






 本文介绍了直齿齿轮轮齿折断的焊接修复工艺,包括清理、放样、焊接、修磨和热处理五个步骤。通过实例展示了在WK-4电铲滚筒大齿轮修复过程,该方法成功应用于其他设备,证明了焊接修复在齿轮修复中的实用性和可靠性。
本文介绍了直齿齿轮轮齿折断的焊接修复工艺,包括清理、放样、焊接、修磨和热处理五个步骤。通过实例展示了在WK-4电铲滚筒大齿轮修复过程,该方法成功应用于其他设备,证明了焊接修复在齿轮修复中的实用性和可靠性。
直齿齿轮轮齿折断的焊接修复
彭勇坚
- 引言:
齿轮轮齿折断的修复,常用的方法是裁齿修复和局部更换法。裁齿修复是先将断齿根部锉平,根据齿根厚度及齿宽情况,在其上裁上一排与齿轮材质相似的螺钉(钻孔、攻丝、拧螺钉),然后再按齿形板加工出齿型。局部更换法是先将待修复齿轮的折断齿除掉,并用一定方法(刨、铣或钳工)开出梯形或燕尾槽,然后以一定的紧度把与此槽形相同、与齿轮材料相近的齿胚压入并焊接固定,而后按样板加工整形,必要时再对加工后的齿面进行硬化处理。而对于低速重载的大齿轮轮齿折断的修复,用传统的裁齿法修复难以保证其强度。如用局部更换法修复,其强度难以保证,而且梯形槽或燕尾槽很难加工出。而用焊接修齿法,能解决上述问题。
- 直齿齿轮的焊接修复:
现以一实例来简单介绍:
实例:某矿山一台WK-4电铲(挖掘机)滚筒大齿轮的轮齿折断修复。
该齿轮为直齿圆柱齿轮,模数m=18;齿数z=109,齿宽B=250mm,齿轮材料为ZG45,轮齿折断7个,且分散分布。
焊接修复工艺:
1、清理:
洗净待修齿轮,用气割把轮齿折断处残余裂纹割掉,再用磨光机打磨毛刺。
2、放样:
(1)、按齿轮的实际齿形放出两种样板。一种是齿廓样板,另一种是齿槽样板(见图1),用于修磨齿轮时的检验样板。齿槽样板还用于焊接靠模的加工划线用。

(2)、加工焊接靠模。焊接靠模的作用是使堆焊的齿廓尽量接近实际齿廓的形状。对焊接靠模的材料要求是电焊所发出的热量不能使它熔化,在电焊时不与焊体熔合。经过实验,紫铜基本符合要求。因此,用适当大小的紫铜棒按齿槽样板加工出2根焊接靠模。考虑到焊接齿面的粗糙度度及修磨余量,焊接靠模的一边(修复齿那边)与齿槽样板小0.3~1mm(见图2)。
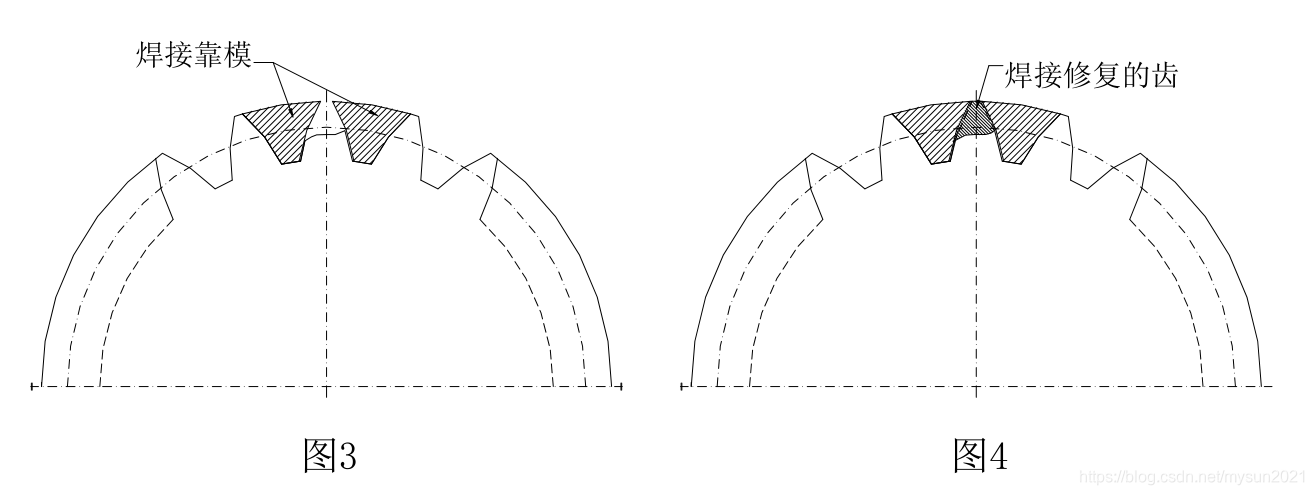
(3)、定位焊接靠模。按图3所示位置放好焊接靠模并作适当固定。
3、焊接:
(1)、焊条的选用。根据齿轮的材质来选用焊条材料,尽量选用与齿轮材质相似的焊条。根据该厂实际情况,选用E5015(J507)焊条。
(2)、焊前预热。在焊接位置下用木炭加热或用其它方法加热,把焊接部位加热到400~500℃,并使整个焊接过程中焊接部位处温度不低于300℃。
(3)、焊接。在两焊接靠模中进行焊接,连续把两焊接靠模中的空腔填满(图4)。
(4)、焊后保温。保温的目的是消除焊接应力。保温的温度不宜太高,避免齿轮未修复部位退火。保温温度控制在300℃左右。
4、修磨:
所有折断轮齿焊接完毕冷却后按样板进行修磨。对于传动要求较高的齿轮还可进行配对研磨。
5、热处理:
对表面硬度有要求的齿轮,可对修复的齿轮进行表面淬火。
- 应用:
滚筒齿轮轮齿折断成功修复后,同样的修复工艺在另一台轻型液压回转破碎机的锥齿轮(m=20,z=79,轮齿折断2个)上得到了成功应用。修复后的轮齿已正常运转2年以上。所以,这种焊接修复方法在边缘传动球磨机大齿轮、回转窑大齿轮等的轮齿折断修复上有很好的应用价值。

















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









