







Bambu Studio
界面功能

材料
不同材料
一般使用的是PLA, PETG, ABS
PLA(57℃), PETG(66℃)的强度以及耐高温的能力比较差, ABS有味道, 不环保但是强度比较高(85℃)
TPU: 不支持AMS, 数字小硬度小, 打印出来有亮光
TPE: 和上面一样, 打印出来是哑光的, 但是打印的难度比较大
碳纤维: 损耗喷头
不同颜色使用的时候有些许不同

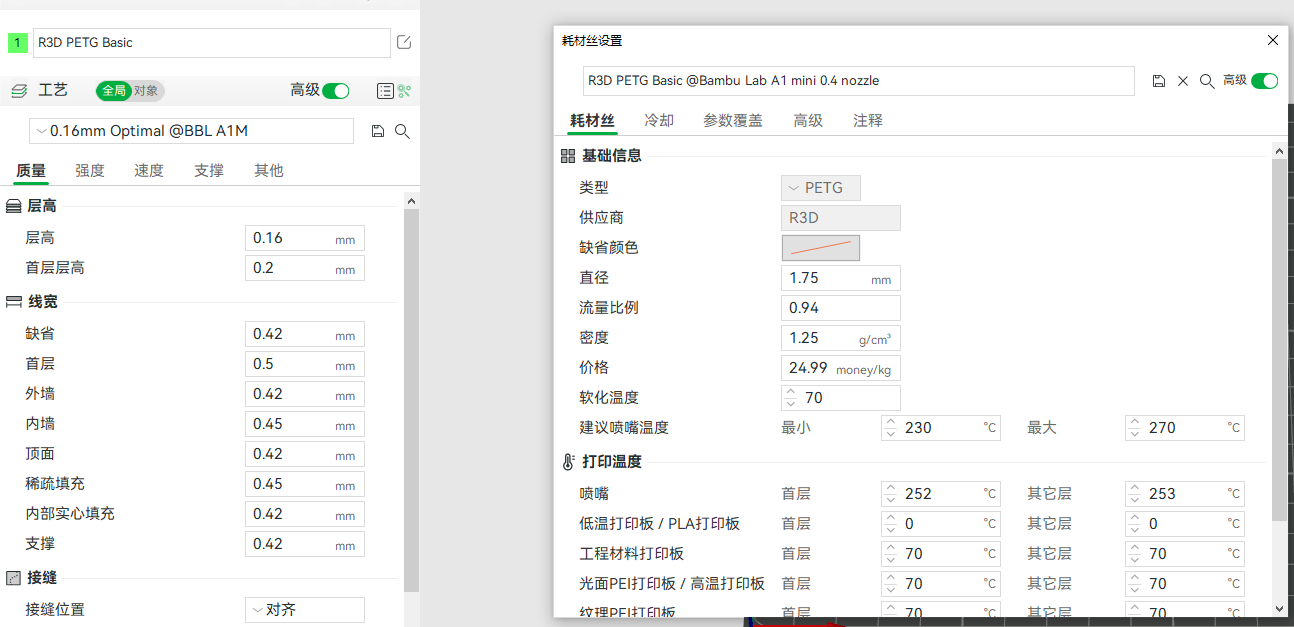
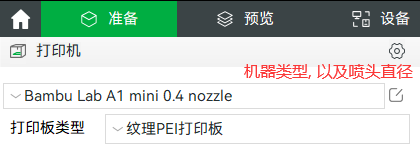
使用的耗材
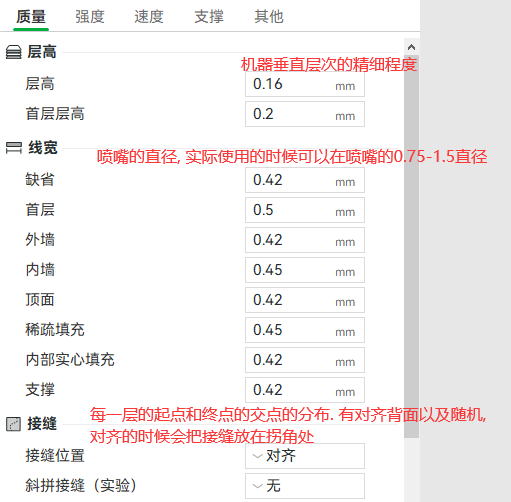
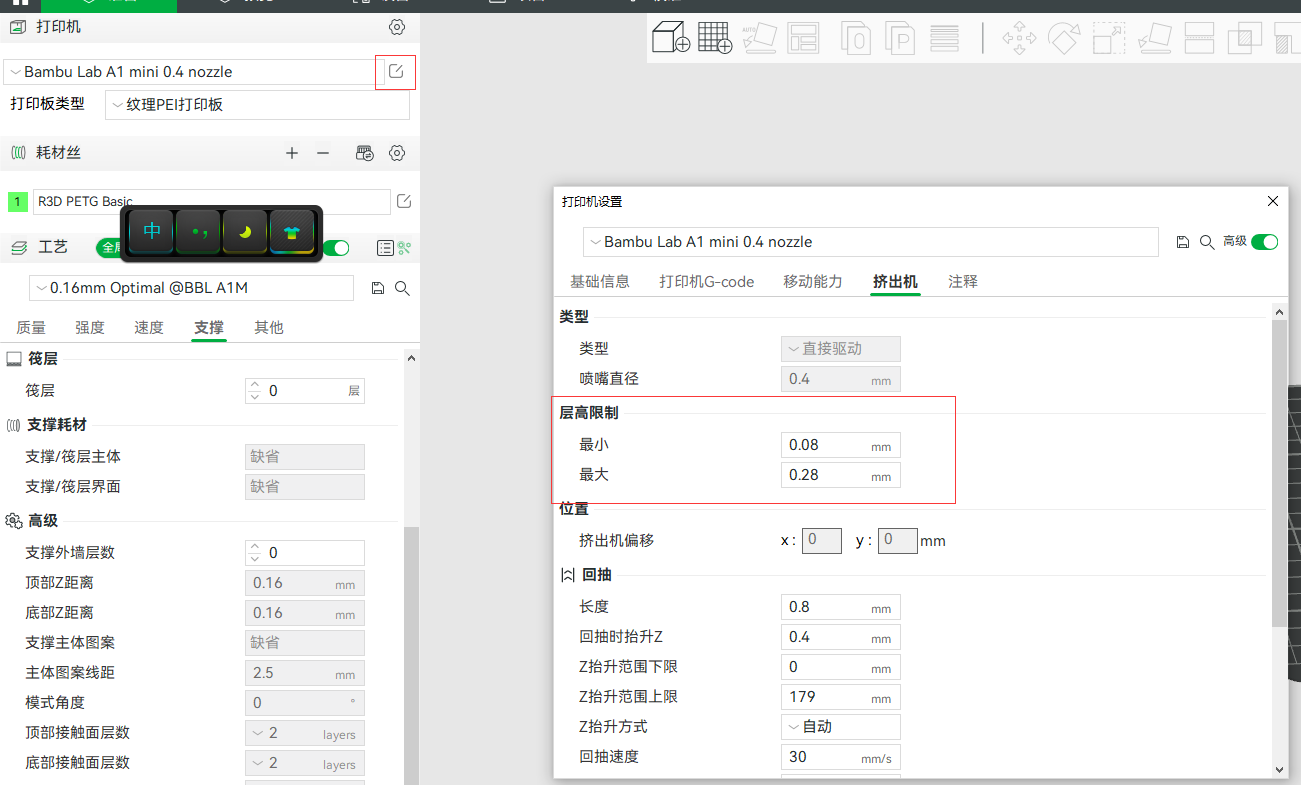
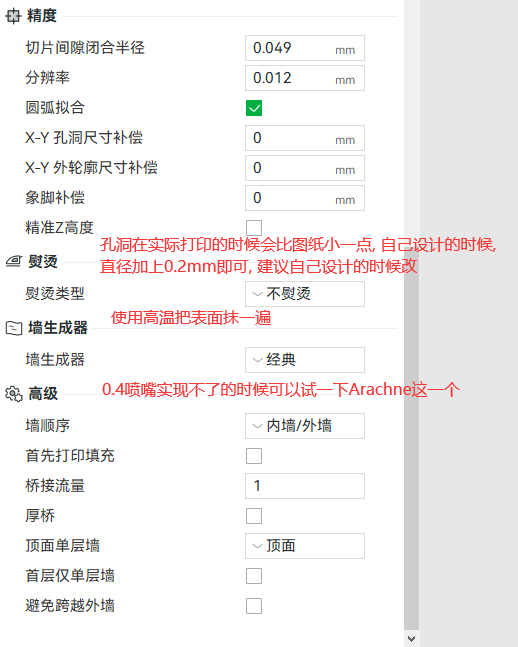
层高的范围可以在打印机的配置里面进行更改
墙
经典模式
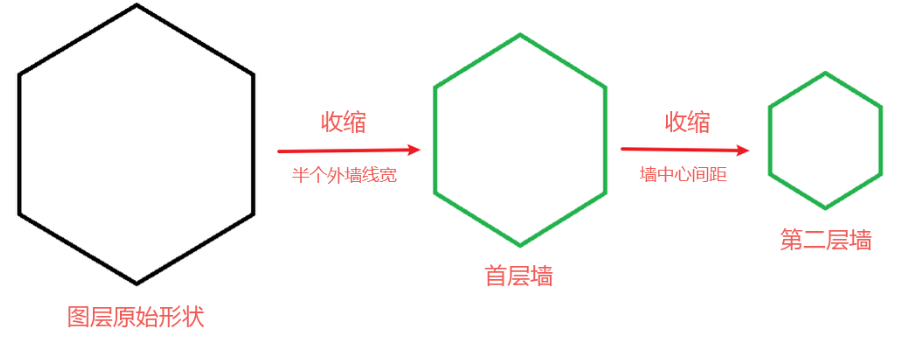
首先是原多边形形状,缩小设置的间距宽度(半个外墙线宽)得到第一层路径。然后,再次给第一层墙的多边形收缩设定的间距宽度(两个墙的中心距离),生成第二个墙路径。下图中绿色的多边形可以视作生成墙路径的中心线(也就是这一圈墙的“骨架”),然后实际的路径宽度为设定的内外墙线宽。在经典墙模式下,单条路径的宽度始终是一致的,并且墙路径始终是一个连续的闭环。
如果多边形太小,收缩的结果会为空,所以就不会生成墙路径。
另一个需要提到的概念是“接缝”。“接缝”是墙路径起点和终点之间的间隙。它会在墙上留下一个清晰的点,在打印模型的表面会形成一条明显的缝隙,经典墙体路径是宽度均匀的,所以表面质量会更好,因为它只有一条接缝。不连续的路径可能造成多条缝线。
有些模型会有一些比较细小的部分,这些部分太小而无法生成闭合的墙路径,因此切片后会导致模型的部分缺失。例如,下图11中模型表面有很小的文本,因此切片后无法生成文本的墙路径(如图12所示)。当然,如果你更换一个更小尺寸的喷嘴设置,则很有可能将其成功切片。这个问题根本原因是模型的局部太过精细,所需要的打印走线宽度比当前使用喷嘴尺寸的默认线宽还要细小。而设置更小的墙线宽可以解决这个问题。
在某些场景下,“检查薄壁”功能可以解决上述这个问题。
如果启用了该参数,则生成墙时的收缩宽度将减小一点,以便为生成墙路径提供
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









