






 本文详细介绍了FANUC主轴定向的功能及其在数控加工中的重要性,包括定向注意事项、常见问题及解决对策。如主轴定向参数设定、定向故障排查、相关参数详解等,为操作人员提供了实用的参考。
本文详细介绍了FANUC主轴定向的功能及其在数控加工中的重要性,包括定向注意事项、常见问题及解决对策。如主轴定向参数设定、定向故障排查、相关参数详解等,为操作人员提供了实用的参考。

FANUC主轴定向注意事项
主轴定位功能介绍
主轴定位:通常主轴只是进行速度控制,但在一些特殊的情况下也需要对主轴进行位置控制。例如:在加工中心上进行自动换刀时、镗孔加工中因工艺要求而需要让刀时,以及车床在装卡工件等时都需要主轴准确的停在一个特定的位置上。这就是我们通常所说的主轴定向功能。
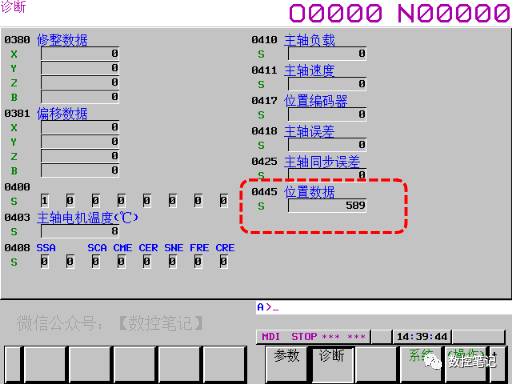
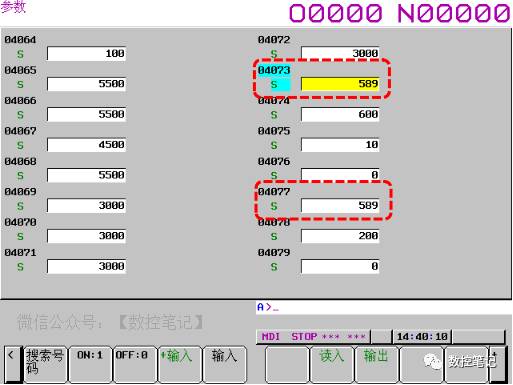
FANUC系统在更换完主轴、主轴电机、主轴编码器或定向偏位时,需要对主轴定位 重新设定;一般设定方法为:主轴定位矫正后,将诊断参数445内的数值写入到NC参数4073及4077内;FANUC诊断功能各参数含义大全
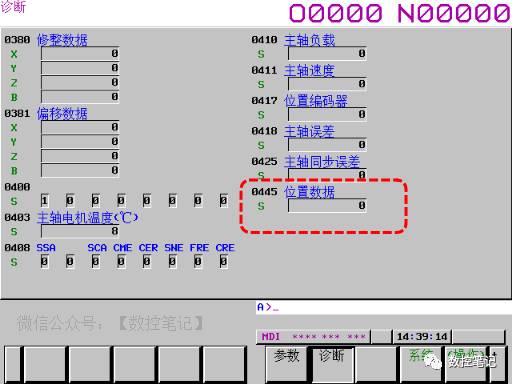
如果诊断参数445数值一直为0或复位后为0怎么办?
解决对策:
(1) 开机后先进行一次主轴转动 如:M3S500,然后执行一下M19,查看诊断445参数是否变化
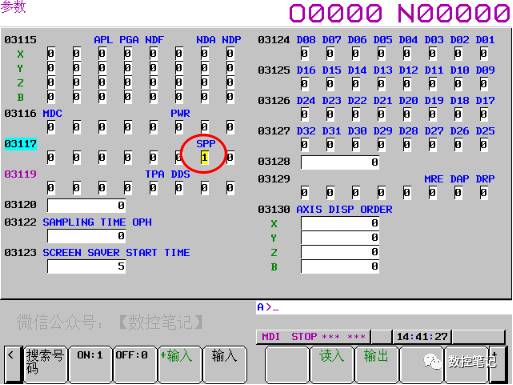
(2) 如果诊断参数445一直为0,检查NC参数3117#1是否为1
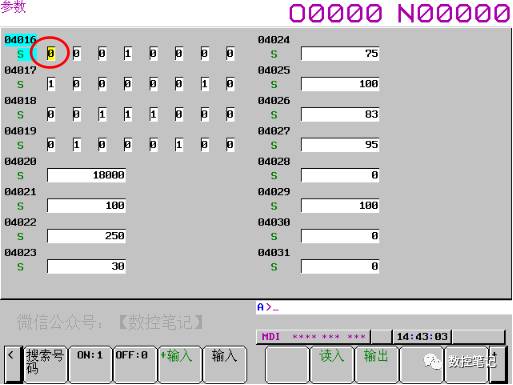
(3) 如果按下复位按键后,诊断参数445变为0,检查NC参数4016#7是否为0
主轴定位矫正后,将诊断参数445内的数值写入到NC参数4073 4077内,主轴定位即可设定完成
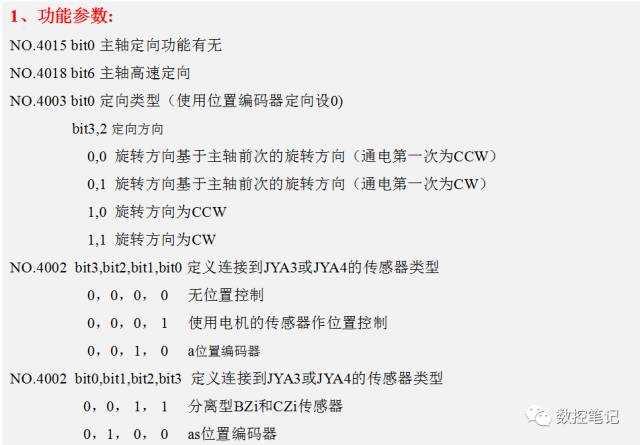
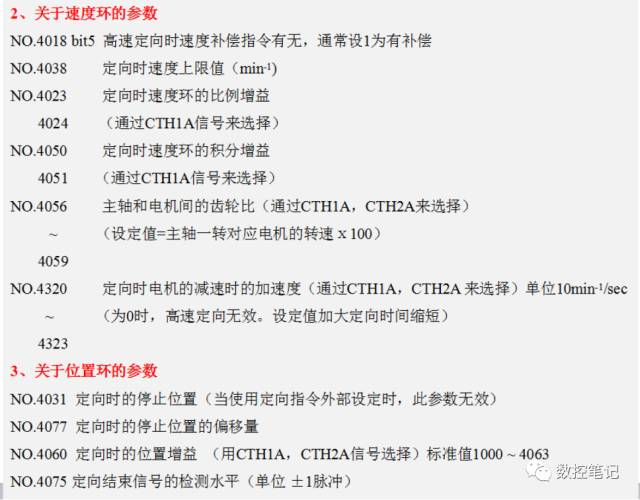
主轴定向相关参数:
1.初次定向,诊断里445没显示
(1)开机后先进行一次主轴转动 如:M3S500,然后执行一下M19,查看诊断445参数是否变化
(2)如果诊断参数445一直为0,检查NC参数3117#1是否为1
(3)如果按下复位按键后,诊断参数445变为0,检查NC参数4016#7是否为0
(4)在4077中随便填一个数值,在进行M19定向,再看看诊断参数445里是否有数值
2.主轴不能定向
重新填入电机代码,并用4019#7=1初始化,关机重启;主轴电机最高转速4020,4001#4为1,4002#0为1;再定向
3.主轴一定向的时候,就报SP9081(S)电机上传感器1转信号错误
检查高低档电子齿轮比是不是不对
4.圆盘刀库反复交换刀,保证每次交换刀的时候,主轴都转动定位
1604#0为1
4016#7改成1
4075(定位误差)由10改成20
另外4016#7设1,避免主轴高档的时候,转动主轴再定位,定位会不准
5.参数4003#3为1,主轴默认正转定向
有外部定位开关的时候,4003#3为0,先正转再定向,正转定向,先反转再定向,反转定向,中间是有一定的偏差,改为1,都是正向定向;没有带外部定向开关的时候,不管是不是1没影响
6.参数4006#1为1,主轴高低档定向快慢
4006#1设1,否则主轴定向太快就会找不到定位信号,主要针对高档,定向的时候就会一直转动
7.另外常用到的主轴定向相关参数
3705#1 GST通过主轴定向信号G29.5,0进行定向,1进行齿轮切换
3732 主轴定向时的主轴转速或主轴齿轮位移时的主轴电机速度。3705#1=0时,以/min为单位设定主轴定向时的主轴转速;3705#1=1时,按照下式设定主轴齿轮位移时的主轴电机速度,串行主轴时,设定值=16383乘以主轴齿轮位移时的主轴电机速度再除以主轴电机最大转速,模拟主轴时,设定值=4095乘以主轴齿轮位移时的主轴电机速度再除以主轴电机最大转速
4000#0主轴和电机的旋转方向,为0相同,为1相反
4002#3,2,1,0使用电机的传感器做位置反馈,使用外部一转信号时,设0.0.0.1
4004#2使用外部一转信号,设1
4004#3外部开关信号类型,根据表调试手册表设,用公司的定向开关设1
4010#2,1,0设定电机传感器类型,设0.0.1
4011#2,1,0电机传感器齿数,初始化自动设定
4015#0定向有效,设1
4056-4059电机和主轴的齿轮比,根据具体配置,对于主轴电机和主轴之间不是1:1的情况,一定要正确设定齿轮比(参数 4056-4059 和4500-4503)
4171-4174电机和主轴的齿轮比,根据具体配置
3729#0 在串行主轴中,是否执行基于位置编码器的停止位置外部设定型主轴定向功能根据具体配置
4038 主轴定向速度
4077 位置编码器方式定向停止位置偏移量(MAIN 主轴)
4228 位置编码器方式定向停止位置偏移量(SUB 主轴)
8135#4 主轴串行输出时,是否使用主轴定向
内容来源:数控驿站 www.sk1z.com

【精选文章】
CNC立式加工中心几何精度检测方法
FANUC系统常用参数汇总
FANUC/三菱/西门子/Brother主轴定位设定
FANUC 主轴定位 主轴编码器 相关知识剖析
FANUC APC绝对/SPC串行脉冲编码器报警
FANUC伺服、放大器、电机、编码器简介
FANUC编码器是增量式还是绝对式的?
为什么编码器需要光栏板?
增量型编码器与绝对型编码器区别
FANUC系统如何屏蔽机床主轴外置编码器
FANUC NC Guide V17.1数控仿真系统
【资料】FANUC 0i-F PLUS全套资料
【资料】各类测头安装调试汇总
FANUC BFM标准化参数设定工具 参数生成软件
FANUC LADDER-Ⅲ V8.9 软件下载及安装步骤
FANUC程序传输工具使用步骤(V16.0最新版)
FANUC CNC Setting Tool for 0i-F Beta 软件
FANUC PMC EX中文报警设定方法
FanucMacroHelper宏程序助手下载
FANUC齿轮比速断软件V1.0
FANUC 31i系统 PMC全套原创视频教程
FANUC 31iA/B系统全套原创视频教程
数控驿站┃千G资料+软件 随时下载!


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









