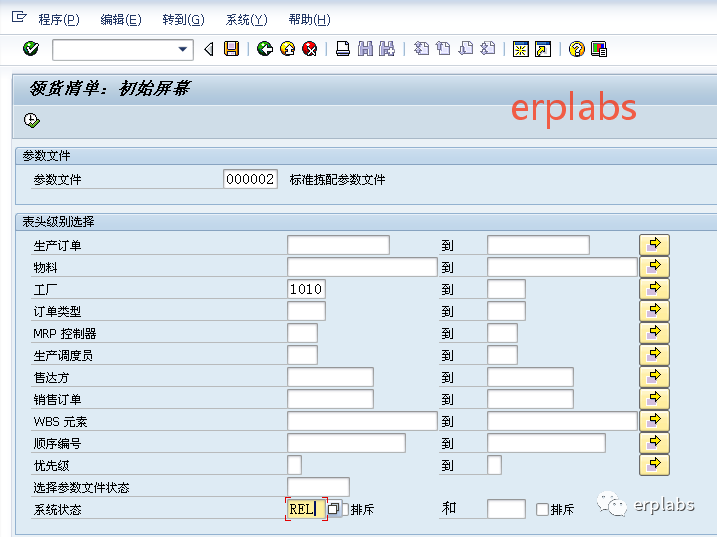
事务码:COMAC
路径:后勤 -> 生产 -> 车间现场控制 -> 控制 -> COMAC -汇总可用性检查
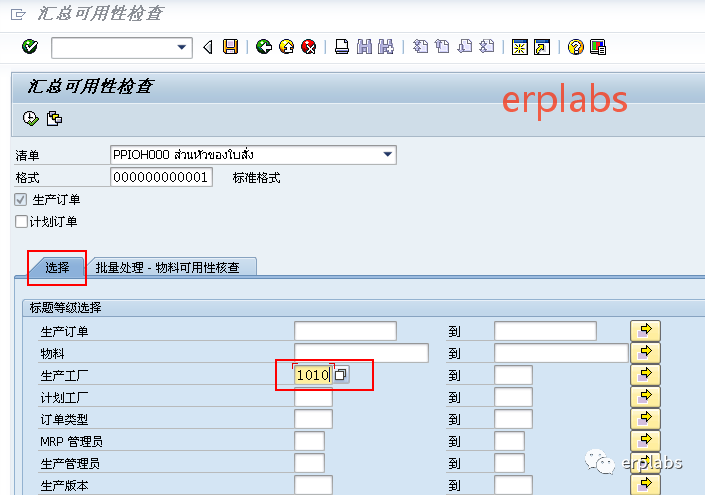
输入工厂1010,点“批量处理-物料可以性核查”页,进入下一界面
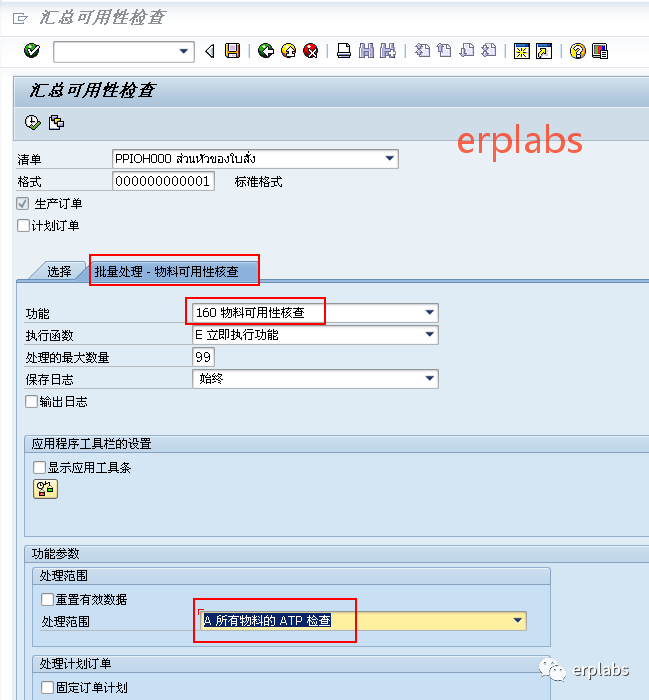
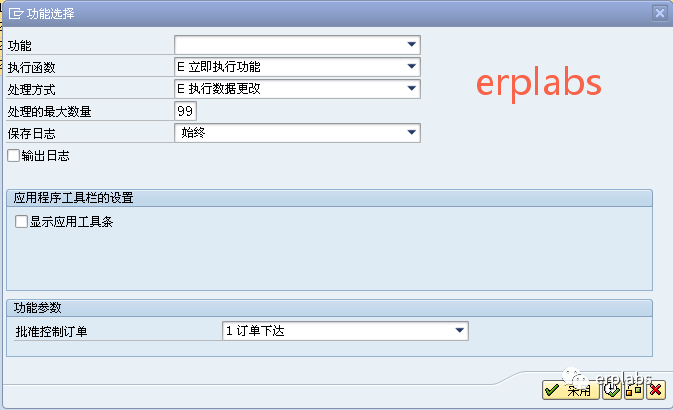
功能选择160物料可用性核查,点执行,进入下一界面
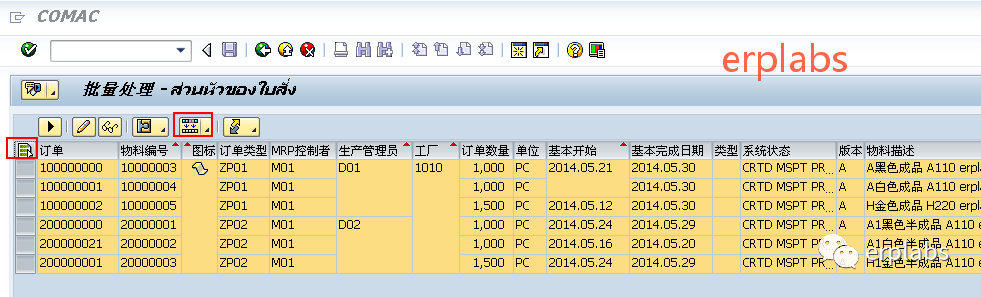
全选,点批量处理按钮,弹出如下界面
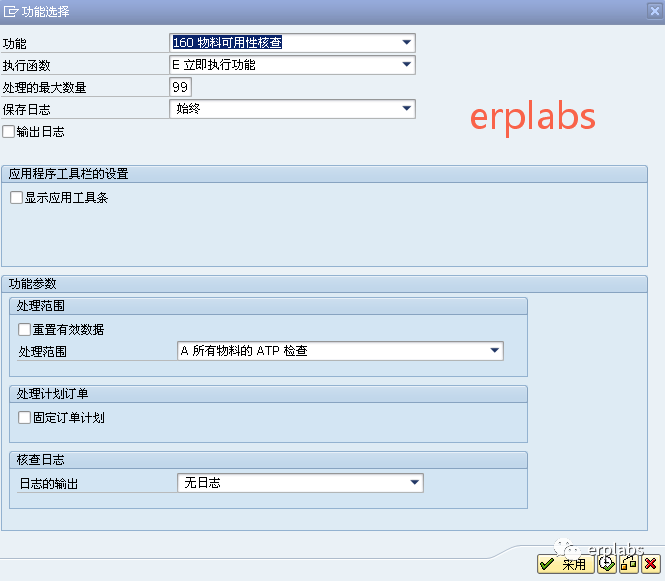
点执行,提示已执行批量处理。
显示短缺部件信息
接前步操作,批量显示生产工单物料短缺物料。
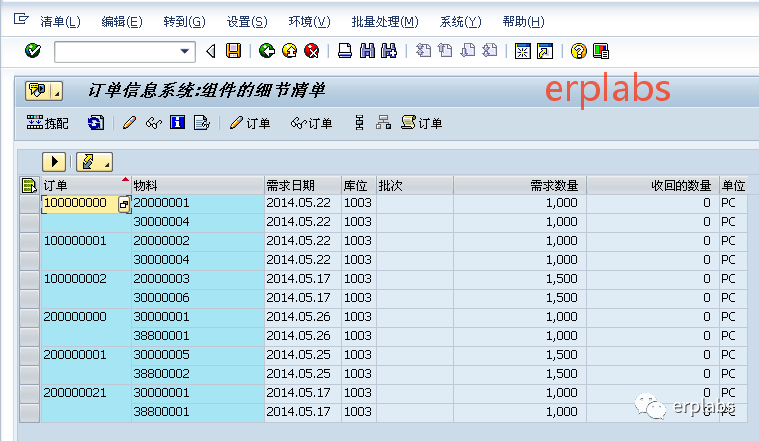
事务码:CO24
路径:后勤 -> 生产 -> 车间现场控制 -> 信息系统 -> CO24 -短缺部件信息系统
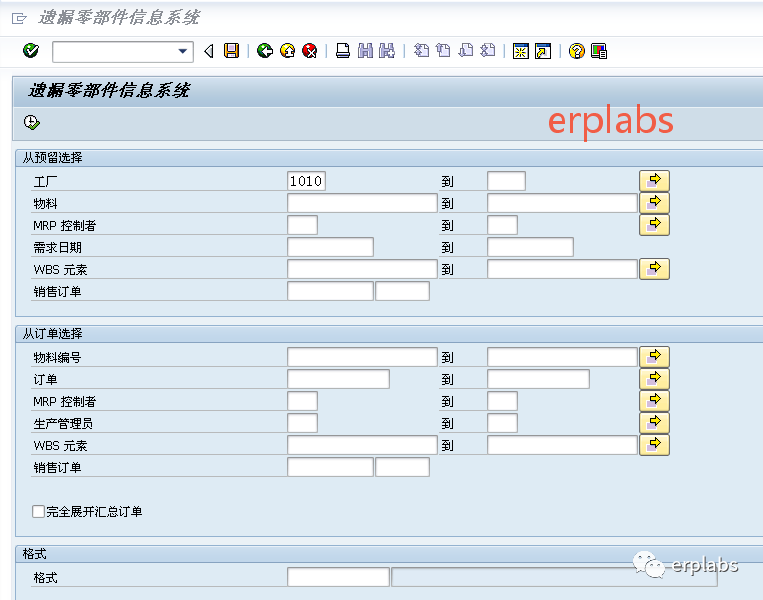
输入工厂1010,点执行,进入下一界面
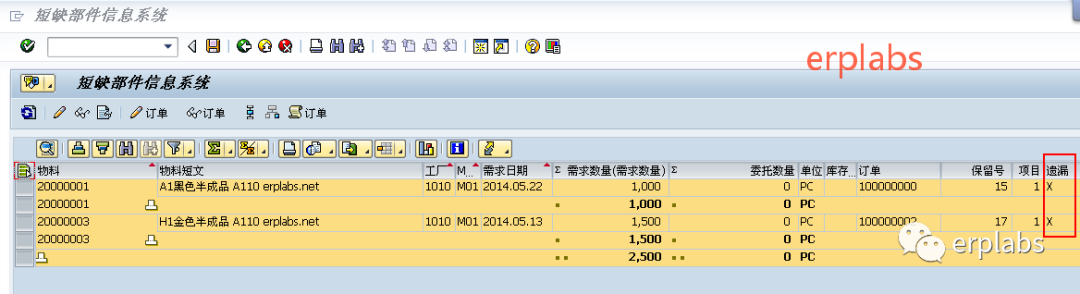
此界面列出短缺物料,最后一列遗漏显示X,就是短缺物料。本案例因为半成品还没生产,对于成品生产来说是短缺的。
修改生产订单
案例
为后面演示生产领料过程,修改整机公司生产订单为非倒冲领料方式,下达生产订单前修改组件倒冲为否,存储地点为原材料仓。
工厂 | 生产版本 | 子件物料名称 | 需求数据 | 工序 | 发料仓库 | 倒冲 |
1010 | A | A1黑色半成品 | 1000 | 10 | 原材料仓 | 否 |
1010 | A | A2委外组件 | 1000 | 10 | 原材料仓 | 否 |
1010 | A | A1白色半成品 | 1000 | 10 | 原材料仓 | 否 |
1010 | A | A2委外组件 | 1000 | 10 | 原材料仓 | 否 |
1010 | B | H1金色半成品 | 1500 | 10 | 原材料仓 | 否 |
1010 | B | H2委外组件 | 1500 | 10 | 原材料仓 | 否 |
事务码:CO02
路径:后勤 -> 生产 -> 车间现场控制 -> 订单 -> CO02 –更改
输入需要修改的工单号100000000,回车,进入下一界面
点“组件概览”按钮,进入下一界面
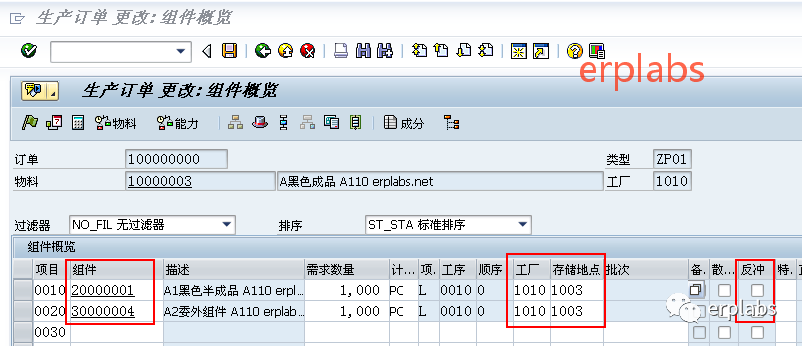
反冲列取消勾选,存储地点原材料输入1003原材料仓,保存。其它工单修改相同操作。
重读工单计划主数据
金色成品在B组装线生产,下达生产前修改生产版本为B组装线对应的生产版本B。
事务码:CO02
路径:后勤 -> 生产 -> 车间现场控制 -> 订单 -> CO02 –更改
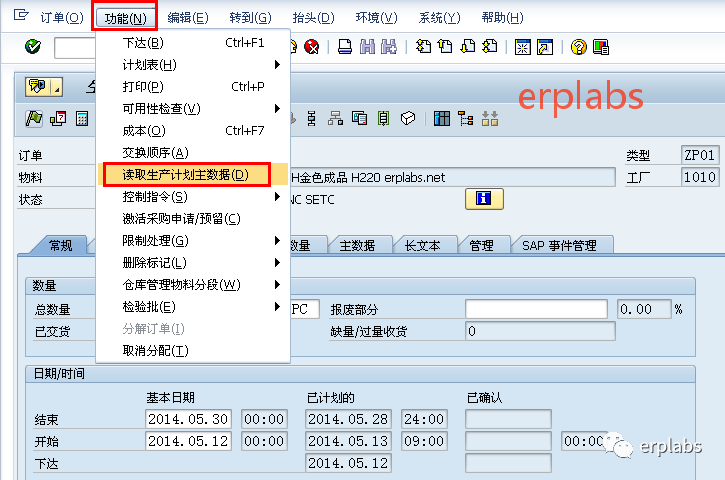
在金色成品工单修改界面,点菜单功能—读取生产计划主数据,弹出下一界面
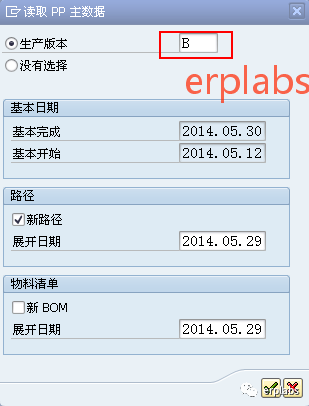
生产版本输入B(对应B组装线),根据需要是否重读物料清单BOM,回车,提示已执行计划。
保存工单。
单个下达生产订单
事务码:CO02
路径:后勤 -> 生产 -> 车间现场控制 -> 订单 -> CO02 –更改
输入需要下达的工单号100000000,回车,进入下一界面
点“下达”按钮,点保存。
批量下达生产订单
事务码:COHV
路径:后勤 -> 生产 -> 车间现场控制 -> 控制 -> COHV -批量处理
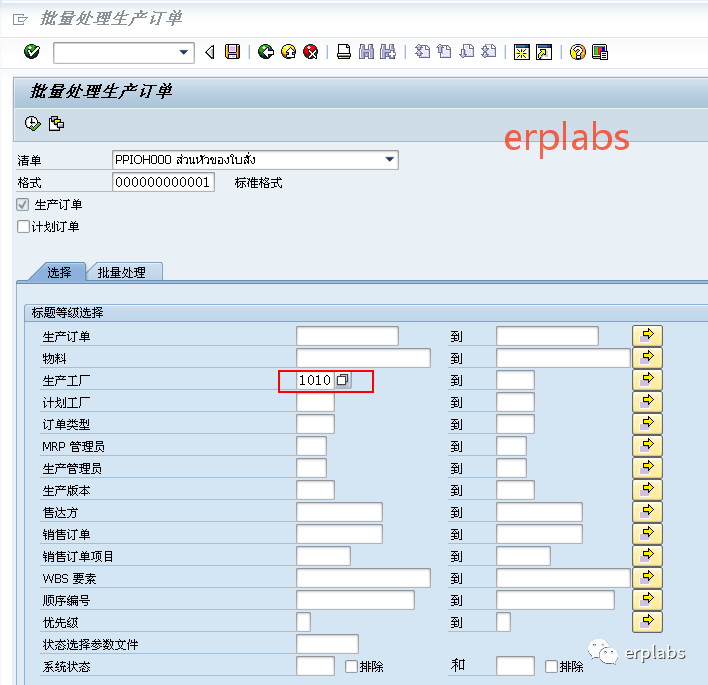
输入工厂1010,点“批量处理”页,进入下一界面
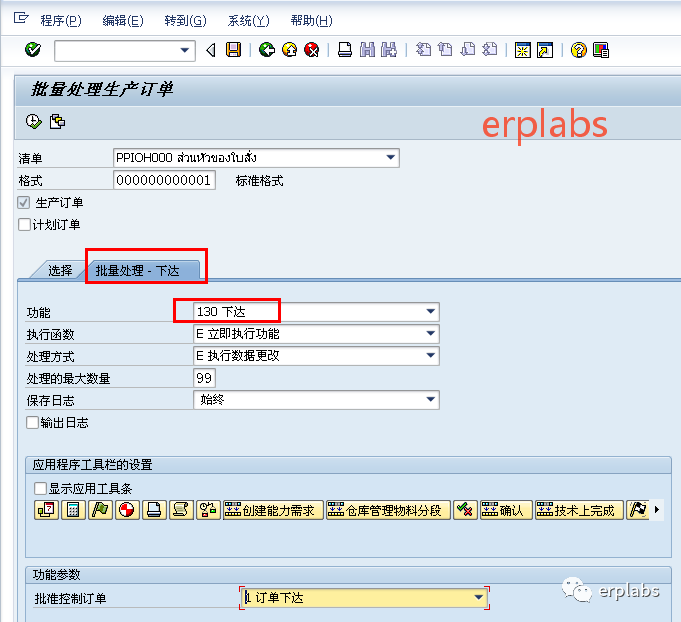
功能选择130下达,点执行,进入下一界面
全选工单,点批量处理按钮,弹出如下界面
点执行,提示已执行批量处理。
非倒冲生产方式操作过程
多个工单批量发料
本功能演示多个工单批量发料生产。
事务码:CO27
路径:后勤 -> 生产 -> 车间现场控制 -> 货物移动 -> 物料分段运输 -> CO27 -拣配
输入工厂1010,系统状态输入REL下达,点执行,进入下一界面
选中需要发料的工单行,如下图示
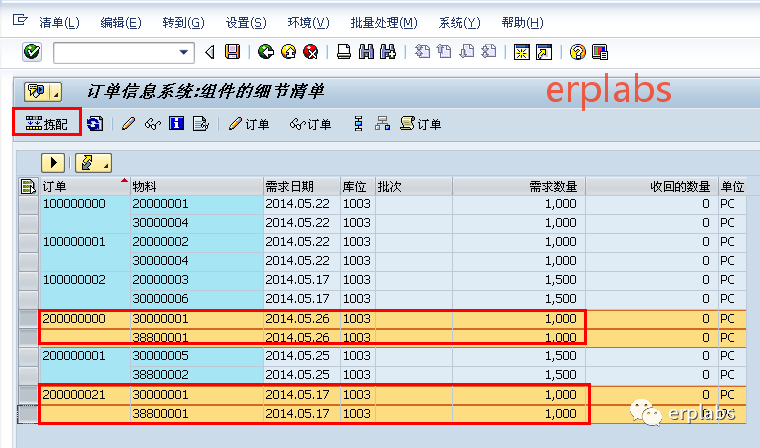
本案例选中A1黑色白色半成品两个工单,点“拣配”按钮,进入下一界面
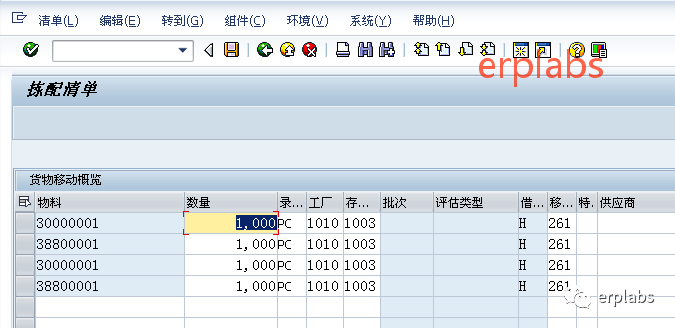
系统自动根据工单组件信息带出物料、数量、工厂、库存地点,移动类型261代表向工单发料,根据实际修改数量,保存完成多工单批量发料。
下图显示物料凭证

工单批量发料生成的物料凭证,移动类型261。
下图显示财务凭证
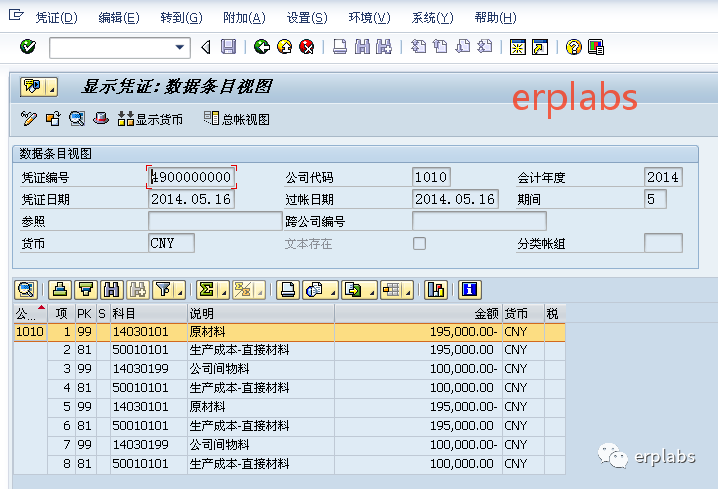
原材料生成凭证分录,借:生产成本-直接材料 贷:原材料 (每个物料生成一个分录)
公司间物料生成凭证分录,借:生产成本-直接材料 贷:公司间物料 (每个物料生成一个分录)
单个工单发料
事务码:MB1A
路径:后勤 -> 生产 -> 车间现场控制 -> 货物移动 -> MB1A - 发货
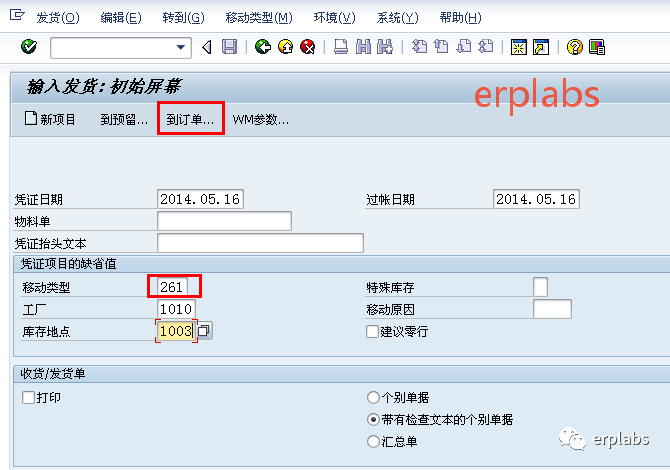
输入移动类型261,工厂1010,发料库存地点1003原材料,点“到订单”按钮,进入下一界面
输入黑色成品工单100000000,回车,进入下一界面
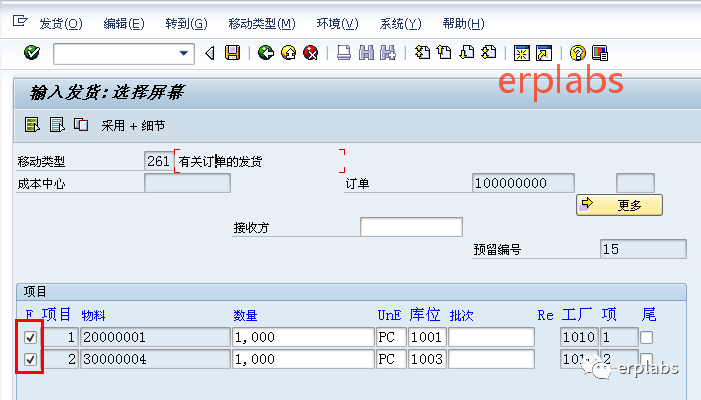
勾选物料,根据实际修改发料数量,库位自动带出修改为对应库存,保存。
下图显示财务凭证
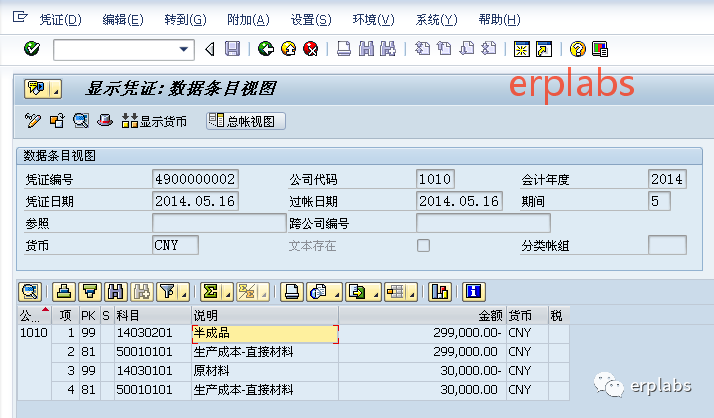
原材料生成凭证分录,借:生产成本-直接材料 贷:原材料
半成品生成凭证分录,借:生产成本-直接材料 贷:半成品
工单计划内退料
案例
为了演示生产领料功能,本案例不采用倒冲领料方式。金色成品工单100000002发料1500套,月未生产完工入库1400个,超发材料100套,为了成本投入产出的配套,超投入的物料退回仓库。
事务码:MB1A
路径:后勤 -> 生产 -> 车间现场控制 -> 货物移动 -> MB1A - 发货
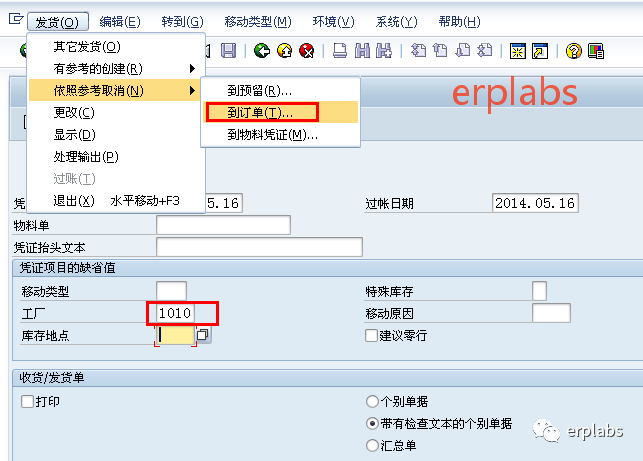
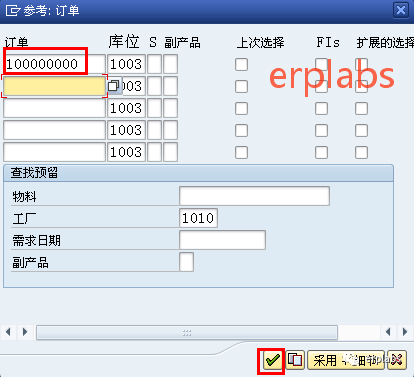
输入工厂1010,点菜单发货—依照参考取消—到订单,弹出下一界面
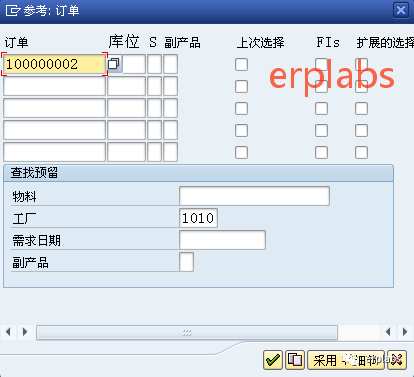
输入金色成品工单100000002,回车,进入下一界面
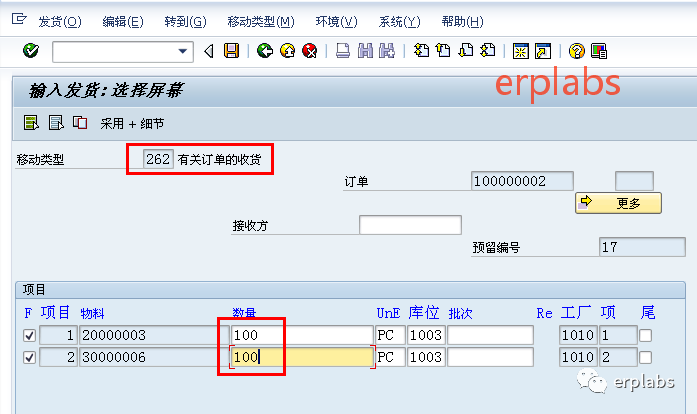
移动类型自动显示为262,修改数量为退库数量,保存。
下图显示财务凭证
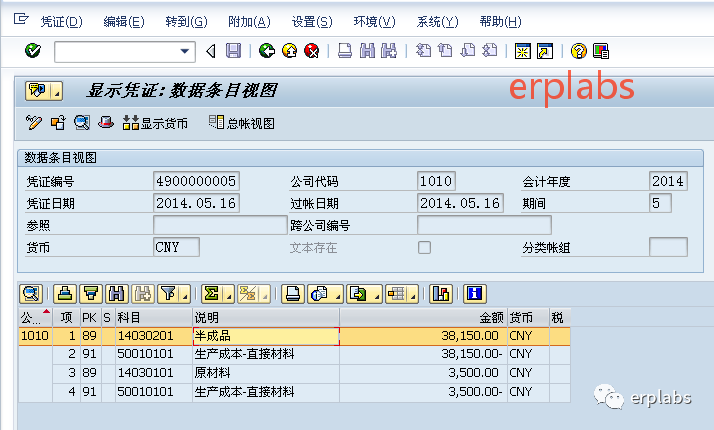
生成凭证分录:借:原材料/半成品 贷:生产成本-直接材料
工序报工
案例
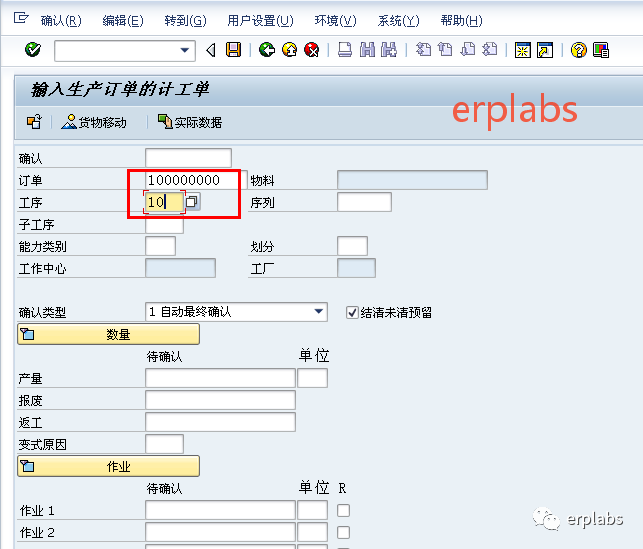
整机公司成品有两道工序,第一道工序组装,第二道工序包装,通过工序报工功能先第一道工序,再报工第二道工序。报工工时自动带出本案例不做修改。
事务码:CO11N
路径:后勤 -> 生产 -> 车间现场控制 -> 确认 -> 回车 -> 用于操作 -> CO11N - 计工单
……完整版请加微信erplabs2购SAP MTS案例教程。















 1375
1375











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











