






更多课程可到我的主页专栏内查看
视频以下为正文
知乎视频www.zhihu.com正文:
课程内容:
1.DOE基础知识
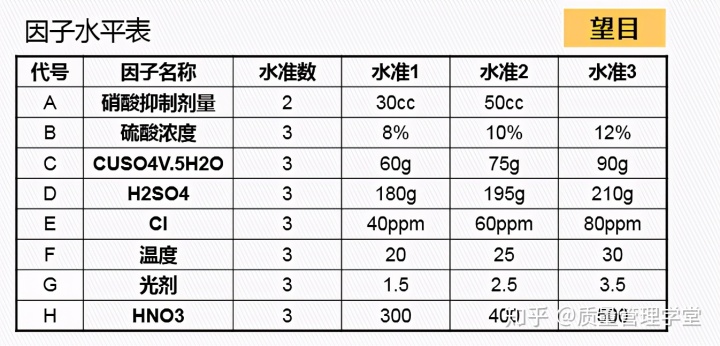
2. 静态田口实验设计 – 案例1
3. 静态田口实验设计 – 案例2
4. 动态田口实验设计
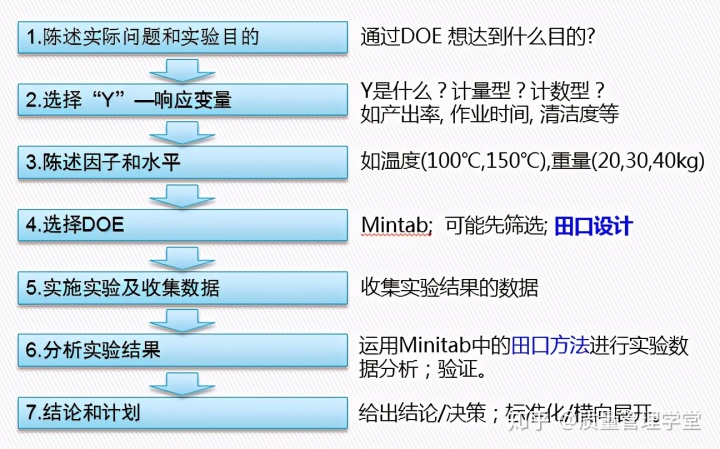
1. DOE基础知识

定义:“质量是产品出厂后给社会带来的损失”。质量不是检验出来的,质量必须设计到产品中去;
质量的目标是:“最小化与目标值的偏差,且能免于噪音的影响”;
对于一个产品或者制程,我们可以用参数图来表示。如图2-3所示,其中y表示此过程输出的产品或制程的品质特性(响应值)。影响y的参数可分为可控因子、噪音因子和信号因子三类。

可控因子:
可控因子是工程师能够控制和调整的因素及过程参数,如反应温度、时间、压力、材料种类……等等/
噪音:
有许多参数非为设计工程师所能控制的因子,即随机误差,田口称其为噪音,田口博士将噪音归纳为外部噪音、内部噪音和零件间变异三类。

外部噪音
由于环境因素与使用条件的变化或变异,如温度、湿度、位置、粉尘、电压、电磁干扰、震动以及操作者人为错误等。
内部噪音
产品在库存和使用过程中,产品本身的零件、材料会随着时间的推移发生质量变化。例如:
Ø 绝缘材料的老化
Ø 零件在使用过程中的磨损、蠕变等……
零件间的变异
Ø由于构成产品的材料、零件存在变异,
Ø制程中由于操作、设备、工艺参数的变化
Ø以及环境因素的变化形成的变异,
—— 会造成零件间的变异。
对于噪音的识别分类,还可以有更多的分类,只要有益于改进,就应该做深入地分析!
噪音是量产过程“人、机、料、法、环”的非可控部分;它不是人为的破坏或不遵守,不是硬件资源故障,不是违背管理要求的非批准供方物料,不是原材料的彻底不合格等。它是过程要素在批准准备或批准(作为PPAP的前提条件或已经PPAP)条件下(即许可的量产条件下)的非受控波动。如:资格(拟)认可的两个班次的操作者;(拟)批准两家合格供应商供应的同一材料号或不同批号;(拟)批准的两种测量方法;(拟)批准的常规生产环境;(拟)批准的协变量(非受控的连续变量)-如:环境温度等等
分析噪音的目的:
通过技术设定、资源投资等可以把“噪音”转化为“可控因子”;
通过管理/训练,可以预防故障和错误,可以缩小噪音的干扰程度(即波动范围)。

产品性能指标除了受可控因子的影响外,还受到噪音的影响。但传统的试验设计对误差的分析比较笼统,全部归为随机误差(实验误差)。-- 全因子/部分因子设计中的区组、协变量是拆分噪音的方式。
但是在稳健设计中,为了达到产品或过程的稳定性,必须仔细的分析这些误差是如何形成的。首先要识别噪音的具体状况,进行仔细的分析并加以描述,进而设法在试验中反映这些变差,才能通过稳健设计的策略实现“抗干扰”的目的。
正交表和信噪比是田口方法的重要基础及工具。
Ø 正交表 —— 建立试验计划的基础。 到主页找到《DOE基础知识理解文章》。
正交表具有正交性,导致对试验结果有“均衡分散,整齐可比”的特点,有
利于计算回归方程。因此,虽然是局部试验(使用了全部试验的一部分),但
仍有可靠的代表性。
Ø 信噪比 —— 评价品质优劣的基础
正交表

田口方法中正交表的特点:
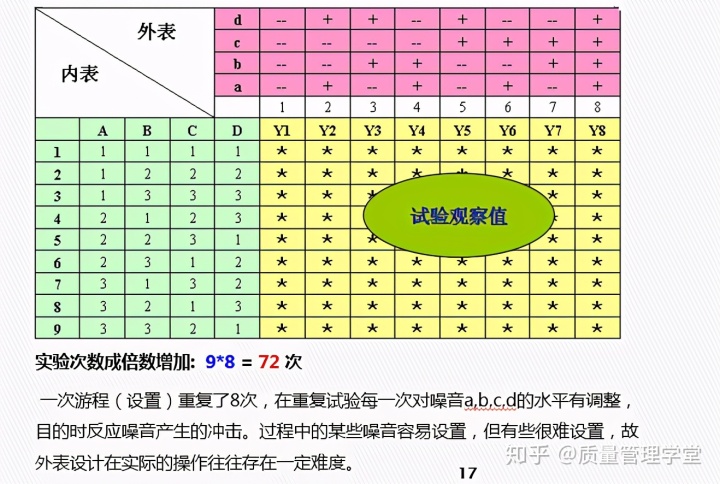
田口方法建立实验计划也是使用正交表,所不同的是,使用 内表+外表——乘积表。
将可控因子安排在——内表 (控制表)
将噪音因子安排在——外表 (噪音表)
同时考虑可控因子及噪音对响应的影响, 是田口方法的特点.
田口方法的优势:通过调整可控因子的水平,来降低或弱化噪音对Y的影响, 从而提高设计方案的抗干扰能力.
正确识别和确定噪音及其水平,是成功实现稳健设计的基础。
综合误差法:
选择少数几个点,如3-4个
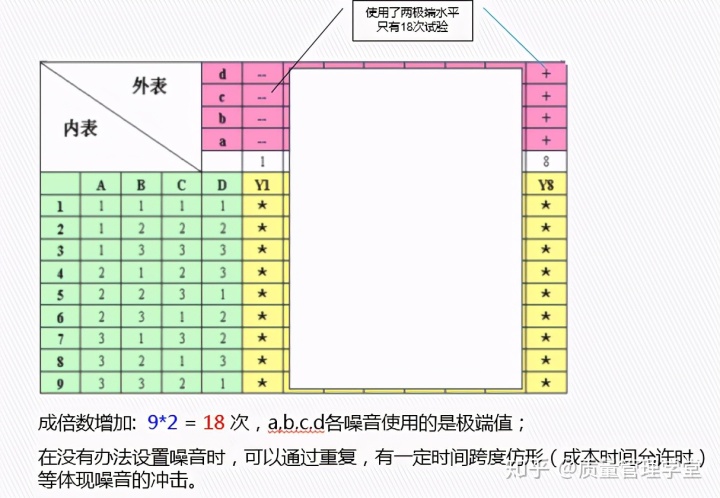
最不利误差法:
选定2个端点—— 正偏,正负
当不能设置噪音时,在所有试验游程中尽量保证有更多的噪音存在,并尽量让试验覆盖更多的噪音变化范围。
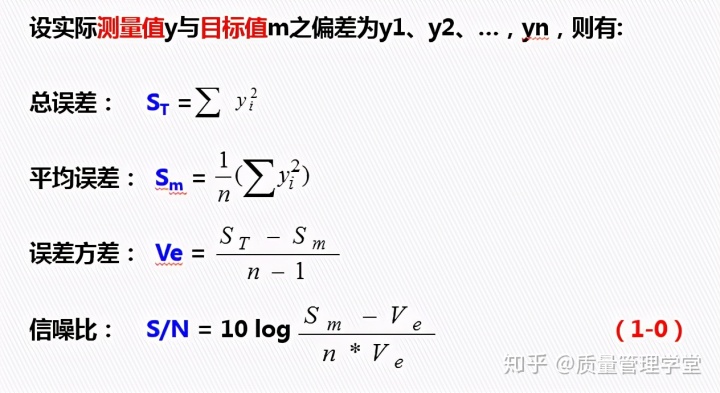
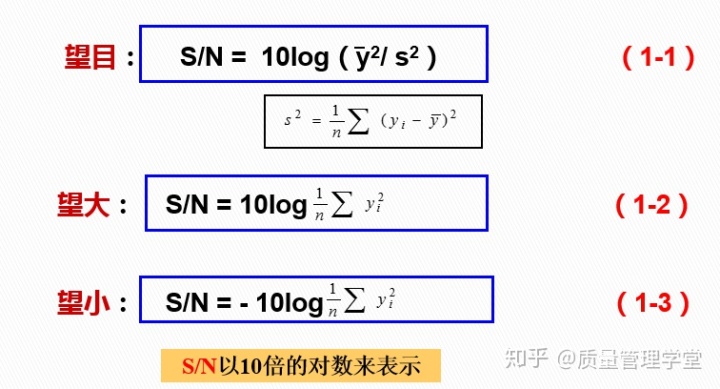
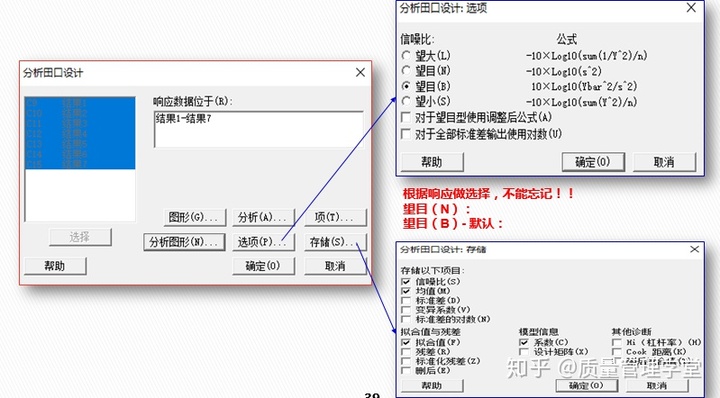
田口博士创造性提出了信噪比的概念,以S/N比作为分析改善对象和评价方案的核心指标。
S/N比的特点:
综合反映关于响应位置和离散度两个特性的信息,从而达到获得最理想的品质效果。
— 这也正是稳健设计的核心机理。虽然缺少统计理论支持,但实践证明它是最优良的方法。
在通讯工程里,常以电讯的输出“信号”与“噪音”之比作为品质指标,以此值越大表示通讯品质越好。S/N比的原始定义是指信号噪音比,,可用以下公式表示:
S/N = 信号/噪音
该比值越大,表明品质越好。
单位 以分贝(db)表示。
信号因子:
是指产品使用人设定的参数,是动态特性中输出变量的因素。举例说,一台电扇的转速,是使用人期望风量的信号因子;在一个测量系统中,零件真值是信号因子,其测量值是响应变量。
静态设计:在一个系统中,如果没有信号因子或者信号因子表现为一常数值,以寻求“点”的最佳设计,便称为静态设计;本课程只介绍静态设计方法
动态设计:在一个系统中,如果加入了信号因子,以寻求“线”的最佳设计,便称为动态实验设计。
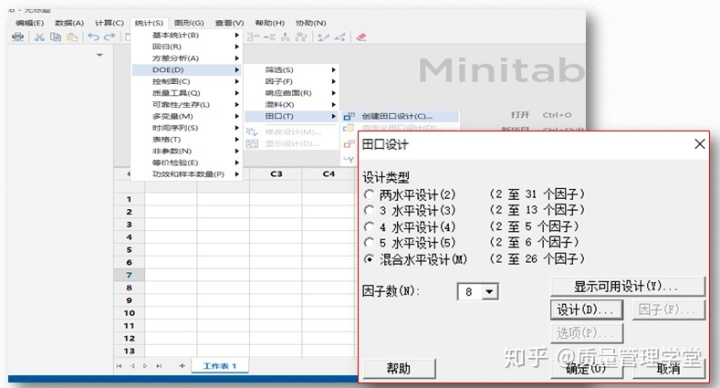
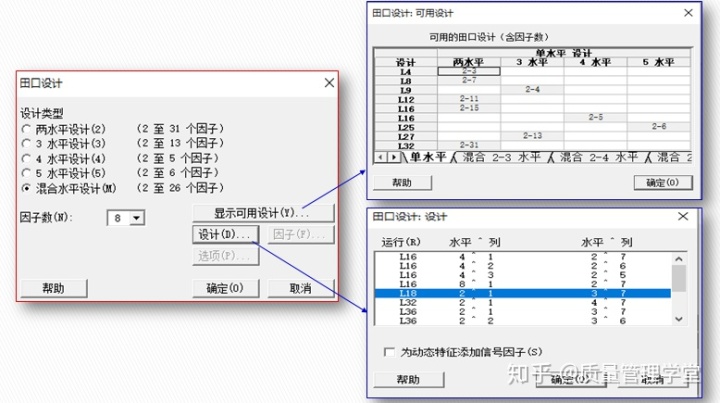
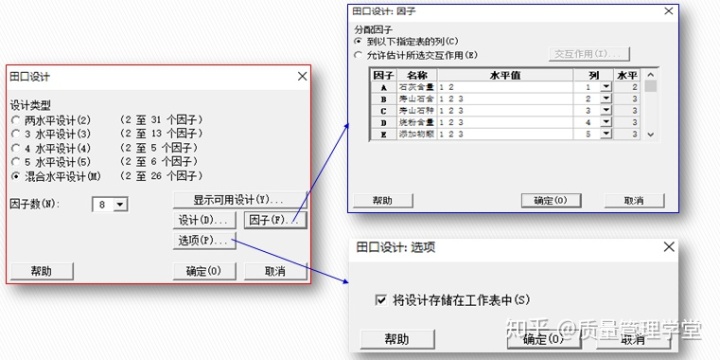
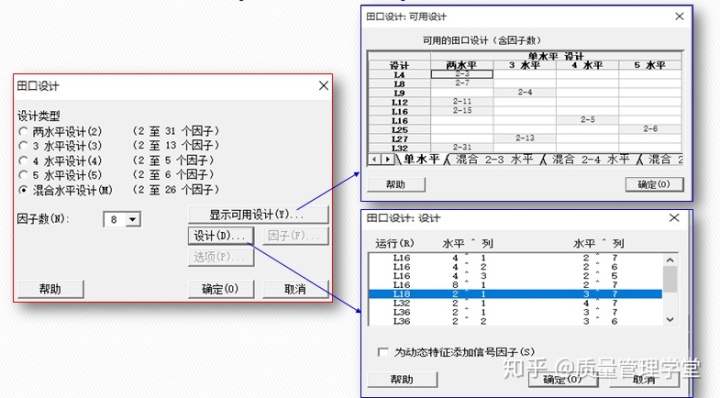
2. 静态田口设计--案例1
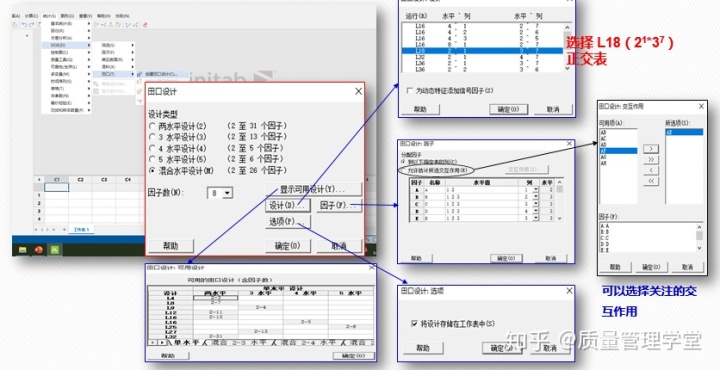
使用Mintab- 创建:

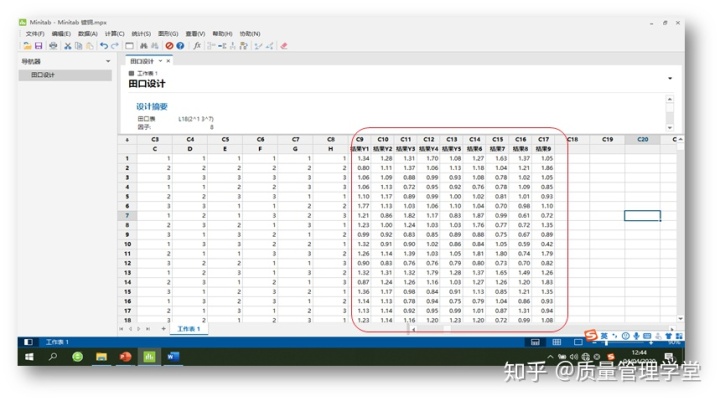
使用Mintab-- 实施实验/记录
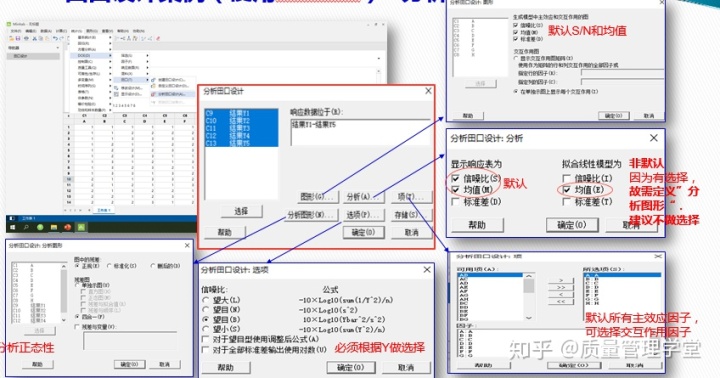
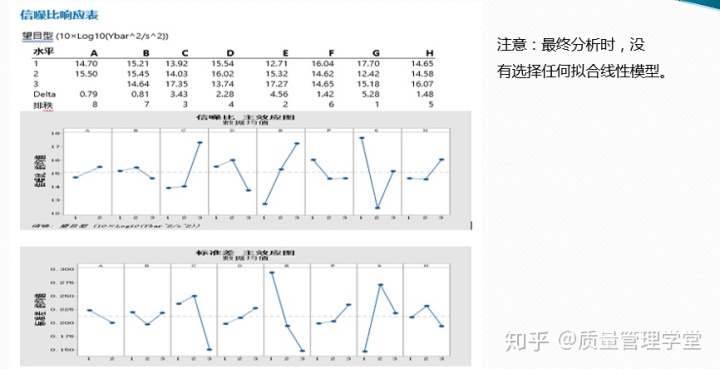
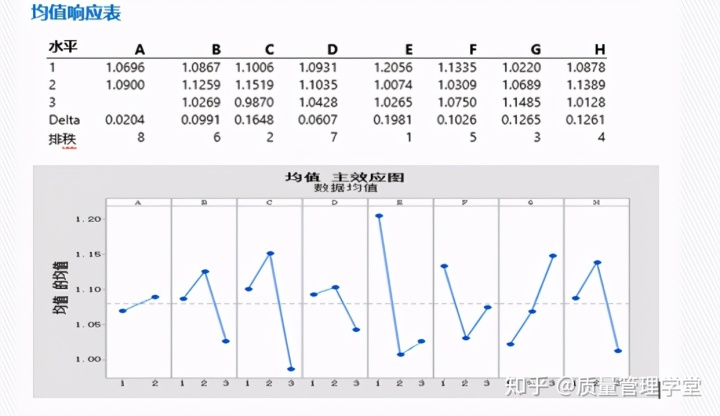
使用Mintab- 分析

重要因子判定准则与分类
重要因子判定准则:(一半一半原则)
一组因子中一半视为重要,一半视为不重要。
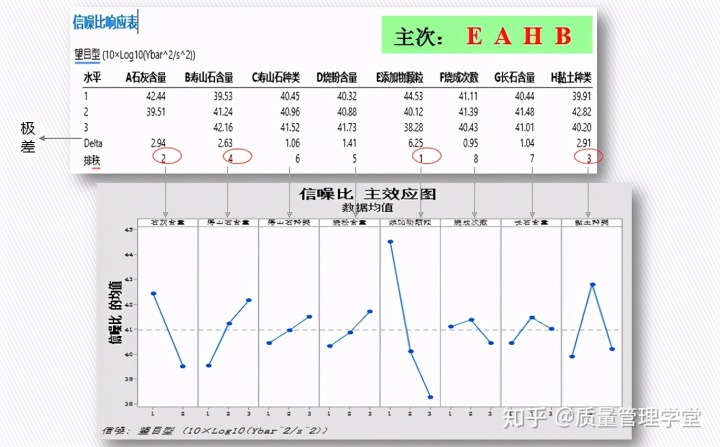
S/N效应排列: E A H B D
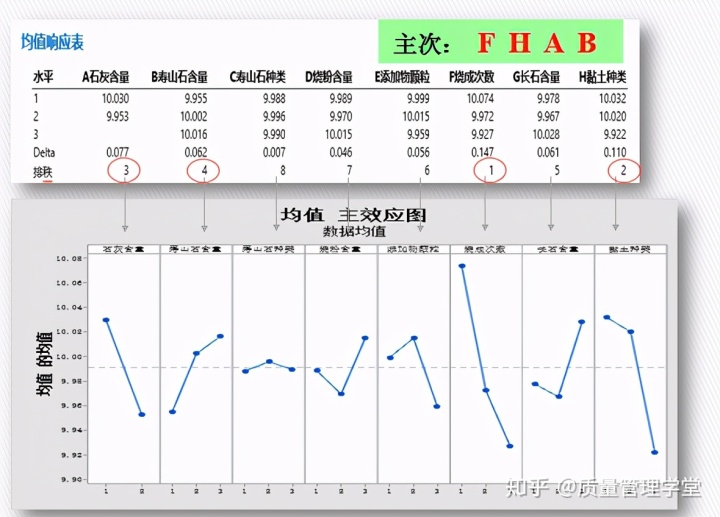
均值效应排列:F H A B G
因子四种分类:
1、对SN比和均值都有影响;
2、对SN比没影响,但对均值有影响;位置因子/调节因子
3、对SN比有影响,但对均值没影响;分散度因子
4、对二者均无影响的因子。
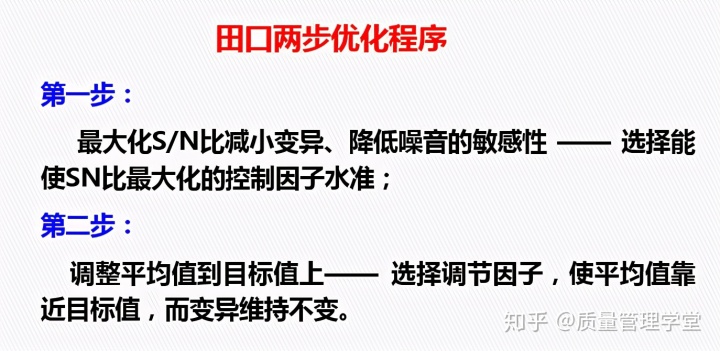
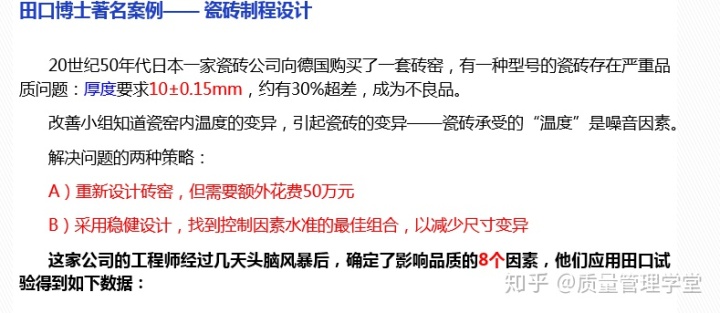
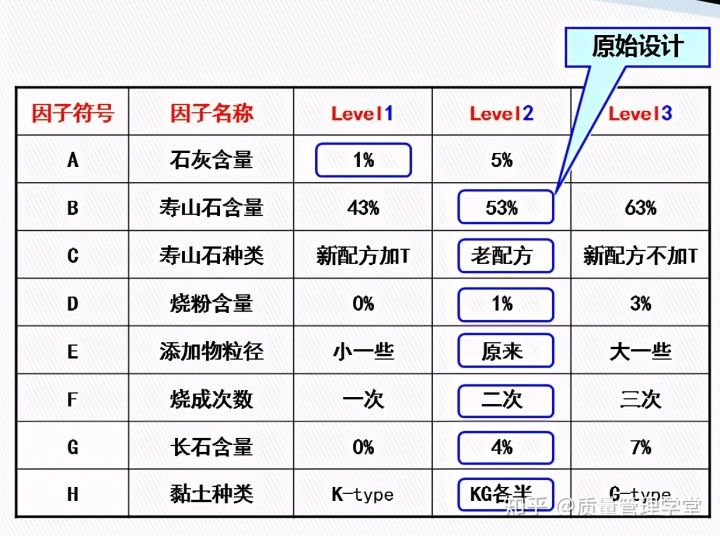
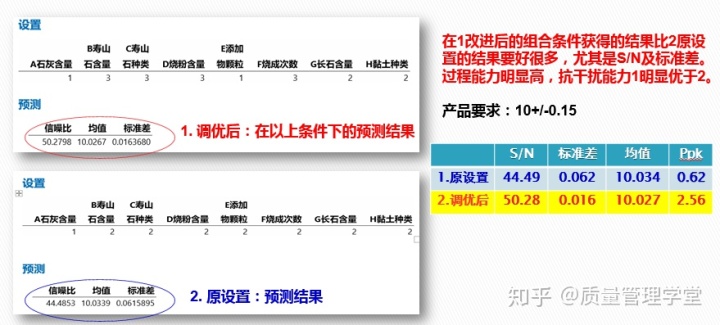
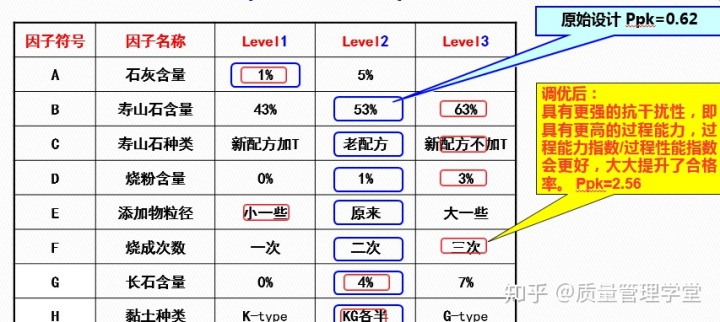
瓷砖设计的可控因子分类与优化策略

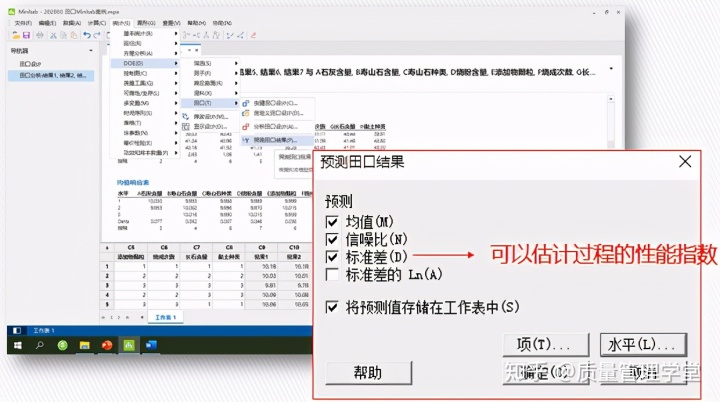
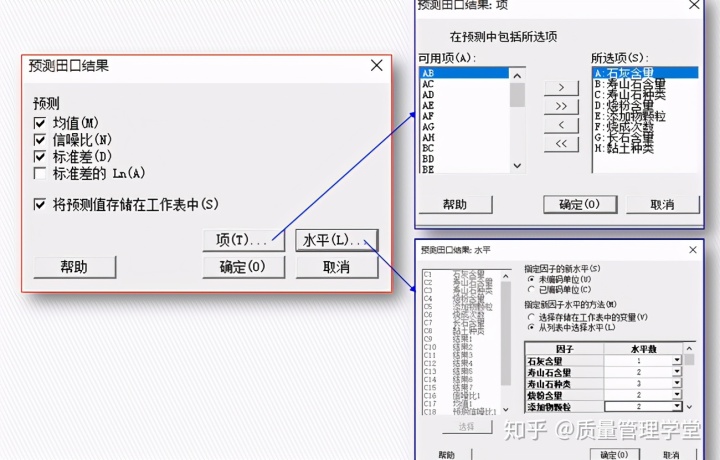
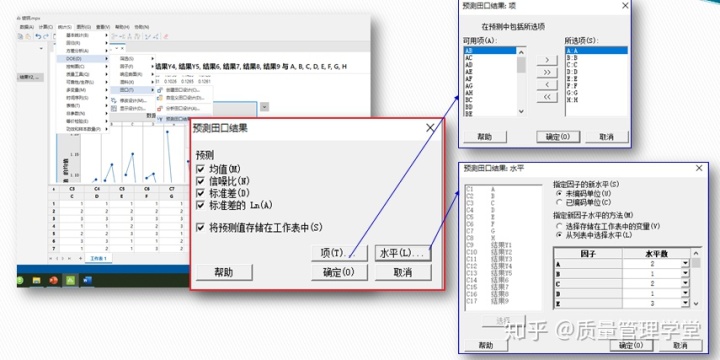
使用Mintab- 预测
3. 静态田口设计--案例2
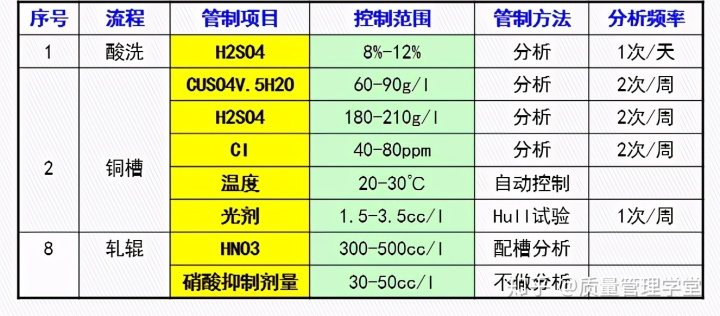
案例2:PCB板的镀铜线质量优化。(按DOE流程,识别定义改进项目工作事宜,略)
情景:改善前操作规范
使用Mintab)- 创建
使用Mintab)- 实施实验/记录
每次试验后对Y进行测量,建议使用多次测量均值;测量系统具有很好的分辨力,可接受重复性/再现性,可接受的偏倚/稳定性和线性(见MSA测量系统分析)。
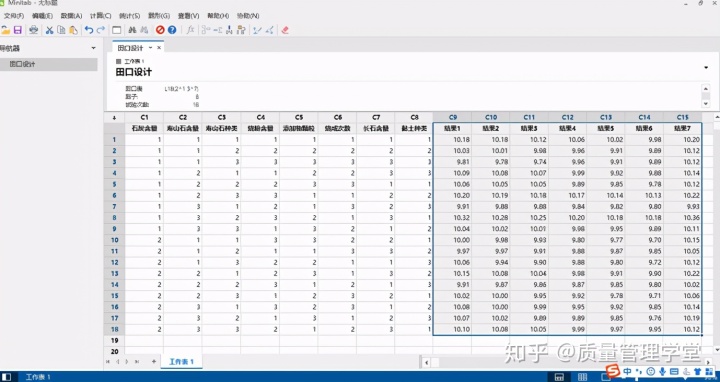
做好记录,整理进Mintab 一空白列,则其为“Y 响应”列,如下:
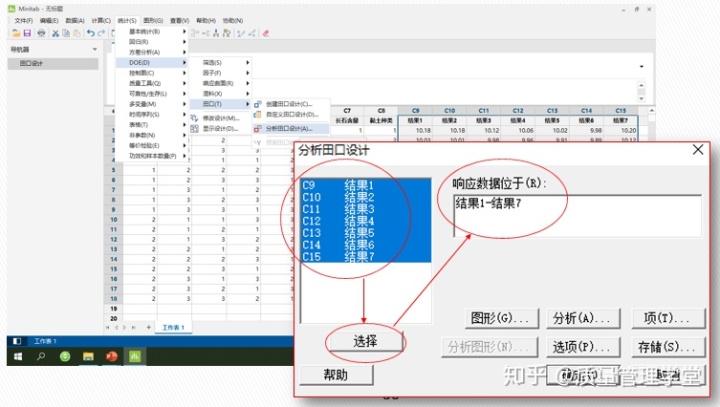
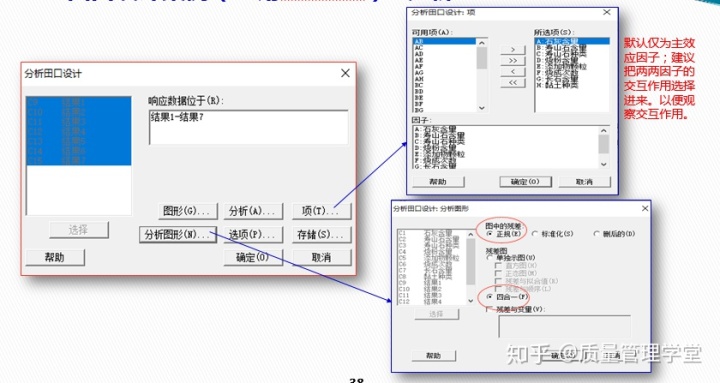
使用Mintab)- 分析
因子影响次序:
G E C D H F B A
显著重要因子:
G E C D H
最佳因子水平组合:
A2 B2 C3 D2 E3 F1 G1 H3
使用Mintab)- 预测
实验的样本规模与度量-1
计量型数据最低限度样本量: n≥3
计数型数据最低限度样本量: n=50
利特克量化尺度
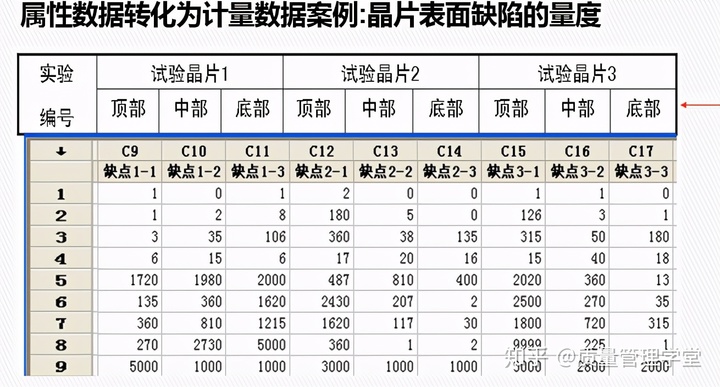
将属性数据转换为连续数据
进行评分,定义10为最好,1为最差(反之亦可)
量化后的样本保持在5~10个足够
管理领域的样本度量
譬如衡量顾客满意度,或者某服务流程的绩效,可以设计优劣等级和评分标准,如百分制
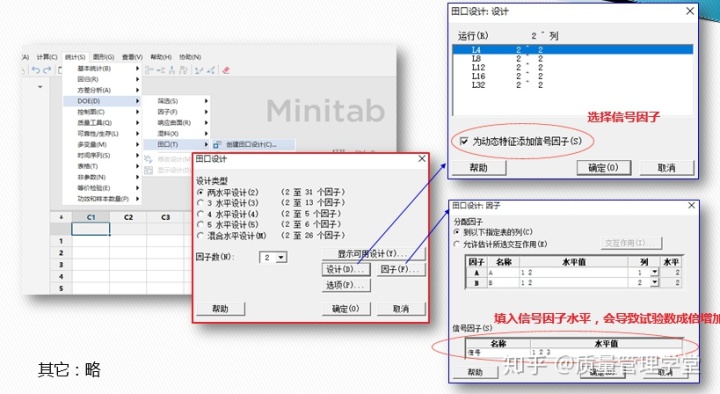
4. 动态田口设计
如果在一个田口设计中加入了信号因素,就变成了一个动态响应设计。信号因子至少须有2个水平。
动态设计的目的:研究一个动态系统的信号与响应之间的关系。
在正交表中加入信号因子后,其实验的次数(行数)会成倍增加,并与信号因子的水平数成比例。
[问题] 一位QE工程师正在尝试提高一个测量系统的稳健性。测量系统属于动态的,因为输入信号的改变会影响输出的结果。在这里,信号因素是被测物的真值,而输出响应则是测量所得的值,如果信号因素与输出响应之间是1:1的关系,这个测量系统就是完美的。
信号因子的水平至少要选择2个。

















 9467
9467

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









