






摘要:以Q235低碳钢和5182铝合金为研究对象,采用有限元方法对自冲铆接工艺过程和接头拉伸剪切过程进行数值模拟,并与试验结果进行对比分析,模拟结果和试验结果吻合较好。在数值模拟的基础上,通过正交试验设计的方法研究了模具工艺参数对钢-铝异种金属自冲铆接接头几何参数和剪切强度的影响规律,分析了影响接头铆接质量的关键因素以及在1.5 mm Q235+1.5 mm 5182板材组合下模具的最优工艺参数组合,为半空心自冲铆接模具优化设计提供有益的参考。
关键词:自冲铆接 数值模拟 模具工艺参数 铆接质量 正交试验设计
1、前言
使用高强度钢板代替普通钢板是汽车轻量化设计的一个重要手段。然而,单纯采用高强度钢进行车身轻量化的空间已十分有限,随着新材料的不断发展,多材料结构设计已成为今后汽车车身轻量化设计的趋势。多材料结构设计为汽车轻量化提供了更多的选择,同时也对车身制造技术尤其是连接技术提出了新的挑战。目前,采用半空心铆钉的自冲铆接已经成为钢铝混合车身及全铝车身装配时采用的主要的连接工艺。
半空心自冲铆接的铆接质量与众多因素有关,如铆钉尺寸、模具尺寸、冲头压力、铆接速度等。目前关于模具工艺参数变化对铆接质量影响的研究主要集中于一到两个参数,刘秀全、黄志超等研究了凸台高度对铆接接头自锁性能的影响,万淑敏、金鑫等研究了凸台高度和模腔深度对铆接质量的影响。
对Q235低碳钢和5182铝合金板材组合的自冲铆接及拉伸剪切过程进行了数值模拟,并与试验结果进行对比。在数值模拟的基础上,通过正交试验,设计16组不同尺寸参数的模具,研究凸台角度、凸台高度、模腔直径、模腔深度4个工艺参数对半空心自冲铆接质量的影响规律,为模具优化设计提供有益参考。
2、铆接质量评价方法
自冲铆接也叫自穿刺铆接,是一种使用实心或半空心铆钉连接两层或多层板材的冷成形连接工艺。半空心自冲铆接工艺过程可分为压紧、剪切、展开、回程4个阶段,如图1所示。
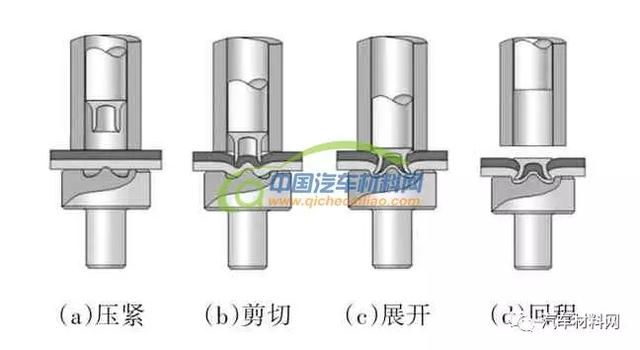
图1 半空心自冲铆接工艺流程
自冲铆接质量可以通过准静态强度试验和接头几何参数两种方法进行评价。研究表明自冲铆接接头十字拉伸强度和对接剥离强度与搭边剪切强度成一定正比关系,因此主要研究接头剪切强度。而接头几何参数包括底切量、底部厚度和剩余厚度,如图2所示。其中,U为底切量,B为底部厚度,R为剩余厚度。底切量越大,说明铆钉与下层板所形成的自锁程度越大,接头越可靠,同时接头底部厚度和剩余厚度不宜过小,否则容易导致下层材料铆穿或脱落。
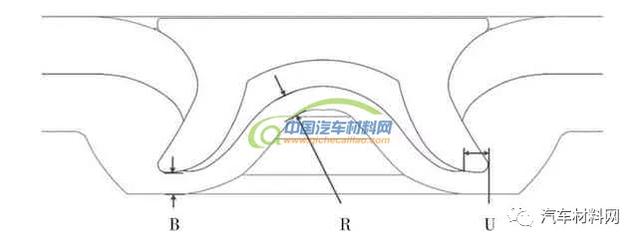
图2 铆接接头几何参数
3、有限元仿真
3.1 自冲铆接
自冲铆接属于典型的金属塑性成形过程,具有大位移、大变形的特点,在求解过程中板材和铆钉均发生较大的塑性变形,为了避免在计算中因材料变形过大而产生网格严重畸变影响计算效率和精度,借助LS-DYNA的R-adaptive自适应网格方法对变形较大的网格进行自适应细分来提高模型的仿真精度。
针对实际工艺中1.5mm Q235低碳钢和1.5mm 5182铝合金板两种材料自冲铆接过程进行数值模拟。模型由冲头、铆钉、压边圈、上下板料和凹模六部分组成,因为模型为轴对称,取模型一半进行分析,如图3所示。材料力学参数如表1,其中,铆钉和上下板料为塑性体,选择LS-DYNA中的MAT_PIECEWISE_LINEAR_PLASTICITY材料属性,网格尺寸设为0.1 mm,其余部件视作刚形体,选择MAT_RIGID材料属性。冲头网格尺寸设为0.4mm,压边圈和凹模网格尺寸设为0.2mm。采用CONTACT_2D_AUTOMATIC_SINGLE_SURFACE定义各接触面之间的接触特性,通过库伦摩擦模型描述各接触面之间的摩擦特性,摩擦系数设为0.2。整个过程冲头的位移量为6.0mm,铆接时间0.01s。

图3 半空心自冲铆接有限元模型
表1 材料力学参数

铆接过程中铆钉和板料的塑性变形情况如图4所示(h为冲头行程),可以看出仿真模型能很好的模拟出自冲铆接各个阶段铆钉和板料的变形情况;图5为数值模拟和试验结果载荷-行程曲线,可以看出仿真曲线在整个自冲铆接过程均能较好的与试验曲线相吻合,证明了模型的有效性。
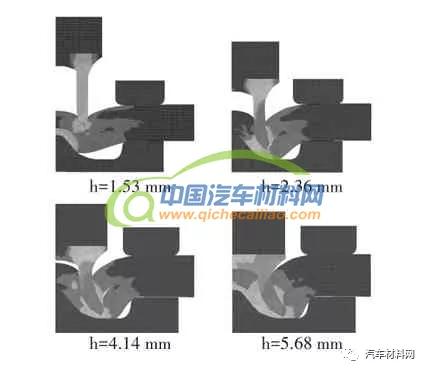
图4 铆钉和板料的塑性变形
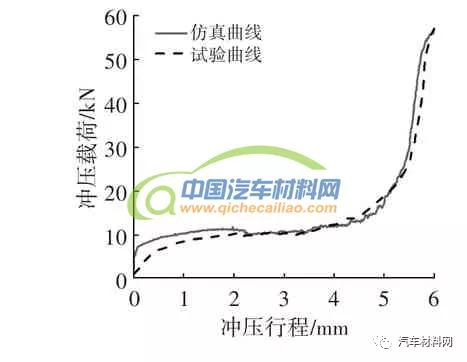
图5 自冲铆接冲压载荷—行程曲线
3.2 拉伸剪切
自冲铆接接头存在两种不同的失效模式,即铆钉脱出失效和母材失效。铆钉脱出失效是指铆钉在拉剪力的作用下从接头处完全被拉出,造成接头失效;母材失效是指在拉剪力的作用下,铆钉仍嵌在接头处,而铆钉所接触的母材因为发生较大的塑性变形而造成接头失效。自冲铆接接头的拉伸剪切过程采用ABAQUS/Explicit进行数值模拟。由于在自冲铆接接头拉伸剪切过程中,材料发生变形的能量来自于外加载荷,而能量的传递和消耗是靠材料间的接触和摩擦完成的,因此为了简化模型,模拟过程只考虑外界施加的载荷、材料间的接触情况和摩擦因素,不考虑接头成形时产生的预紧力等因素的影响。
按照自冲铆接完成后的接头横截面形状,建立自冲铆接接头有限元模型,模型的几何尺寸如图6所示。考虑到模型沿板料轴向方向对称,故取二分之一模型进行计算。模型由上层板料、下层板料和铆钉三部分组成,接触类型使用ABAQUS接触关系中的通用接触;设定钢-钢之间的摩擦系数为0.15,钢-铝之间的摩擦系数为0.17;边界条件的设置与拉伸试验一致,拉伸速度为0.05mm/s,拉伸距离为4mm。
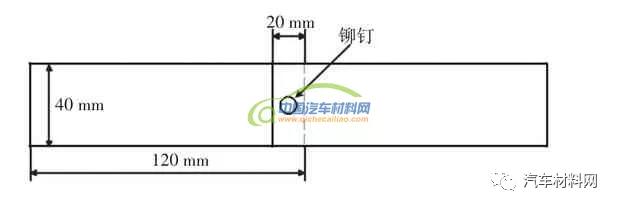
图6 自冲铆接接头尺寸示意
通过数值模拟分析可以得到自冲铆接接头的失效形式和载荷-位移曲线分别如图7和图8所示。可以看出,数值模拟的接头失效形式和试验结果一致,均为下层板材撕裂的母材失效,载荷-位移曲线和通过拉伸试验机得到的曲线的变化趋势基本一致,说明有限元模型能够较为准确的模拟接头的拉伸剪切过程。

图7 试验与仿真接头失效形式
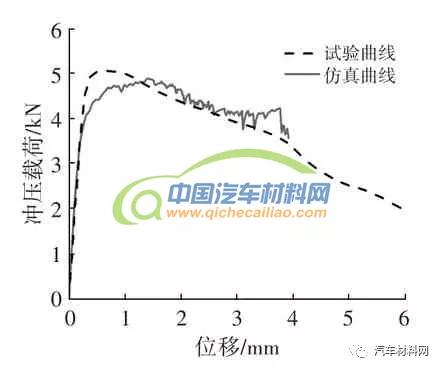
图8 试验与仿真载荷-位移曲线
4、模具工艺参数优化
铆钉选择的主要依据是待铆接板料的厚度,本文选用1. mm Q235低碳钢和1.5mm 5182铝合金板材的铆接组合,参考文献15提出的方法,选用腿部直径5.3mm,长度为6 mm的半空心自冲铆钉。
4.1 模具工艺参数
模具设计的关键是模腔设计。模腔主要由内壁、中间凸台和下底组成,模腔尺寸如图9所示。
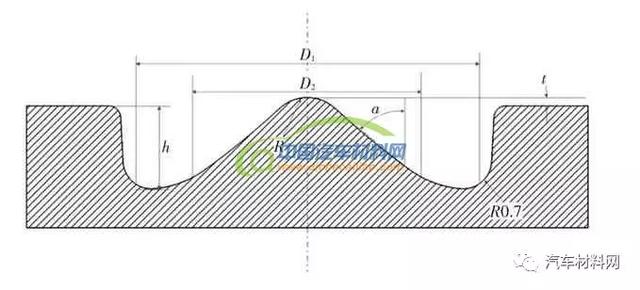
图9 模具主要工艺参数
主要工艺参数如下。
a.模腔深度h,深度与铆钉伸出板厚的长度有关,取值一般不大于2.17 mm,但应大于1.5mm;
b.模腔直径D1,D1的取值与铆钉的头部直径Da有关。

式中,t2为下层板料的厚度;
c.凸台直径D2,一般而言,D2=D1-(3~4)mm;
d.凸台角度α,α的取值一般为35°~50°;
e.凸台高度 t,t的取值很小,一般取 0~0.25 mm;
f.凸台顶部圆弧半径R,R值为非独立参量,当D2、h、t、a的取值确定之后,可由下式求出。

同时,模具的直线与直线相交处都要有适当大小的圆角半径,一般取0.5~0.7mm。
4.2 优化方案设计
采用正交试验设计的方法研究不同模具工艺参数对接头剪切强度的影响,使用字母代表不同的试验因素,数字代表各试验因素的水平,模具工艺参数水平设计如表2所示。
表2 模具工艺参数水平设置

选择L16(44)正交表设计了如表3所示的4因素4水平正交试验,试验结果如表4所示。
表3 模具工艺参数正交试验设计
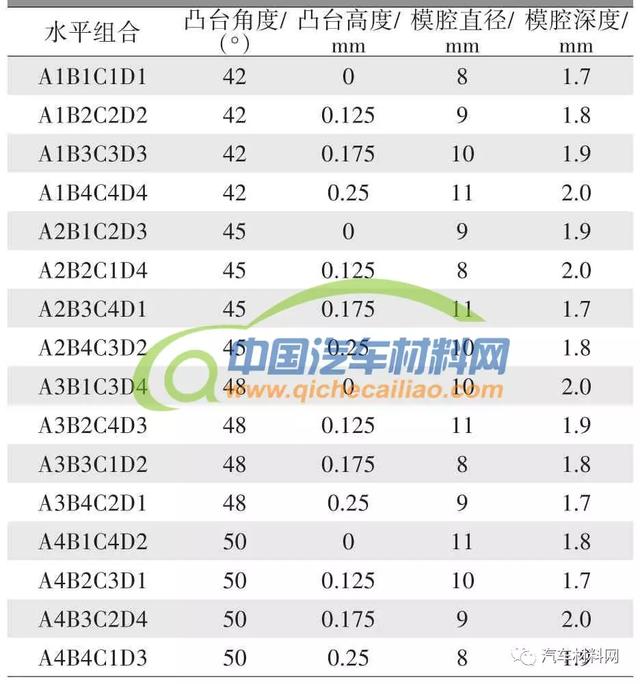
表4 正交试验试验结果

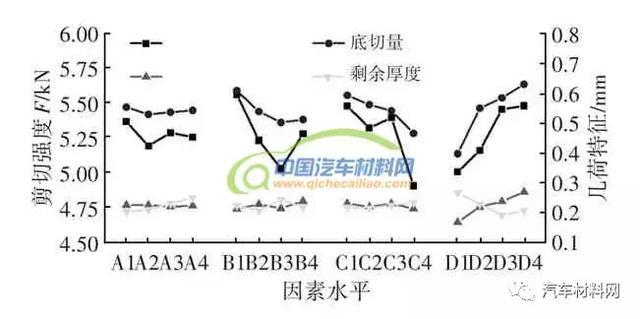
图10 接头因素水平与评价指标关系曲线
5、数据处理与结果分析
为研究模具凸台角度、凸台高度、模腔直径和模腔深度对接头铆接质量的影响规律,对试验数据进行处理分析,得出不同因素各水平下底切量、剩余厚度、底部厚度和剪切强度的关系曲线如图10所示。
从图中可以得出如下结论。
a.凸台角度主要对剩余厚度有影响,凸台角度增大,剩余厚度呈上升趋势;凸台高度对底切量有一定的影响,凸台高度增加,底切量呈下降趋势;模腔直径对底切量有较大的影响且呈反比关系,模腔直径越大,底切量越低;模腔深度对底切量、底部厚度和剩余厚度均有较大影响,随着模腔深度的增加,底切量和底部厚度增大,剩余厚度减小;
b.综合考虑接头剪切强度和几何参数,1.5mm Q235低碳钢和1.5mm A5182铝合金板自冲铆接最优模具工艺参数组合为A4B1C1D4,即凸台角度50°、凸台高度0mm、模腔直径8mm、模腔深度2mm的模具。
6、结论
a.通过数值模拟和试验结果对比分析表明,数值模拟能够较为准确的描述自冲铆接成形过程和接头失效行为,可以作为研究模具工艺参数对自冲铆接质量影响的一种有效分析方法,为相关车身连接工艺提供有益的参考。
b.根据分析结果,在选择或设计模具时,可以在模具合理工艺参数范围内,适当增大凸台角度和模腔深度,减小凸台高度和模腔直径,以获得较优的铆接质量。
来源:《汽车材料与工艺》
作者:解宇、谭继锦、程文文、季天宇















 1374
1374











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









