





目 录
摘 要 I
Abstract II
前 言 1
1 模塑工艺规程的编制 3
1.1 塑件的工艺性分析 4
1.1.1 塑件的原材料分析 4
1.1.2 塑件的结构和尺寸精度及表面质量分析 4
1.2 计算塑件的体积和质量 5
1.3 塑件注塑工艺参数的确定 5
2 注塑模的结构设计 6
2.1 分型面的选择 6
2.2 确定型腔的排列方式 7
2.3 浇注系统设计 8
2.4 抽芯机构设计 9
2.4.1 确定抽芯距 9
2.4.2 确定斜导柱倾角 9
2.4.3 确定斜导柱的尺寸 9
2.4.4 滑块和导滑槽设计 10
2.5 成型零件结构设计 10
2.5.1 型腔的结构设计 10
2.5.2 型芯的结构设计 11
3 模具设计的有关计算 11
3.1 型腔和型芯工作尺寸计算 12
3.1.1 成型塑件Φ50的型腔部分尺寸计算 12
3.1.2 成型塑件外壁的型腔分尺寸计算 12
3.1.3成型塑件底端凸缘的型芯部分尺寸计算 12
3.1.4 成型R型腔部分尺寸计算 13
3.1.5 成型Φ34,深10mm孔的型芯尺寸计算 13
3.1.6 成型Φ90,深82mm异形盲孔的型芯尺寸计算 13
3.1.7 成型制件侧壁通孔滑块尺寸计算 14
3.2 型腔板的三维尺寸确定 14
3.2.1 型腔板厚度计算 14
3.2.2 型腔板长宽尺寸计算 14
4 模具加热及冷却系统的计算 16
5 模具闭合高度及注塑机有关参数的校核 17
5.1 模具闭合高度 17
5.2 注塑机有关参数的校核 18
6 模具的装配、试模与维修 19
6.1 装配 19
6.2 试模 20
6.3 模具的维修 21
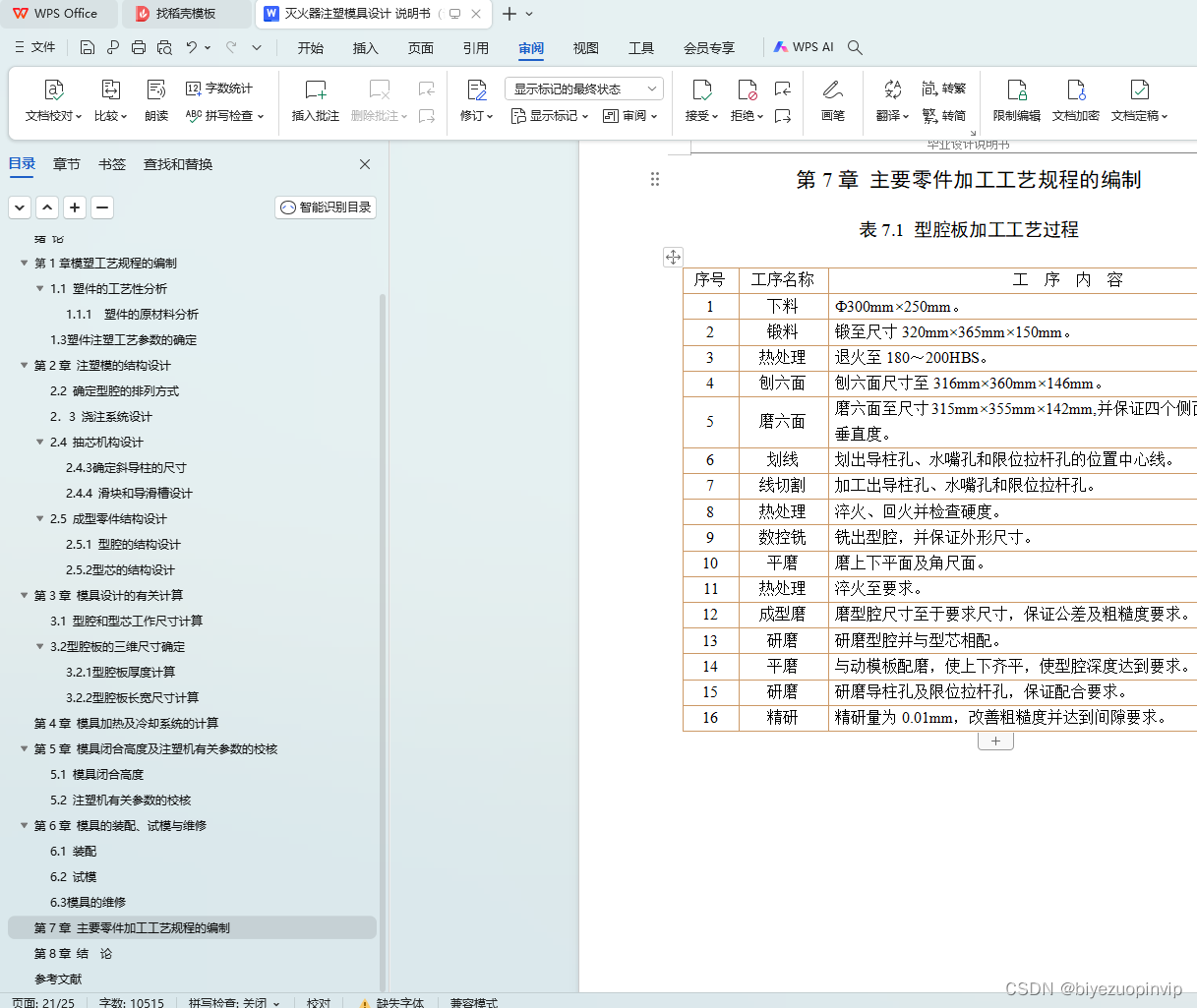
7 主要零件加工工艺规程的编制 22
8 结 论 24
致 谢 26
参考文献 27
1.1.2 塑件的结构和尺寸精度及表面质量分析
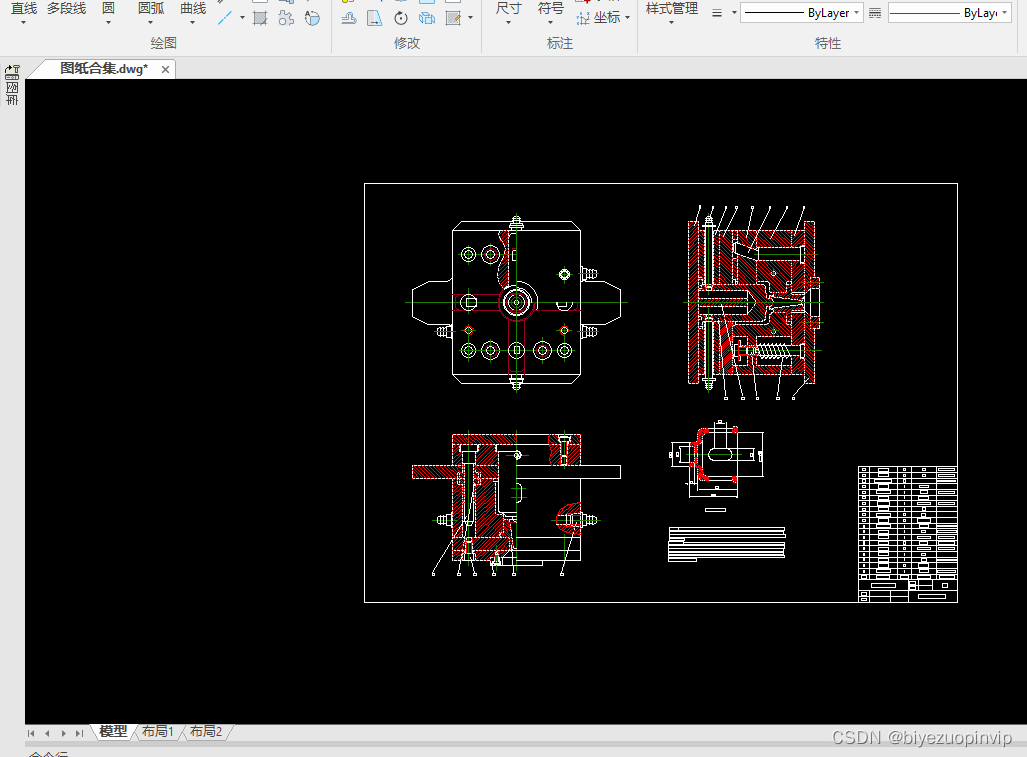
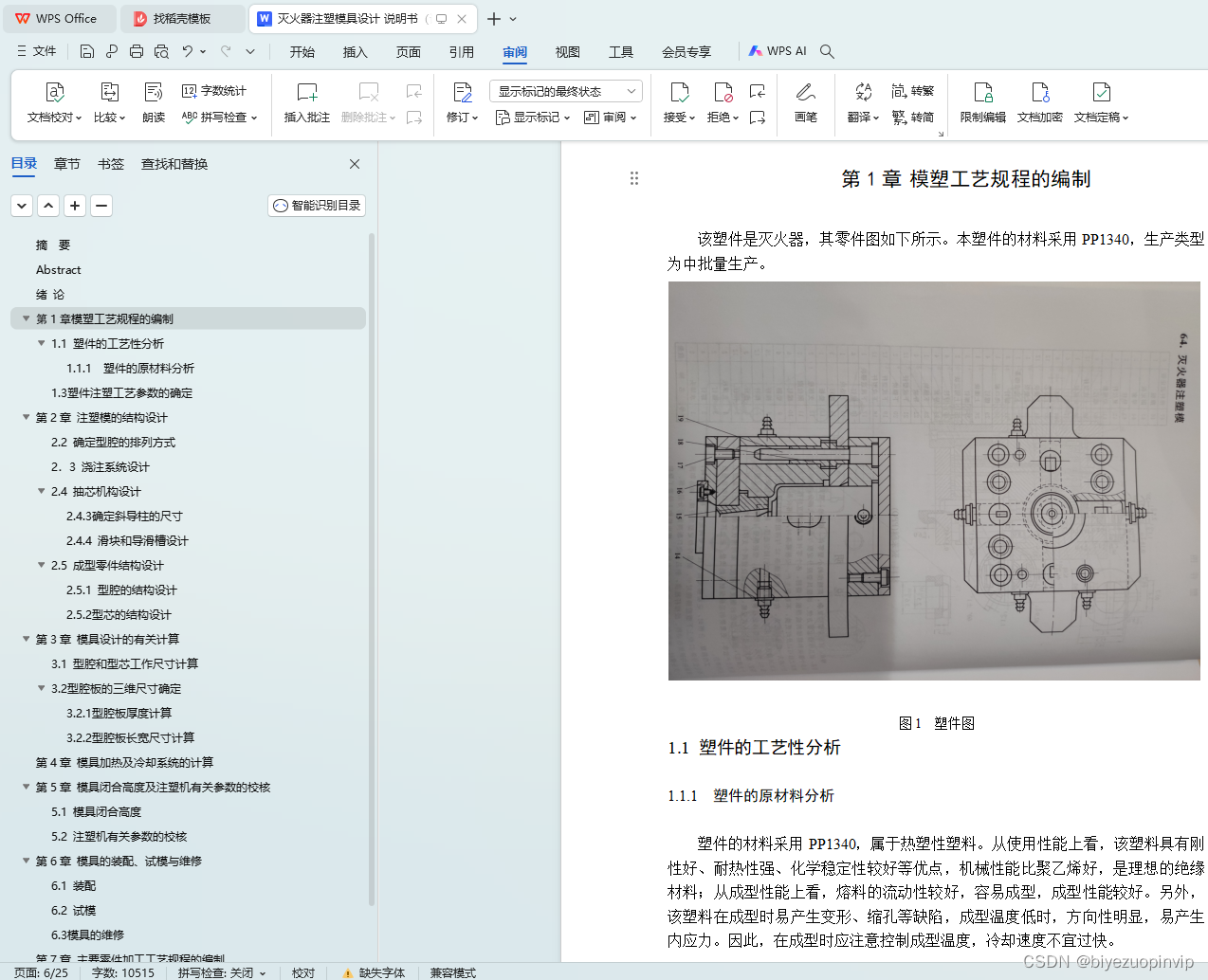
(1)结构分析。 从零件图上看,该零件总体形状为柱状,内部掏空,形似旋转体。在高度方向上是阶梯形,顶部有一阶梯孔,外形尺寸为Φ50mm,孔大孔尺寸为Φ34mm,孔深10mm,底部高82mm,底部边缘有一环形凸缘,制件总高度为100mm。底部内孔制件外壁对称分布有四个通孔。因此,模具设计时必须设置侧向分型抽芯机构。该制件属于中等复杂程度。
(2)尺寸精度分析。 该零件重要尺寸,如mm,50mm,100mm的尺寸度为MT3级(GB/T14486-1993)。次要尺寸,如24mm,10mm,82mm的尺寸精度为MT4(GB/T14486-1993)。由以上分析可见,该零件的尺寸精度中等偏上,对应个模具的相关的零件的尺寸加工可以得到保证。从塑件的壁厚来看,壁厚最大处为11.3mm,最小处为8mm,且制件的多数部位为8mm,所以说制件的壁厚较均匀,零件的成型不是很困难。
(3)表面质量分析。 该零件的表面除要求没有缺陷、毛刺、内部不得有缩孔外,没有其他特别的表面质量要求,故比较容易得到保证。
综合上述分析可以看出,注塑成型时,在工艺参数控制得较好的情况下,零件的成型且生产出合格制件的要求可以得到保证。
1.2 计算塑件的体积和质量
计算塑件的体积和质量是为了选用注塑机及注塑成型参数。
计算塑件的体积:V=121350.54mm(过程略)
计算塑件的质量:根据设计手册查得PP1340的密度为1.04~1.05kg/dm,现取密度为1.04kg/dm。
故塑件的质量为:W=v=1.04×121350.54×10
=126.20g
采用一模一腔的模具结构,考虑其外形尺寸、注塑时所需压力等情况,初步选用注塑机为XS-ZY-250型。
1.3 塑件注塑工艺参数的确定
查手册可知,增强聚丙烯PP1340的成型工艺参数可做如下选择,试模时,应根据实际情况作适当调整。
注射温度:包括料筒温度和喷嘴温度。
料筒温度:后段温度t选用230℃;
中段温度t选用240℃;
前段温度t选用260℃;
喷嘴温度:选用230℃;
注射压力:选用100MPa;
保 压:选用72MPa;
保压时间:选用10s;
冷却时间:选用30s。



灭火器注塑模具设计

于 2024-04-27 09:00:00 首次发布

















 453
453

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









