






目 录
1 塑件分析……………………………………………………………1
1.1 明确塑件的设计要求………………………………………………1
1.2 计算塑件的体积和质量……………………………………………1
1.3 明确塑料的特性……………………………………………………1
2 型腔总体布置与分型面的选择……………………………………1
2.1 型腔数目的确定……………………………………………………1
2.2 多型腔的排列………………………………………………………2
2.3 分型面的设计………………………………………………………2
3 注射机的选用………………………………………………………3
4 浇注系统的设计……………………………………………………3
4.1主流道的设计……………………………………………………4
4.1.1主流道尺寸………………………………………………………4
4.1.2浇口套的固定……………………………………………………5
4.1.3冷料穴的设计……………………………………………………5
4.2分流道的设计………………………………………………………5
4.2.1分流道的截面形状………………………………………………6
4.2.2 分流道的尺寸……………………………………………………6
4.3 进料口的设计…………… …………………………………………7
5 成型零部件的设计………………………………………………8
5.1成型零部件的结构设计………………………………………8
5.1.1 凹模(下型腔板)………………………………………………8
5.1.2 凸模(上型腔板)………………………………………………9
5.2 成型零部件的工作尺寸计算………… ……………………………9
5.2.1 塑件尺寸精度的影响因素………………………………………9
5.2.2 成型零部件的工作尺寸计算…………………………………10
5.3 成型型腔壁厚和底板厚度的计算………………………………13
5.3.1 成型型腔壁厚的计算…………………………………………13
5.3.2 型腔底板厚度计算……………………………………………14
6 排气结构设计………………………………………………………14
7 冷却系统的设计……………………………………………………14
7.1 冷却系统的设计原则……………………………………………15
7.2 模具温度对塑件的质量影响 ……………………………………15
7.3 温度调节对生产效率的影响 ……………………………………15
7.4 冷却管道的工艺计算 ……………………………………………15
8 侧向分型与抽芯机构的设计 ……………………………………16
8.1 斜销侧向分型与抽芯机构的设计 ………………………………16
8.1.1 斜销侧向分型与抽芯机构主要参数的确定 …………………17
8.1.2 斜销侧向分型与抽芯机构的设计要点 ………………………18
8.2 弹簧侧向分型抽芯机构…………………………………………19
9 注射模的导向及脱模机构设计 …………………………………19
9.1 导向机构设计……………………………………………………19
9.1.1 导柱……………………………………………………………19
9.1.2 导向孔…………………………………………………………20
9.1.3 导柱的数量和布置 ……………………………………………20
9.2 脱模机构设计……………………………………………………20
9.2.1 脱模机构的分类及设计原则…………………………………20
9.2.2 脱模力的计算及推出零件尺寸确定…………………………20
10 注射机与注射模具的关系………………………………………23
10.1 注射量的校核……………………………………………………23
10.2 锁模力的校核……………………………………………………23
10.3 模具安装部分的尺寸校核………………………………………24
10.3.1 模具高度………………………………………………………24
10.3.2 模具的长度与宽度……………………………………………24
10.4 开模行程的校核…………………………………………………24
10.5 顶出装置的校核…………………………………………………25
1 塑件分析
1.1 明确塑件的设计要求
塑件的尺寸精度按4级精度公差精度设计、选用的塑料为ABS,整个塑件的壁厚较薄,最大厚度处为1.5mm。
1.2 计算塑件的体积和质量
本制件的材料为ABS,尺寸如下:
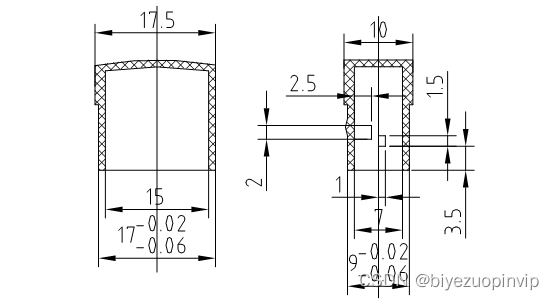
经计算,其体积为1.01cm3 ,材料密度为1.07g/cm3,故其质量为m =1.01×1.07=1.08g。
1.3 明确塑料的特性
该制件所采用的材料ABS是一种具有良好综合性能的工程塑料,它具有聚苯乙烯(PS)的良好成型工艺、聚丁二烯的韧度、聚丙烯腈的化学稳定性和硬度,其抗拉强度可达35-50Mpa。ABS的耐热性是它的另一优点。一般ABS的使用温度为-40ºC–100ºC。ABS塑料具有一定的吸温性,成型时会在制件上产生斑痕、云纹、银丝、汽泡等缺陷,故在成型之前应进行干燥处理。ABS熔体具有中等粘度特性,流动性好。
塑料密度为1.06—1.08g/cm3,弹性模量E=1.4×103Mpa,成型收缩率ε=0.5-0.8%,泊松比μ=0.35。











































 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









