







 电火花线切割加工是一种特种加工技术,使用电极丝在脉冲电源作用下对工件进行火花放电,实现金属的蚀除和切割。这种技术不受材料硬度限制,常用于模具和精密零部件加工,具有高精度、低损耗的特点。数控编程使得自动化加工成为可能,适用于复杂形状的零件制作。
电火花线切割加工是一种特种加工技术,使用电极丝在脉冲电源作用下对工件进行火花放电,实现金属的蚀除和切割。这种技术不受材料硬度限制,常用于模具和精密零部件加工,具有高精度、低损耗的特点。数控编程使得自动化加工成为可能,适用于复杂形状的零件制作。
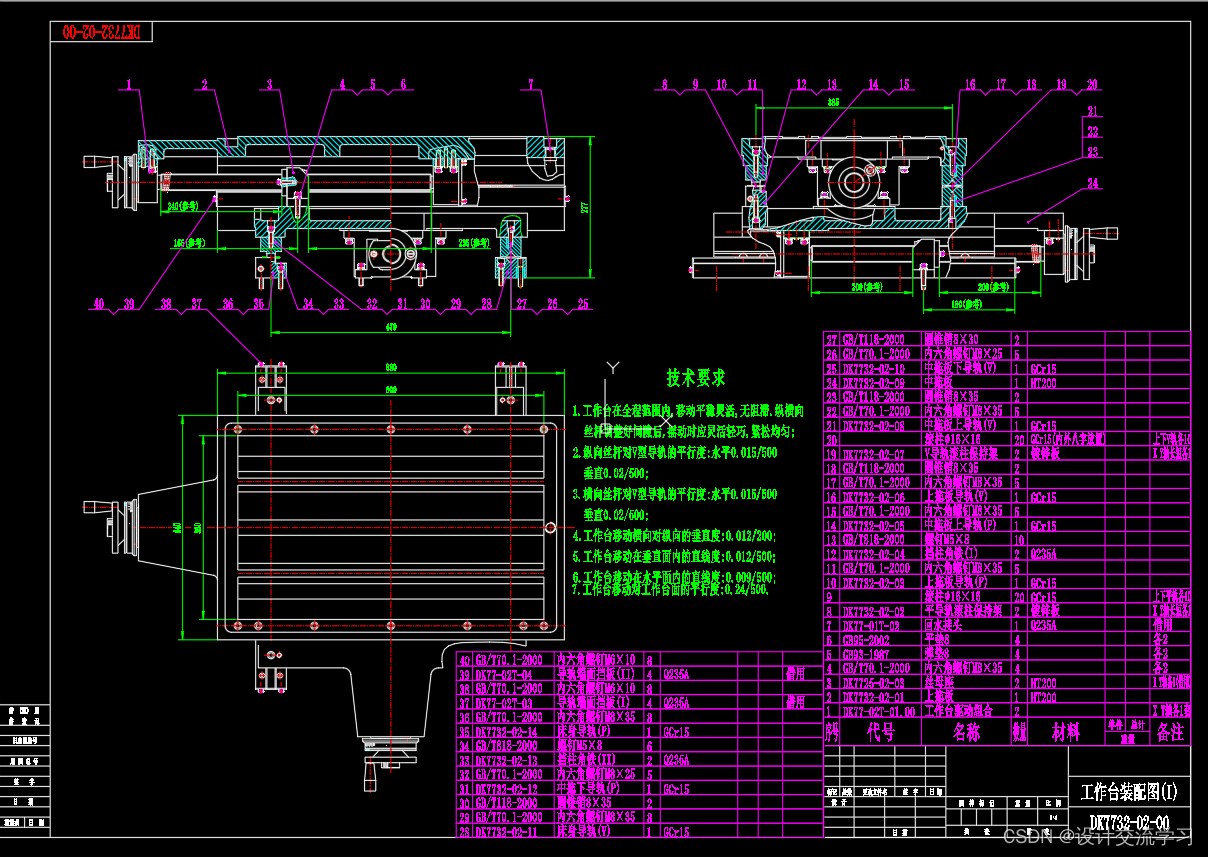
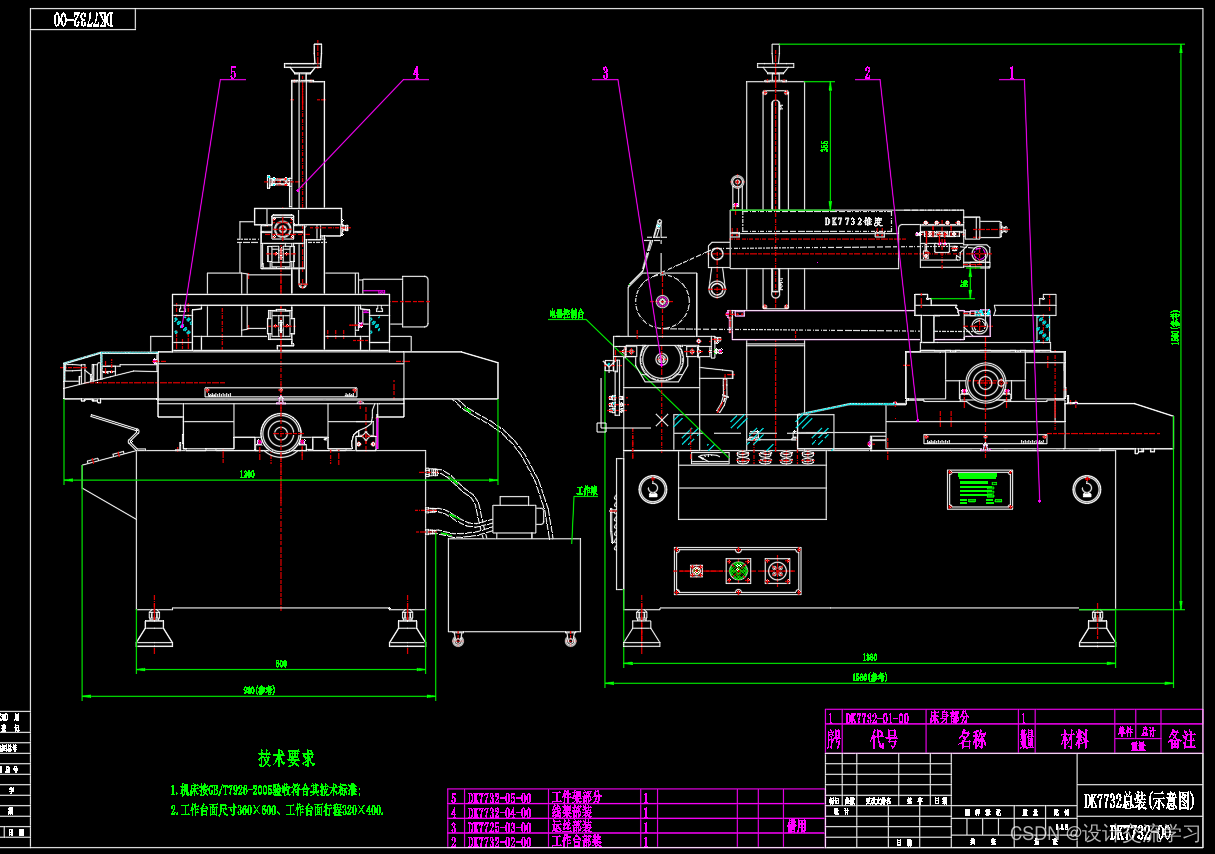 DK7732电火花线切割机床CAD
DK7732电火花线切割机床CAD
电火花线切割加工(Wire cut Electrical Discharge Machining,简称WEDM),有时又称线切割。其基本工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
电火花线切割技术是特种加工的一种,它不同于传统加工技术需要用机械力和机械能来切除,主要利用电能来实现对材料的加工。所以,电火花线切割技术不受材料性能的限制,可以加工任何硬度、强度、脆性的材料,在现阶段的机械加工中占有很重要的地位。
随着工业生产规模的扩大和制造业技术的发展,线切割技术作为特种加工技术的一种,凭借其高加工精度、高生产效率、低功耗、制造成本低等特点,在机械加工生产中得到了广泛的应用。特别是在模具加工行业,电火花线切割技术广泛应用于冷冲模、挤压模加工中,改变了过去用分开模和曲线磨削的加工模式,缩短了制造周期,降低了制造成本,配合精度高。
线切割加工是通过电火花的放电原理对零件进行加工。将工件接入脉冲电源正极,采用钼丝或铜丝作为切割金属丝,将金属丝接高频脉冲电源负极作为工具电极,利用火花放电对加工零件进行切割。脉冲电源提供加工能量,加工过程中应用专用的线切割工作液清除加工中产生的碎屑。在电场的作用下,阴极和阳极表面分别受到电子流和离子流的轰击,使电极间隙内形成瞬时高温热源使局部金属熔化和气化。气化后的工作液和工件材料蒸汽瞬间迅速膨胀,在这种热膨胀以及工作液冲压的共同作用下,熔化和气化的工件材料被抛出放电通道,至此完成一次火花放电过程。
当下一个脉冲到来时,继续重复以上的火花放电过程,从而将工件切割成形。通过数控编程来对金属丝的切割轨迹进行控制。
线切割技术主要具有以下特点:
(1)加工中不存在显著的机械切屑力,无论工件硬度和刚度如何,只要是导电或半导电的材料都能进行加工。但无法加工非金属导电材料。
(2)可以加工小孔和复杂形状零件,但无法加工盲孔。
(3)电极丝损耗小,加工精度高。
(4)加工时产生的切缝窄,金属蚀除量少,有利于材料的再利用。
(5)工件材料过厚时,工作液较难进入和充满放电间隙,会对加工精度和表面粗糙度造成影响。
(6)加工过程中可能会在工件表面出现裂纹、变形等问题,加工之前应适当热处理和粗加工,消除材料性能和毛坯形状的缺陷,提高加工精度。
(7)通过数控编程技术对工件进行加工,可对加工参数进行调整,易于实现自动加工。
切割电火花线的设备
电火花线切割机主要用于对各类模具、电极、精密零部件制造,硬质合金、淬火钢、石墨、铝合金、结构钢、不锈钢、钛合金、金刚石等各种导电体的复杂型腔和曲面形体加工。采用电脑控制系统,全中文自动绘图编程、控制软件。加工中有轨迹、时间显示,可随时了解加工情况 中走丝具有多次切割功能特点。
主要功能:具有绘图、编程功能;镜像、对称、旋转 、平移功能;短路自动处理、加工结束自动停机功能;反向加工、任意段加工功能;比例缩放功能;断电保护功能;自动找中心功能;人机对话功能。
线切割技术原理:
线切割加工是通过电火花的放电原理对零件进行加工。将工件接入脉冲电源正极,采用钼丝或铜丝作为切割金属丝,将金属丝接高频脉冲电源负极作为工具电极,利用火花放电对加工零件进行切割。
脉冲电源提供加工能量,加工过程中应用专用的线切割工作液清除加工中产生的碎屑。在电场的作用下,阴极和阳极表面分别受到电子流和离子流的轰击,使电极间隙内形成瞬时高温热源使局部金属熔化和气化。
气化后的工作液和工件材料蒸汽瞬间迅速膨胀,在这种热膨胀以及工作液冲压的共同作用下,熔化和气化的工件材料被抛出放电通道,至此完成一次火花放电过程。


















 319
319

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









