






GB/T 151-2014的6.6.4给出了换热管与管板连接内孔焊的四种型式。有文献将前两种称为全部对接,后两种称为准对接。
与强度焊、强度胀、强度焊+贴胀相比,内孔焊主要有以下优点:不存在胀管产生的残余应力的问题;换热管与管板管孔之间不存在间隙腐蚀问题;管接头为对接焊缝或对接焊缝+角焊缝,与“完全的”角焊缝相比,承载能力较高。
而内孔焊的不足之处在于:对加工精度、焊接工艺要求高,且返修困难,制造周期较长。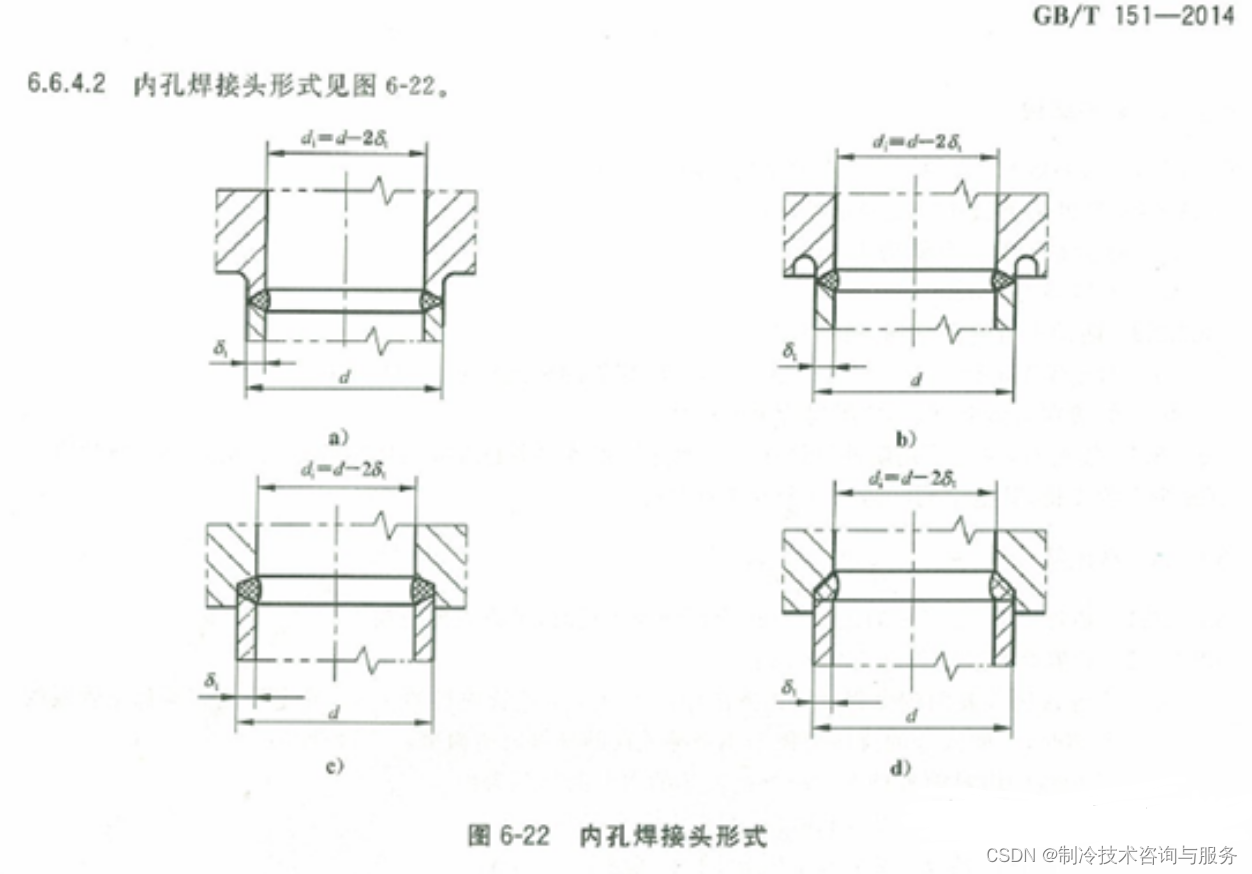
还有其他可行的接头形式,下面的四种接头形式,文献中将其分别称为:外伸角接、缩角接、平齐端接、无间隙式接头。(注意,角接头和角焊缝不是一回事,可参考:见“角接头”勿轻言“角焊缝”。)
下图中的B、D管孔周围有小圆槽,可以起释放焊接应力、加快散热的作用。而像A、B,可以在凸台处加工一个小尺寸的限位孔台,便于换热管的精准定位,且限位孔台在施焊过程中可自熔。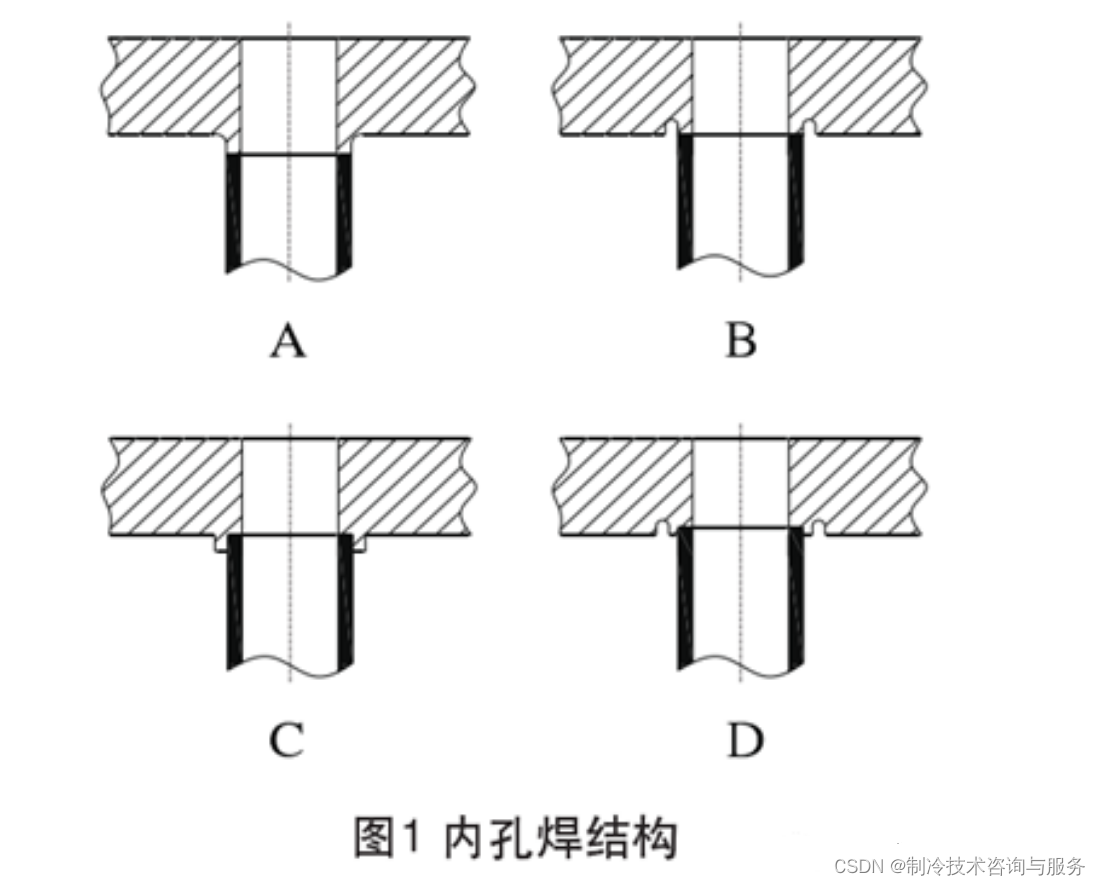
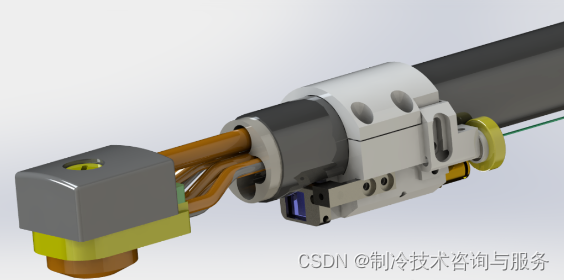
内孔焊一般采用脉冲氩弧焊,焊接装置示意图如下,对于不锈钢材质焊缝背面应有氩气保护,以防止氧化和氮化,影响焊缝质量。
管头的焊接宜以列为单位从中心向外侧依次焊接,每列焊完后应立即逐根进行无损检测,检出缺陷立即进行返修。(若全部焊完后再进行检测和返修,是没有操作空间的)
由于其特殊的结构和制造要求,内孔焊一般也只用于像U形管、浮头式等管束可抽的换热器。
















 5933
5933

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











