







 文章详细介绍了焊台的组成部分,包括焊台手柄组件(含发热器、温度传感器等)、主机的变压器、功率板和控制板工作原理。重点讨论了常见故障代码及其处理方法,并提到智能硬件电路设计的相关内容。
文章详细介绍了焊台的组成部分,包括焊台手柄组件(含发热器、温度传感器等)、主机的变压器、功率板和控制板工作原理。重点讨论了常见故障代码及其处理方法,并提到智能硬件电路设计的相关内容。
目录:
一、焊台简介与故障原因
二、焊台手柄组件
三、焊台主机
1、变压器与焊台背面
2、功率板
3、控制板
一、焊台简介与故障原因
QUICK快克205高频150W恒温数显焊台:

参数:
| 功率 | 150W |
| 电压 | AC220V |
| 加热原理 | 高频涡流 |
| 温度范围 | 50~600℃ |
| 温度稳定性 | ±2℃ |
| 焊咀对地电阻 | <2Ω |
| 焊咀对地电势 | <2mV |
| 手柄型号 | QUICK 902A |
| 发热芯型号 | H1205A |
| 传感器型号 | S1205A |
| 焊咀型号 | 500系列 |
| 焊咀/发热芯 | 分体式 |
| 海绵型号 | B6562 |
| 外形尺寸 | 200*130*100mm |
| 重量 | 约4.6kg |
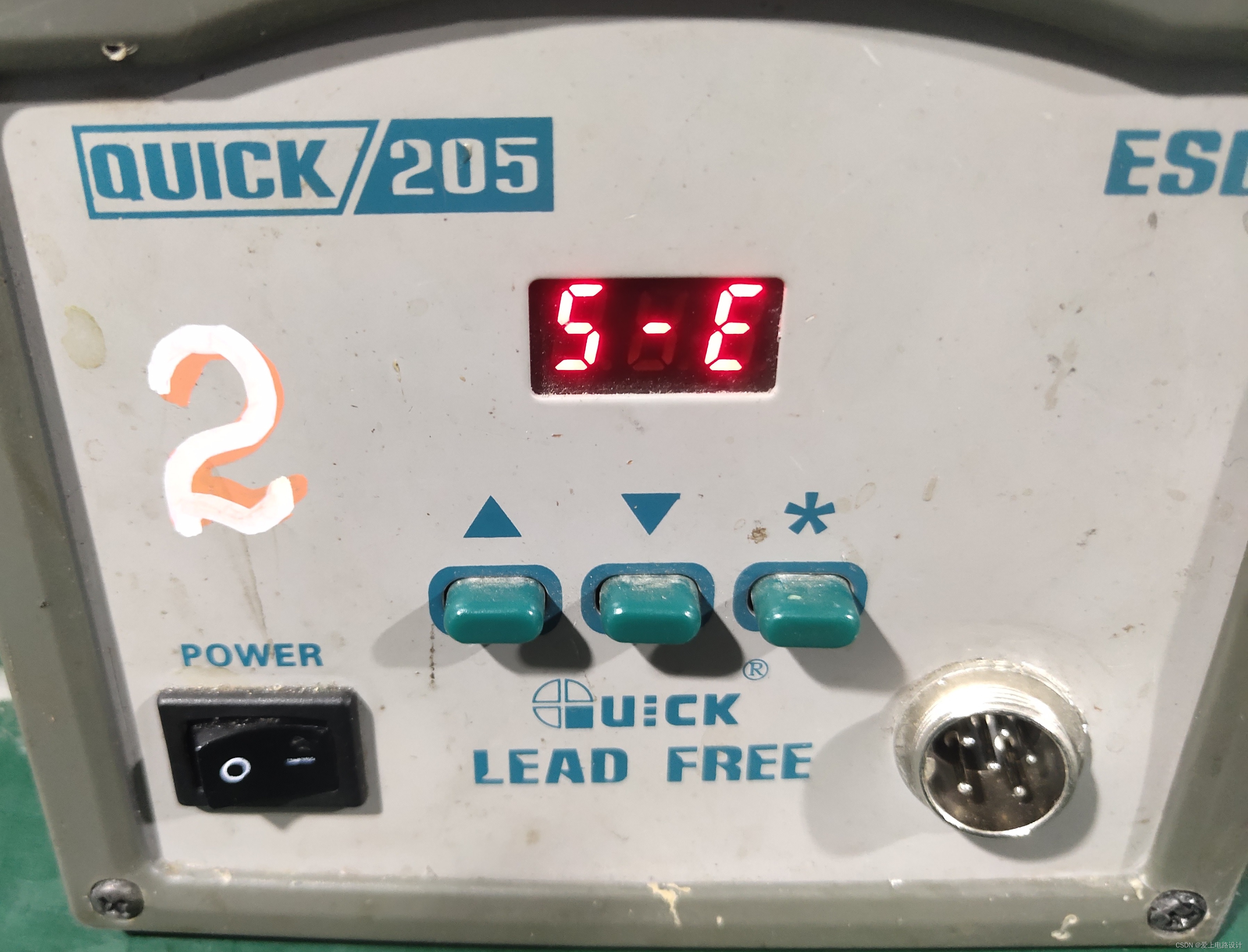
焊台报故障码“H-E”,意即Heat Error,如下图所示。

有些故障码显示“5-E”实为“S-E”,为数码管显示原因,意即Sensor Error。正常的焊台拔去手柄的连接插头,就会显示“S-E”。
故障原因总结如下:
| 故障类别 | 故障原因 | 处理方式 |
| S-E | 一般为温度传感器故障 热电偶7.5Ω@25℃ | 更换温度传感器 |
| H-E | 一般为加热器故障 正常阻值2.5Ω | 更换加热元件 |
| 控制电路故障 | 焊台的控制电路出现故障 | 维修PCBA |
一般手柄组件故障居多,其中的温度传感器与加热器均在手柄内部。
可整体更换维修,简单快捷。建议不要购买原厂,可以使用副厂的产品,如下图。

二、焊台手柄组件
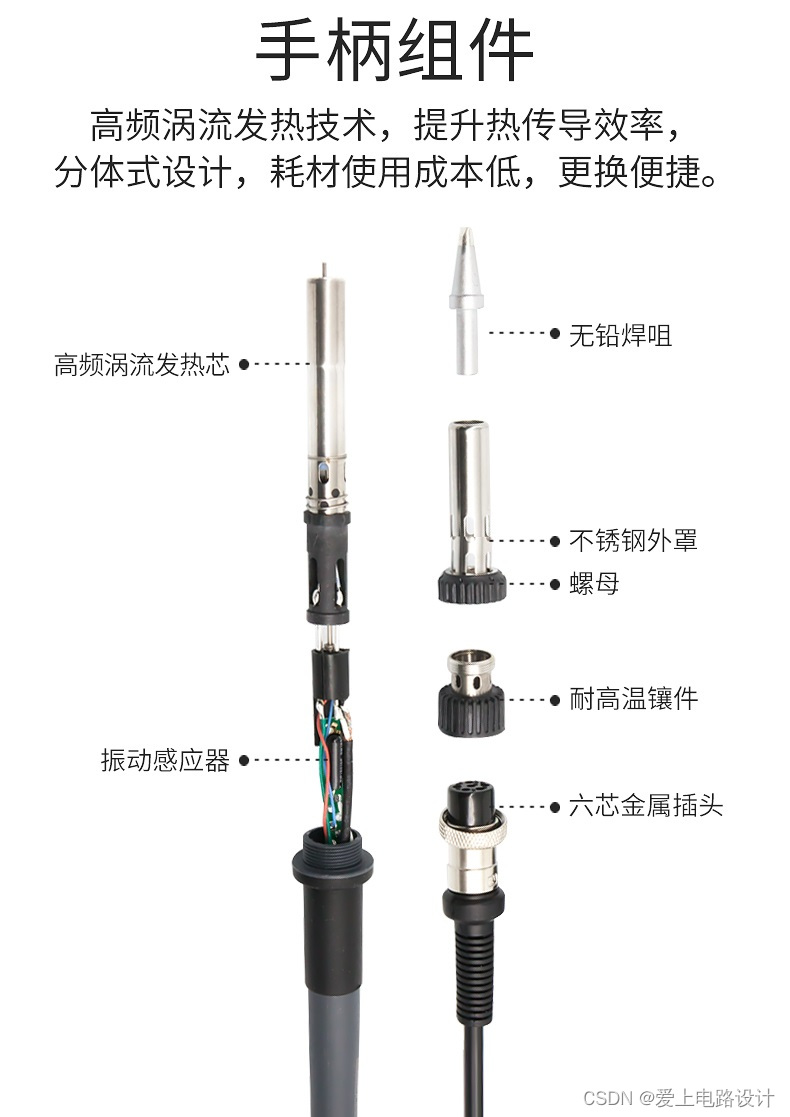
拆掉外壳体后整体手柄:

发热器是插拔式的,可分离:
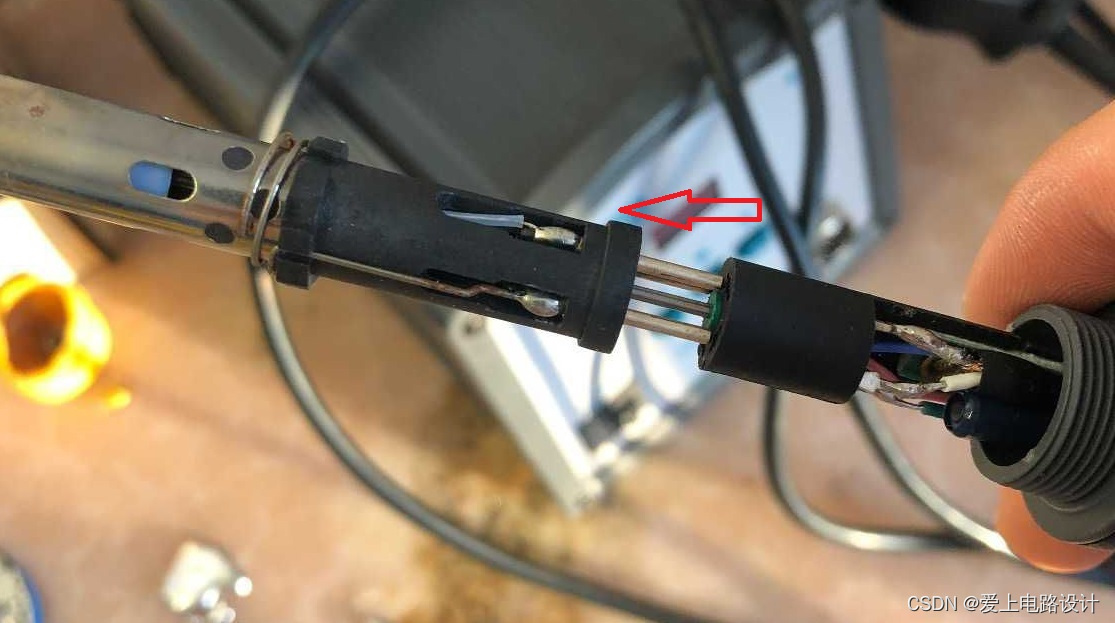
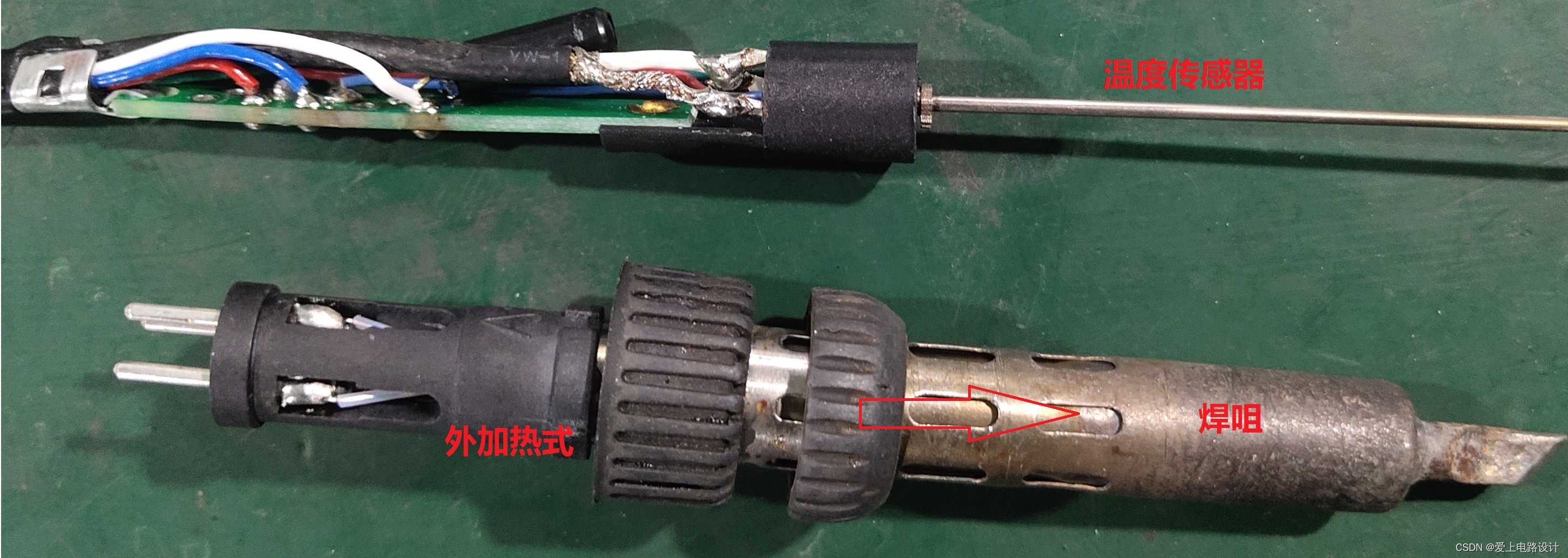
线路板与发热器分离。温度传感器为热电偶,发热器包住烙铁头加热。热电偶穿过烙铁头后部,温度检测更精准。
发热器与焊咀分体结构:两者的的分体设计能完全避免发热器必须与焊咀一起更换而带来的不必要损失。
手柄闲置检测采用震动开关,若20分钟不使用会切断电源输出。

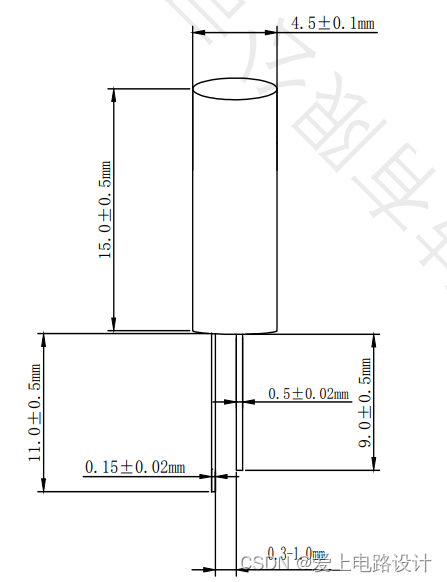
高灵敏震动开关SW-18010P:
(1)本开关在静止时为开路状态(OFF),当受到外力触碰而达到适当的振动时,导电引脚 会产生瞬间导通状态(ON),使电气特性改变,而当外力消失时,电气特性又恢复开路状态(OFF)。
(2)无方向性,任何角度可触发动作。
(3)防水密封型,其尺寸如下图。
连接焊台主机的接插件:

三、焊台主机
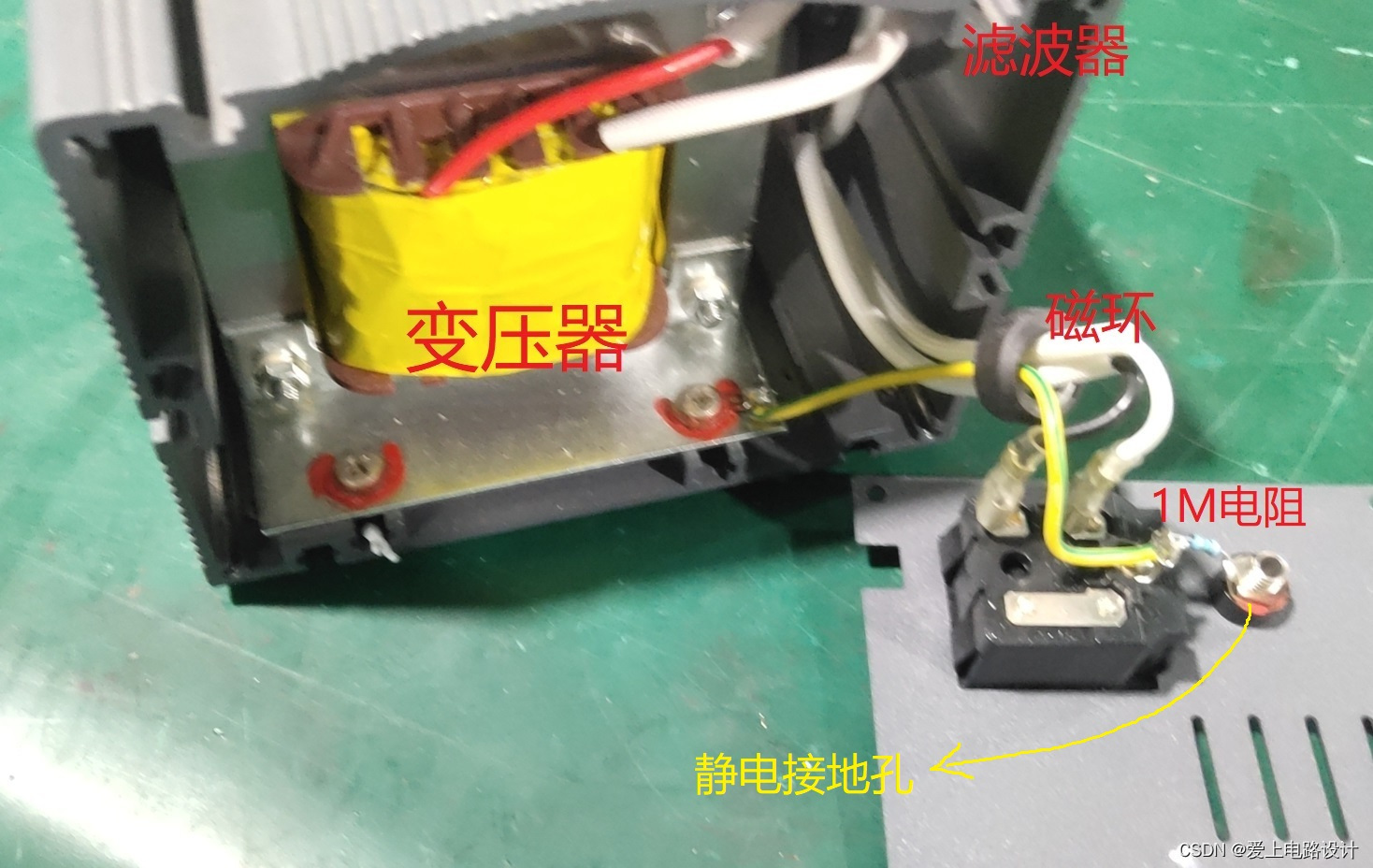
1、变压器与焊台背面
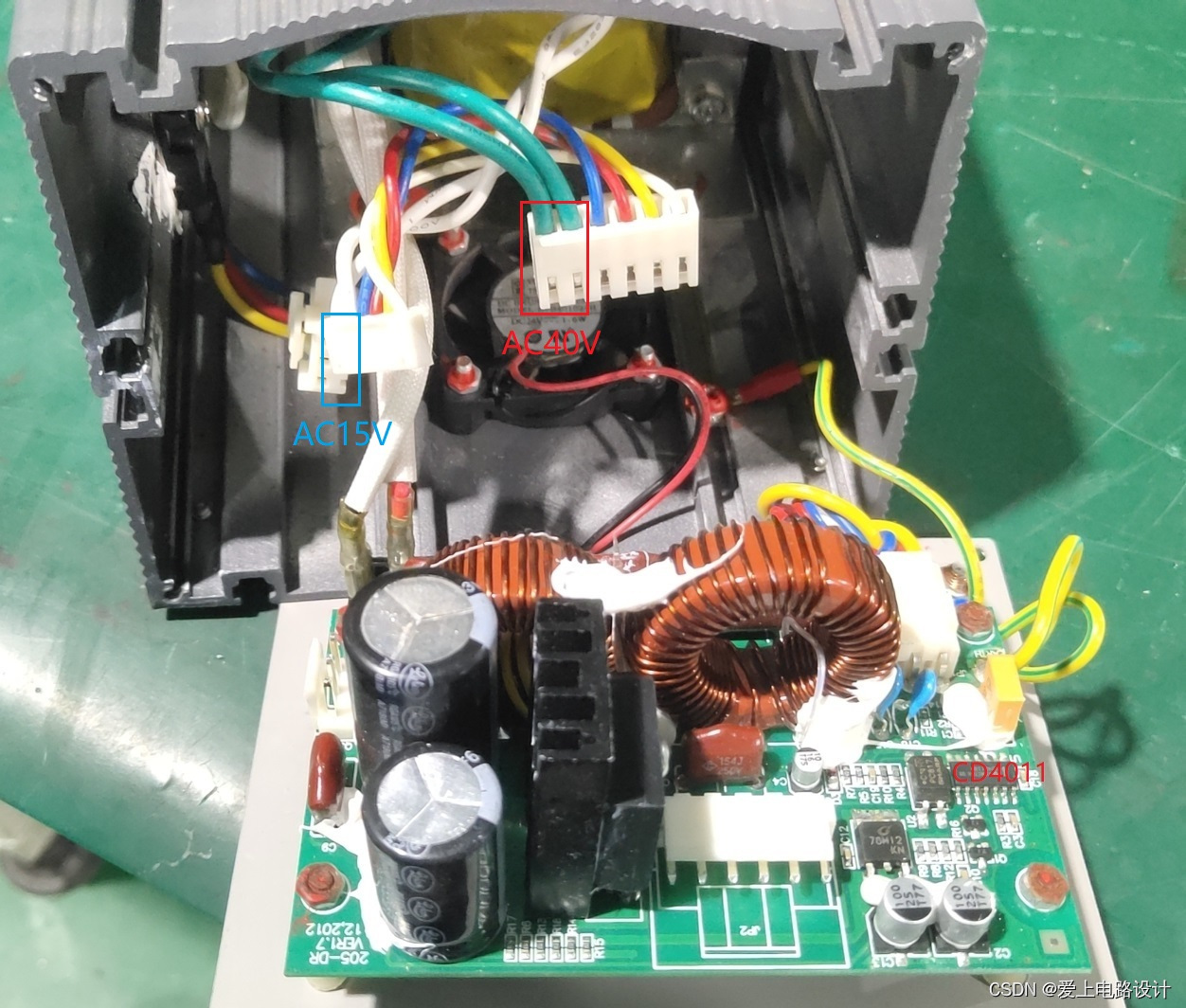
2、功率板
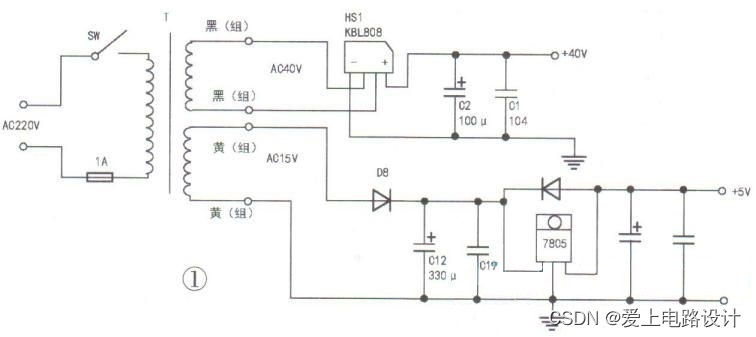
放一张类似的电路图:

CD4011BCM构成一个振荡器,R3与R4用于修改占空比。其U1D的输出经过图腾柱Q1、Q2驱动Q3/IRFP360LC。本振荡器受控于Op1,它由控制板的MCU/ATMEG88A控制。Multisim仿真如下图所示。
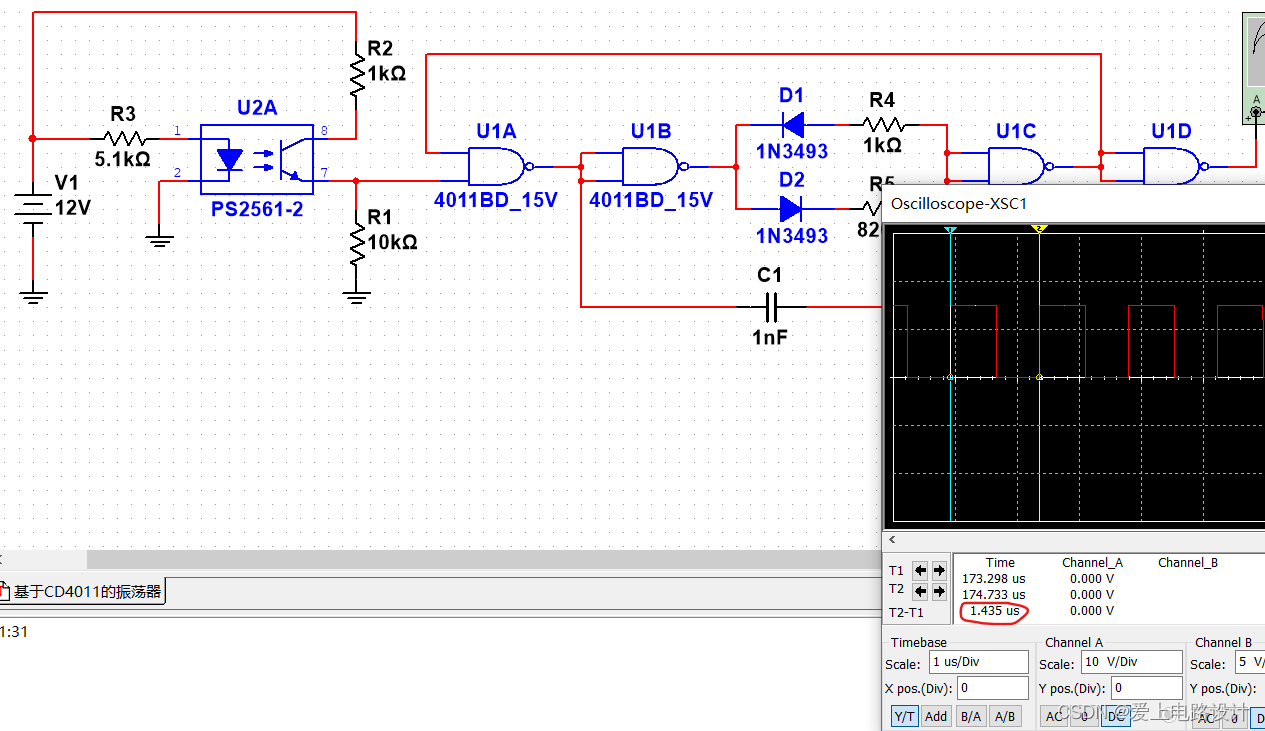
调整仿真图中的R4、R5电阻,用于更改占空比:
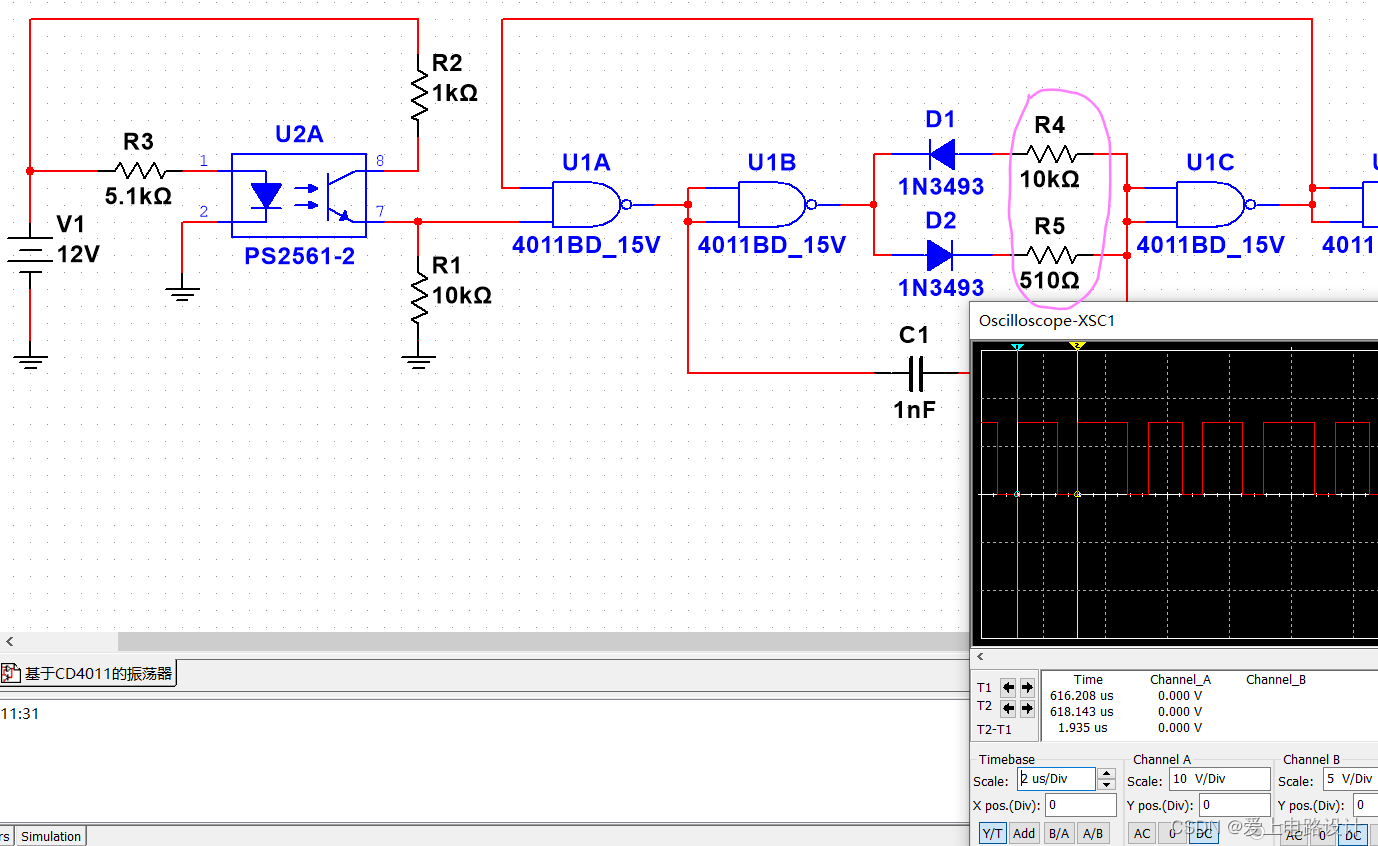
原文件下载请移步:基于CD4011的振荡器。
①磁环参数
L1 磁环T130-2:初级用1.0的漆包线绕48T;次级反馈供电,如果用48V电源,大约6T,大约需要漆包线2.25米。
L2 磁环T157-2 1.0的漆包线绕48T;次级H-E监测,绕0.5T大约需要漆包线2.5米。
②高频焊台加热原理
类似于电磁炉原理,从电网输入的低频的交流电转变成高频的交流电。
高频电流加到电感线圈后,利用电磁感应原理转换成高频磁场,并作用在处于磁场中的金属物体上,然后在金属物体中生成与磁场强度成正比的感生涡流,频率越高,涡流越集中在金属物体的表层。
涡流在金属物体内流动时,会借助于内部所固有的电阻值,利用电流热效应原理生成热量。
3、控制板
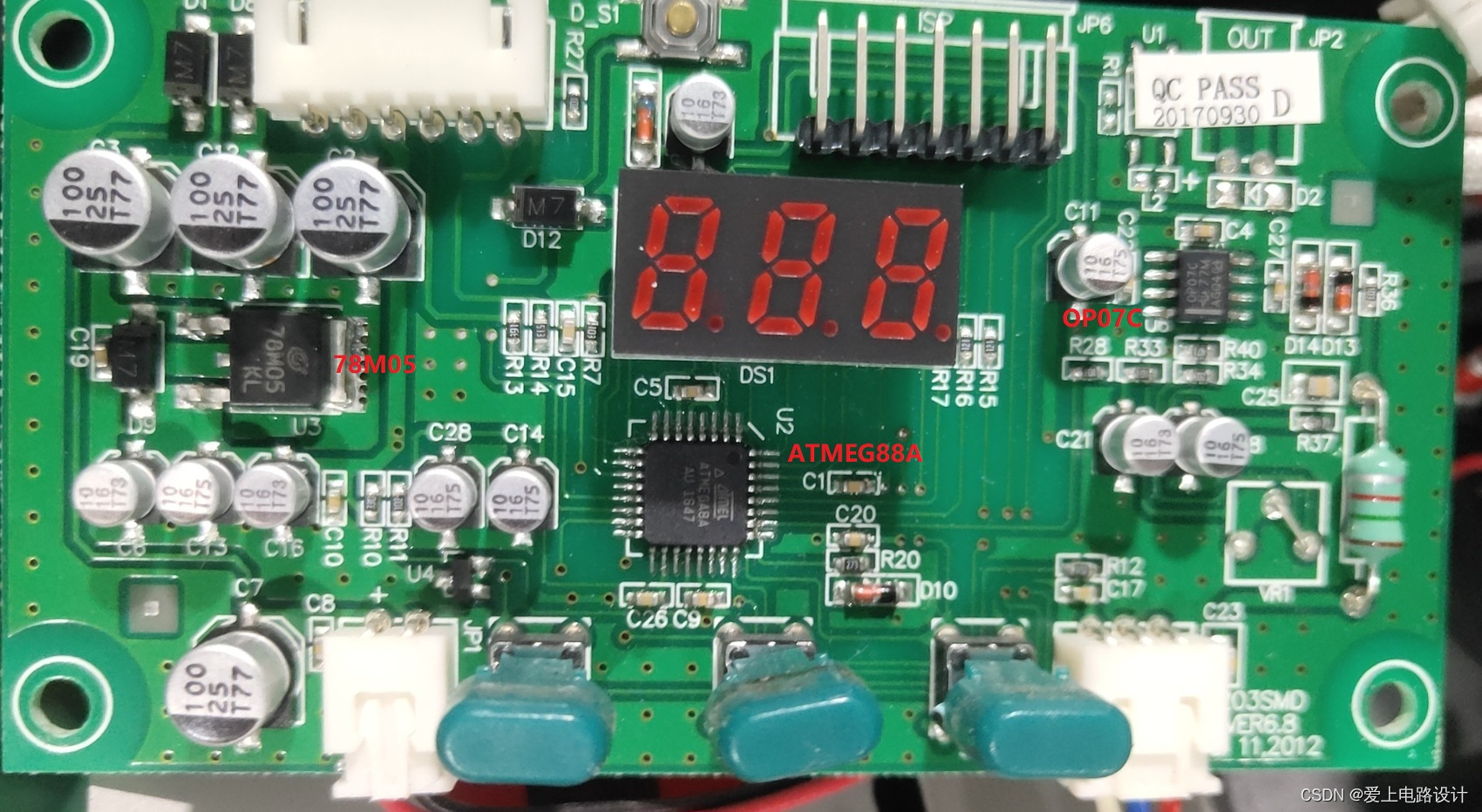
放一张类似的电路图:
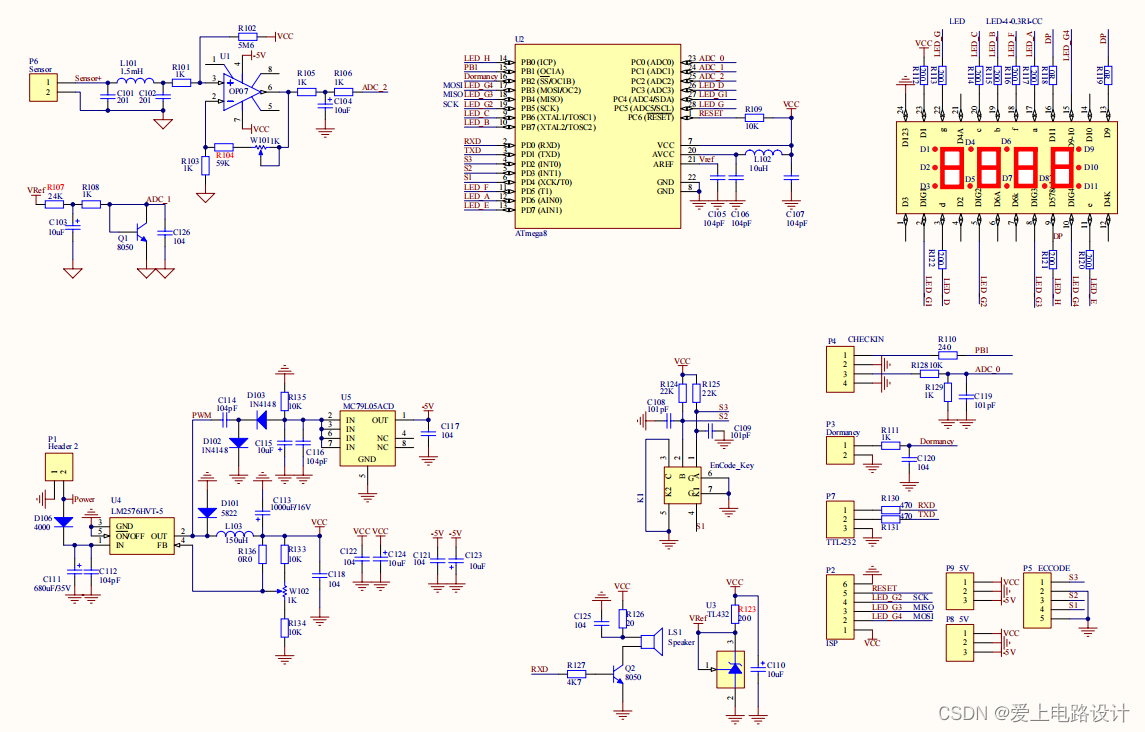
案例原理图与代码下载:基于AVR的智能高频焊台,仅供参考。
此焊台1100元左右,其品牌附加值太高,个人使用不建议购买。重量很实足,主要就是变压器重量,携带不是很方便。不知道为啥不用开关电源,设计惯性?
有意向智能硬件电路设计想法的同仁移步:单片机(汇编与C代码)、PLC与硬件电路设计,大家共同进步。




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











