







目录
第一节 零件分析
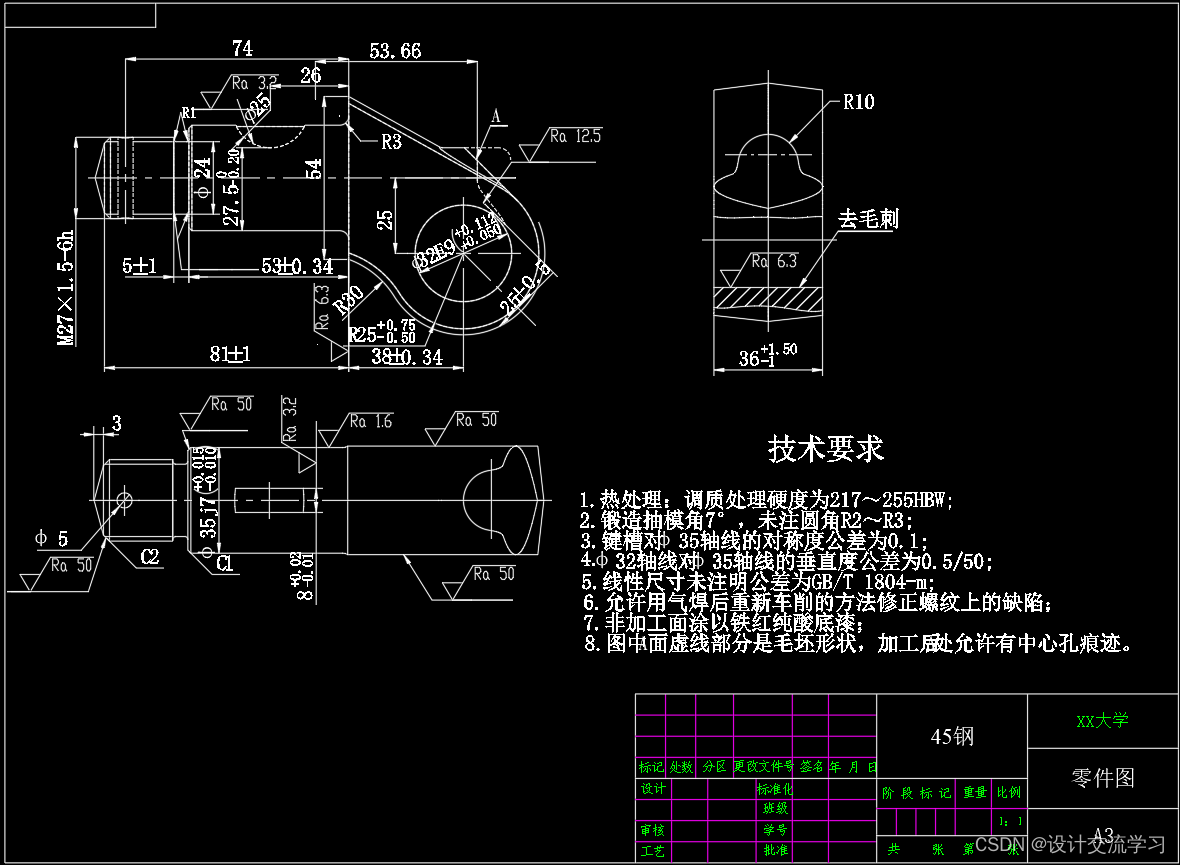
本次课程设计我们小组的任务是针对生产实际中的一个零件———插入耳环。其用于晾衣架的上端固定,当然插入耳环并不仅仅用于此,还有很多功能。从零件图上可以看出,标有表面粗糙度符号的表面有平面、退刀槽、内孔、键槽等。其中,表面粗糙度要求最低的是表面D、E,粗糙度为Ra50,粗糙度要求最高的是外圆Φ35,表面粗糙度为Ra1.6。该外圆也是插入耳环的主要设计基准。从工艺上看,键槽对Φ35轴线的对称度公差为0.1,孔Φ32轴线对Φ35轴线的垂直度公差为0.5/50,可以通过使用专用机床夹具来保证。Φ35的公差等级为IT7级,表面粗糙度为Ra1.6,可以通过精车来保证。表面D、E精度要去不高可以通过粗铣来完成,Φ32孔的内孔粗糙度为Ra6.5可以通过钻床,钻后再扩钻就可以达到精度。C面通过粗铣就可以达到要求。A面因为在零件工作过程中不起作用所以也通过粗铣。
对插入耳环零件图进行工艺审核后,可知该零件图视图正确、完整,尺寸、公差及技术要求齐全,加工要求合理,零件的结构工艺性较好。
…………



















 786
786

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









