






基于PLC的饮料罐装生产线控制系统设计。
S7-300PLC MCGS6.2仿真
仿真,程序,IO表,电气原理图,6500字说明。
实现功能有:
(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
(2)当瓶子定位在灌装设备下时,停顿1秒,罐装设备开始工作,灌装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警。
(2)用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶和满瓶数,设最多不超过99999999瓶。
(4)可以手动对计数器清零(复位)。
ID:3540695057138552
用户_25316065
基于PLC的饮料罐装生产线控制系统设计
摘要:本文基于S7-300PLC和MCGS6.2仿真平台,设计了一套饮料罐装生产线控制系统。系统通过开关设定为自动操作模式,实现了传送带的自动启停和瓶子的装满饮料后传送带的自动启停。同时,利用传感器和加法器实时监测并记录空瓶数和满瓶数,最多不超过99999999瓶。本文详细介绍了系统的硬件组成、软件设计和功能实现,通过仿真平台验证了系统的正常运行。
1 引言
饮料罐装生产线控制系统是现代生产线自动化的关键设备之一。传统的罐装生产线控制系统通常采用电机控制和定时器控制的方式,存在操作不灵活、无法记录瓶子数目等问题。本文针对这些问题,提出了一种基于PLC的饮料罐装生产线控制系统设计方案,通过集成控制器和仿真平台实现了系统的自动化操作和数据记录功能。
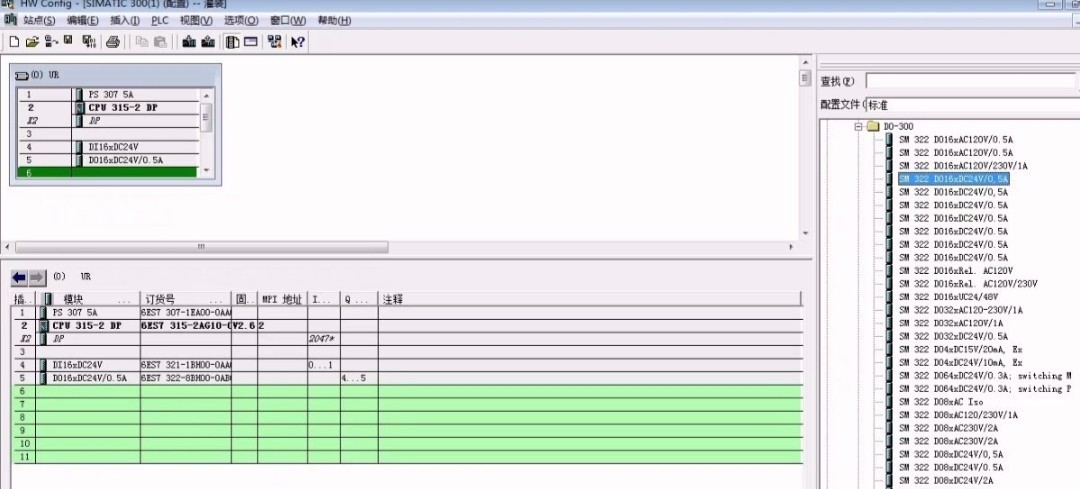
2 系统硬件组成
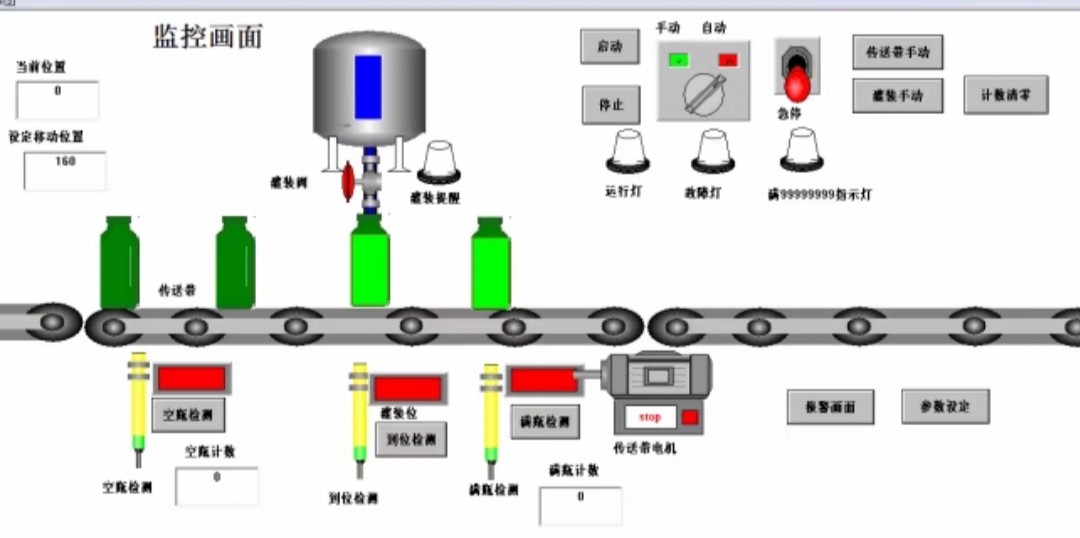
本系统主要由S7-300PLC、MCGS6.2仿真平台、传感器、加法器等组成。其中,S7-300PLC作为控制核心,通过IO表和电气原理图与其他硬件设备连接,实现对传送带和灌装设备等的控制。MCGS6.2仿真平台用于系统的仿真测试,通过电脑上的界面模拟实际操作,方便调试和优化。
3 系统软件设计
在系统软件设计方面,本文采用了基于S7-300PLC的STEP 7软件进行编程。程序主要包括启停控制、装满饮料控制、报警显示和计数器复位等功能模块。启停控制模块通过对开关信号的检测和驱动电机的控制,实现了传送带的自动启停。装满饮料控制模块在瓶子定位到灌装设备下时,进行一定的停顿后,控制罐装设备开始工作,持续5秒,并显示相应的报警信息。计数器复位模块用于手动清零空瓶数和满瓶数。
4 系统功能实现
通过系统的设计和软件编程,实现了以下功能:
(1)自动操作模式:系统通过开关设定为自动操作模式,一旦启动,传送带的驱动电机启动并一直保持到停止开关动作或传感器检测到一个瓶子时停止。瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
(2)装满饮料控制:当瓶子定位在灌装设备下时,停顿1秒,罐装设备开始工作,灌装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警。
(3)瓶子数记录:利用两个传感器和若干个加法器,实时监测和记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶和满瓶数,设最多不超过99999999瓶。
(4)计数器复位:支持手动对计数器进行清零(复位)操作,方便重新开始计数。
5 结论
本文基于PLC的饮料罐装生产线控制系统设计方案,通过S7-300PLC和MCGS6.2仿真平台实现了系统的自动化操作和数据记录功能。通过仿真测试,验证了系统的可靠性和稳定性。该系统在实际应用中能够提高生产效率、减少人力投入、降低生产成本,并对生产线的管理和优化提供了参考。
以上相关代码,程序地址:http://wekup.cn/695057138552.html















 1472
1472











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









