






三菱FX3U的plc画圆程序,程序将圆分为360等份进行插补,才用子程序循环调用的方式,根据这个原理可自行编写多种图形的程序
三菱FX3U的PLC画圆程序是一种利用PLC(可编程逻辑控制器)实现圆形插补的程序。该程序将圆分为360等份进行插补,通过子程序循环调用的方式实现。本文将详细介绍如何编写这种程序,并讨论其原理及应用。
首先,我们需要了解PLC的基本原理和功能。PLC是一种专门用于控制工业过程的电子设备,它可以通过编程实现自动化控制。在工业生产过程中,PLC被广泛应用于自动化控制系统中,用于控制各种设备和工艺参数。
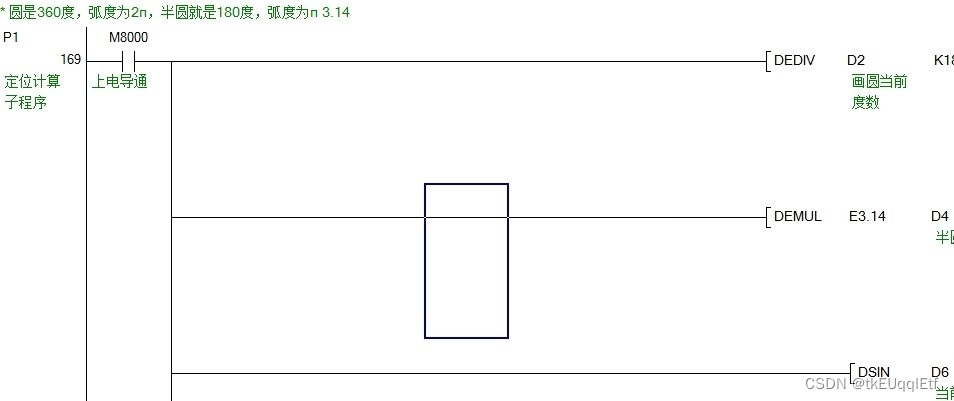
在PLC中,画圆程序的关键是圆形插补算法。圆形插补是一种将圆形路径分解为多个小线段的方法,通过控制每个小线段的运动,最终实现整个圆形路径的绘制。在三菱FX3U的PLC中,我们可以使用子程序循环调用的方式实现圆形插补。
具体来说,我们可以将圆形分为360个小角度,每个小角度对应一个小线段。通过在每个小线段上的运动控制,PLC可以实现整个圆形路径的绘制。为了使程序更加灵活,我们可以通过修改子程序的调用方式和参数,实现不同大小、不同位置的圆形插补。
下面是一个示例的PLC画圆程序:
-
首先,我们需要定义圆形的半径和中心点坐标,这些参数可以根据实际需求进行调整。
-
接下来,我们需要定义一个循环计数器,用于控制圆形分解成的小角度。
-
在循环开始前,我们需要设置初始位置和速度。可以通过设置运动指令和速度指令来实现。
-
进入循环后,我们需要计算每个小角度对应的坐标,并将其作为目标位置。
-
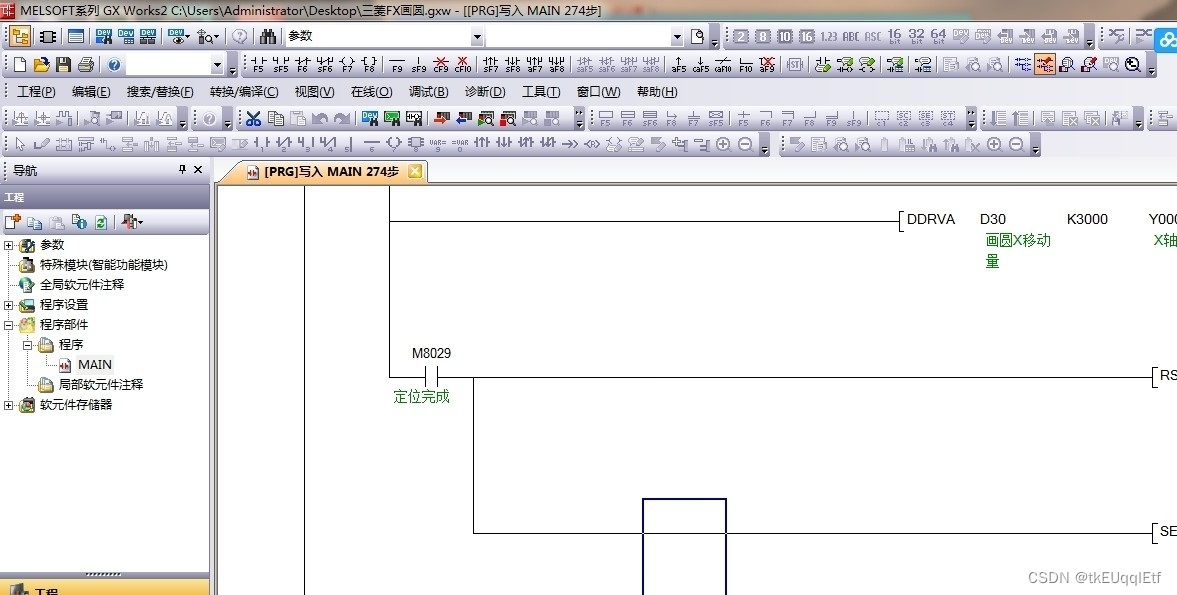
然后,我们需要控制PLC按照目标位置进行运动。可以使用运动指令和速度指令,或者使用特定的圆形插补指令进行控制。
-
在每个小角度的运动完成后,我们需要更新循环计数器,并检查是否完成整个圆形绘制。如果圆形绘制完成,则跳出循环。
通过以上步骤,我们可以实现在三菱FX3U的PLC中编写一个画圆程序,并实现圆形的插补运动。
除了画圆程序,PLC还可以实现其他形状的插补,例如矩形、椭圆等。只需要根据具体形状的特点,修改插补算法和子程序调用方式,即可实现对应的图形插补。
总结起来,三菱FX3U的PLC画圆程序是一种利用圆形插补算法和子程序循环调用的方式,实现圆形路径绘制的方法。通过控制小角度的运动和参数的调整,我们可以在PLC中实现不同大小、不同位置的圆形插补。这种方法在工业自动化控制中具有广泛的应用前景,并可以通过灵活的编程方式实现各种图形的绘制。希望本文对读者对PLC画圆程序的理解和应用有所帮助。
相关代码,程序地址:http://lanzouw.top/665969838784.html














 1981
1981











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









