






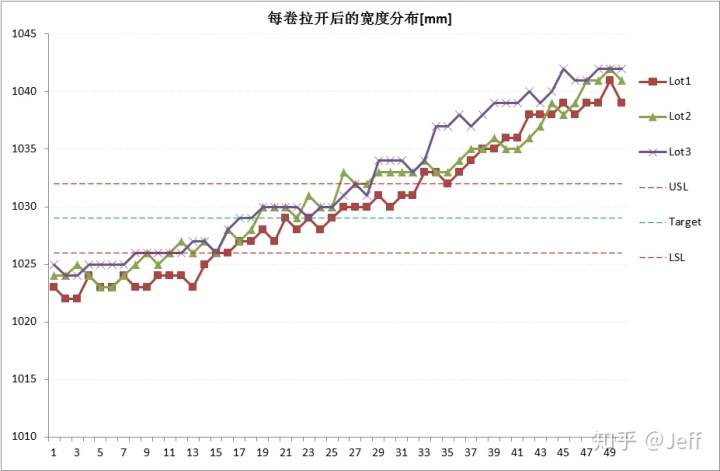
某橡胶厂在生胶片压制过程中需要控制生胶片的厚度(2.6+/-0.1mm)和宽度(1029+/-3mm)两个质量指标,其中厚度的过程能力控制的很好,但是成品的宽度经常被投诉,要么宽了、要么窄了等。生胶片的制作类似于自动擀面皮机的工艺,不过做出来后需要收卷到一个轴上,通常会是50m/卷。经调查调查得知,一卷胶料从起头开始用,存在越用到里面越宽的现象,如下图所示:

同工程师了解下来,过程主要影响的控制参数有:
- 切刀间距:当前设置1022mm
- 辊1速比:当前设置10
- 辊2速比:当前设置1.8
- 收卷张力:没有管控,只能手动调节,不可量化
- 确立因子Factors:
由于A影响的是整体宽度,类似于offset调整,故DOE计划时固定不变,只考虑B、C、D三个因子来安排DOE试验.
- 选择响应变量Responses:
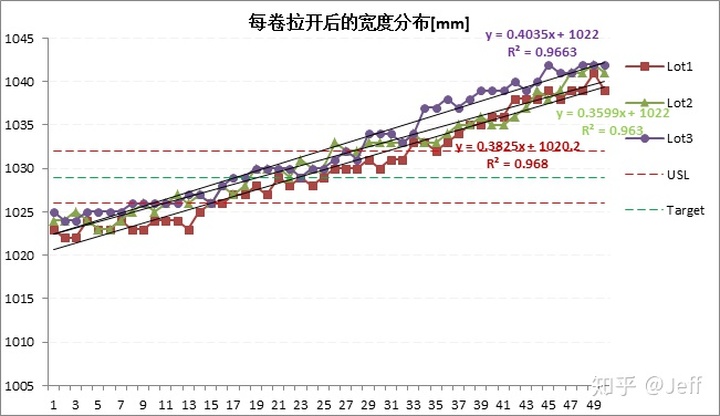
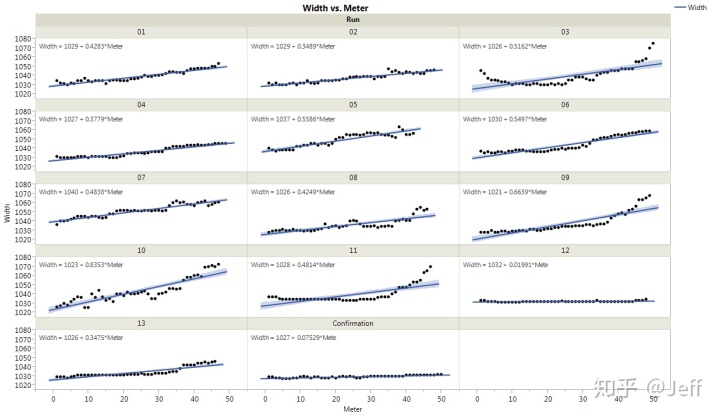
那响应变量该怎么选择呢?宽度和厚度肯定是都要考虑的,不能通过DOE优化好了宽度把厚度给超差了。对于宽度而言是该选择平均宽度还是某个固定位置的宽度,再加上宽度的波动呢?这里给出的答案都不是,从上面的宽度随拉开的米数可以看得出呈现很强的线性关系,如下图,R2值都在90%以上,Y = Slope * x + Intercept,取Slope作为DOE的响应变量Y1,当Slope 0时,是不是说明该卷料的宽度从头到尾越均匀呢,这样可以反映出整卷宽度的特点;同时选择厚度的平均值作为Y2(这里因为厚度的过程能力足够好)。
Slope范围的定义:由于宽度公差为±3mm,对Slope的最低要求是整卷料的宽度刚好控制在规格内:|Slope| ≤ 6 / 50 = 0.12.
对于厚度而言,由于过程能控制足够稳定,只要均值不超出2.6±0.3mm都没问题。
- 决定因子水平Level:
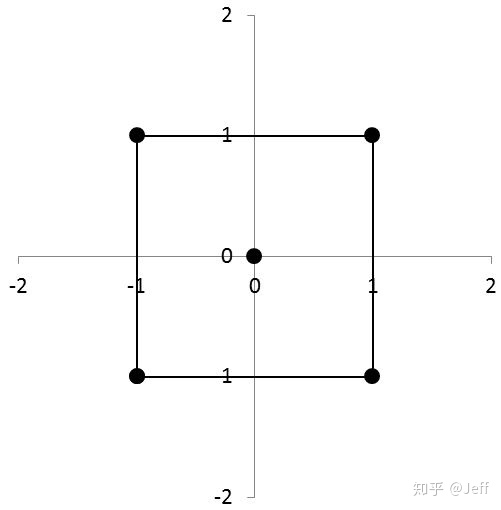
由于缺乏因子调整后对宽度影响的经验,也不清楚调整因子后对Y产生什么的影响,故此在2k试验里需要增加中心点,而且该中心点即为当前的设定参数。
DOE方案用的是23, Ct Pts = 2, Replicate = 1(出于成本和资源的考量,仿行数Replicate设为1), 一共10个运行,得到如下结果:

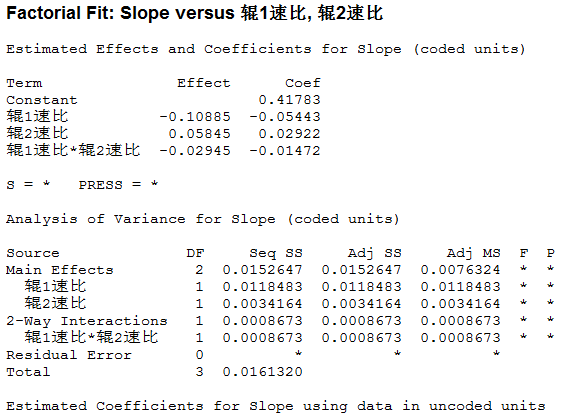
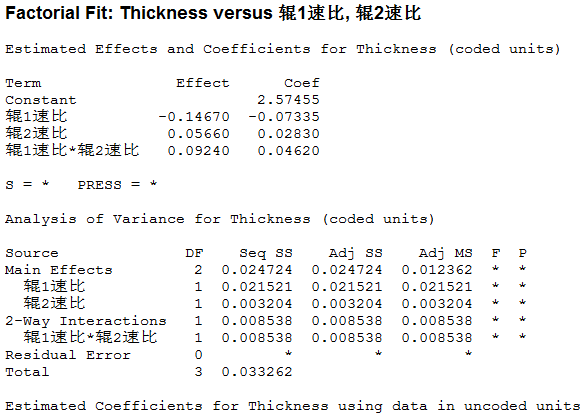
- DOE结果分析(这里分析重点在Slope的优化,厚度的分析就不一并列出):
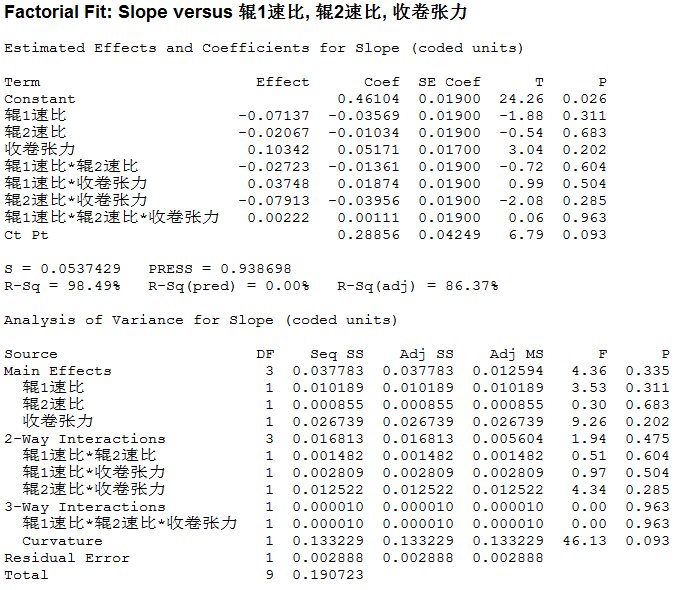
- 模型简化Reduce Model:
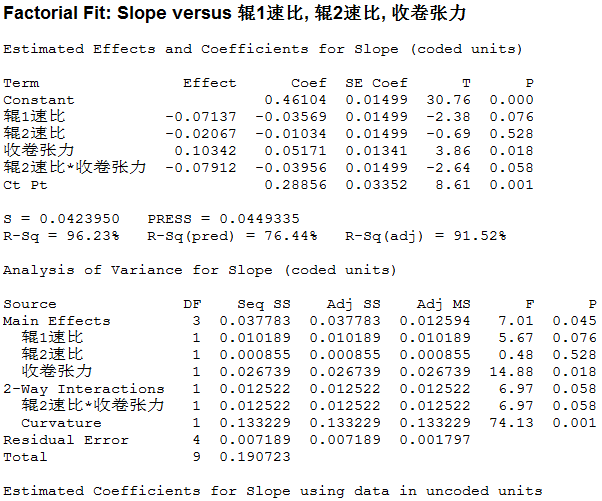
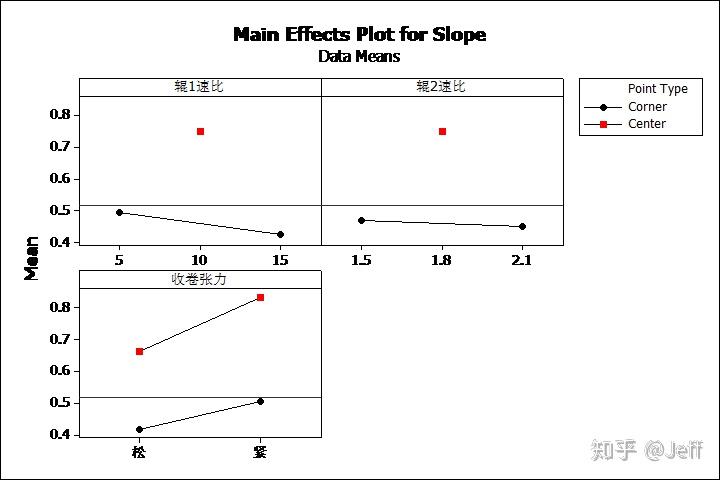
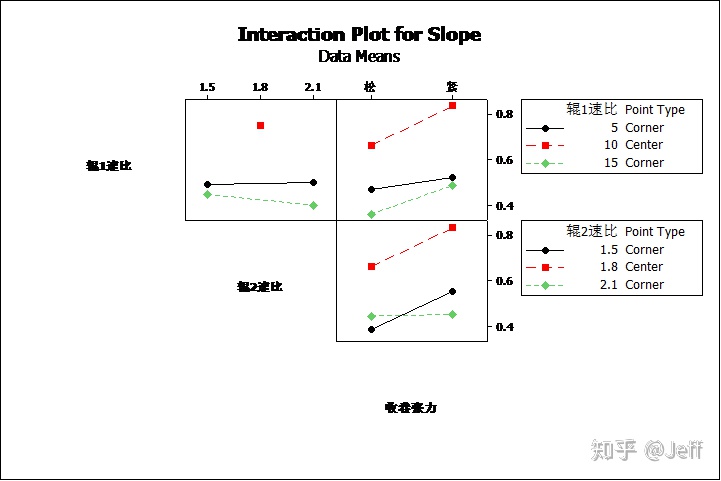
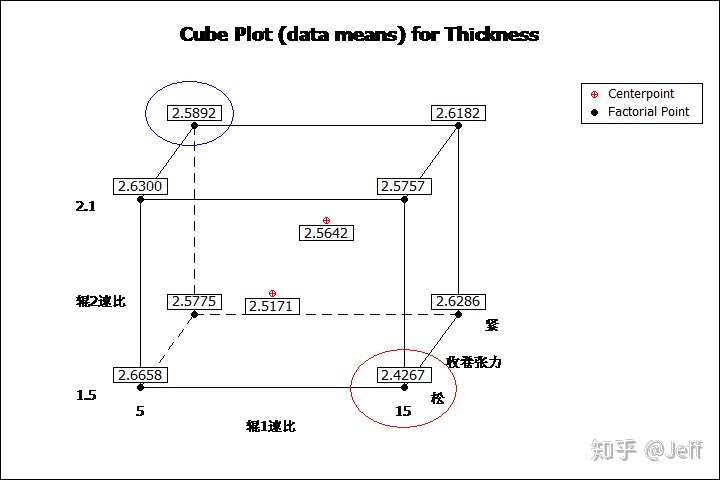
- DOE结论1:
- 中心点虽然是显著,但体现的Slope值是越大,与期望的结果相反,故先行不考虑;
- 因子“收卷张力”可以固定为“松”。
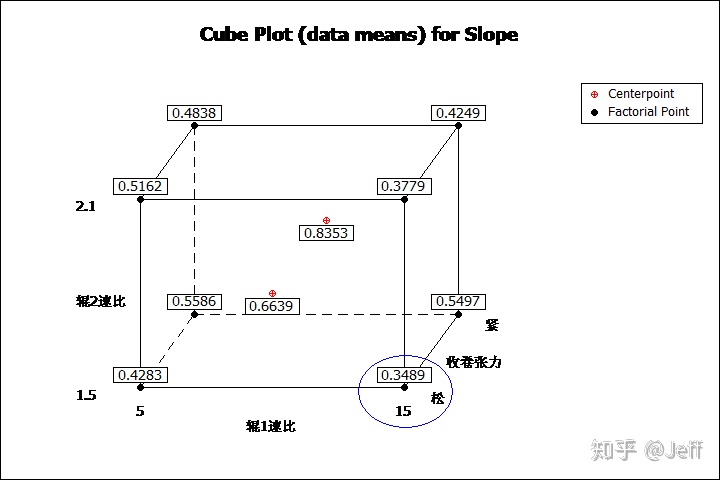
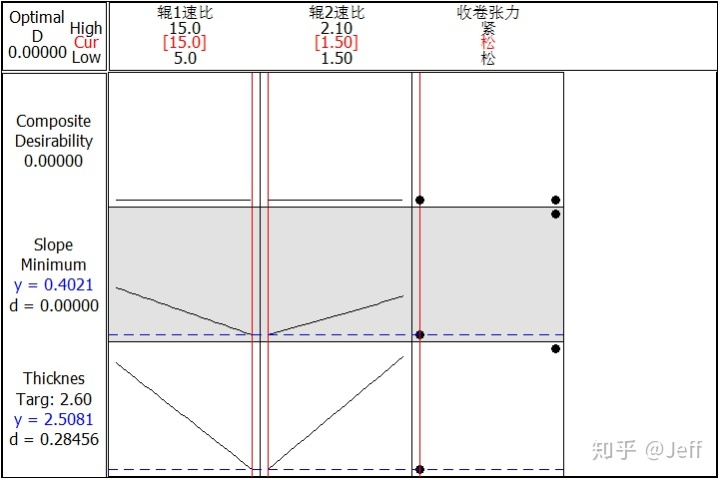
- 模型内Slope最小值的设定在B = 15,C = 1.5,D = 松;但厚度不然。从目前的模型来看没有办法同时满足Slope和Thickness的要求
- DOE二次分析:
根据结论1,可以对DOE进行二次分析,即取收卷张力 = “松”的条件:

分析到这里,P-Value都是*号,没办法进行了,咋办?P-Value为*号,是因为DOE的Replicate = 1,导致模型里的自由度不够分配了,我们可以看到DF(Residual Error) = 0,但仍然可以得到有用的信息的。可以做等高图(Contour Plot)分析:
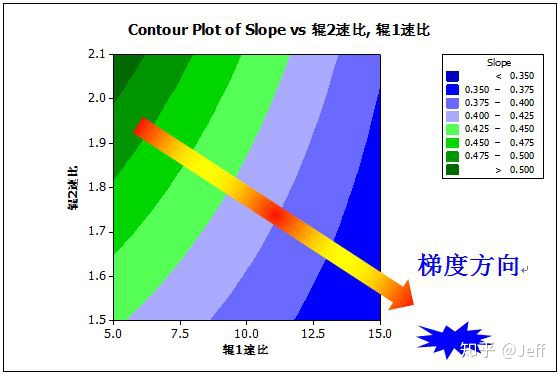
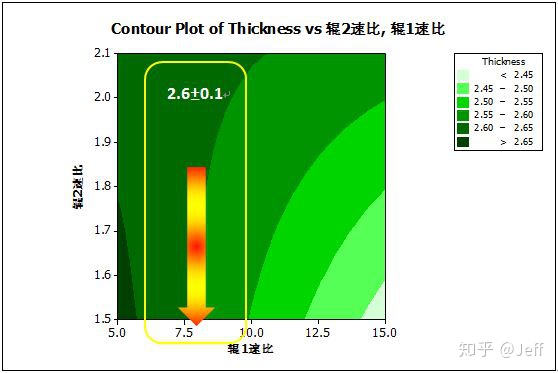
从等高图来看,规律还是很明显的, 只不过期望的结果好像不在一个方向上,该如何调整呢?把辊2的速比继续减小会出现什么的结果?
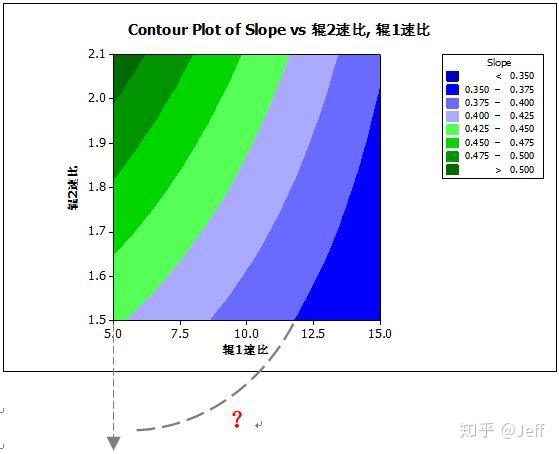
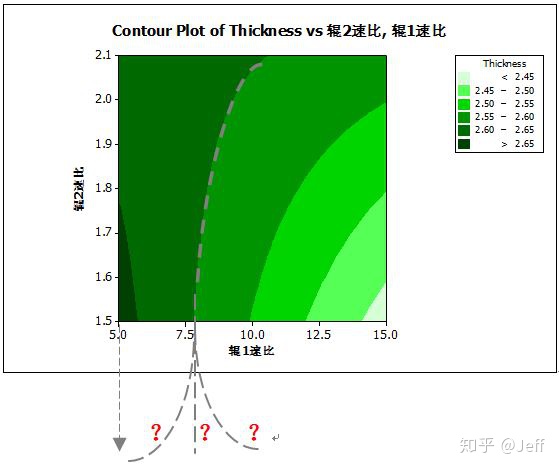
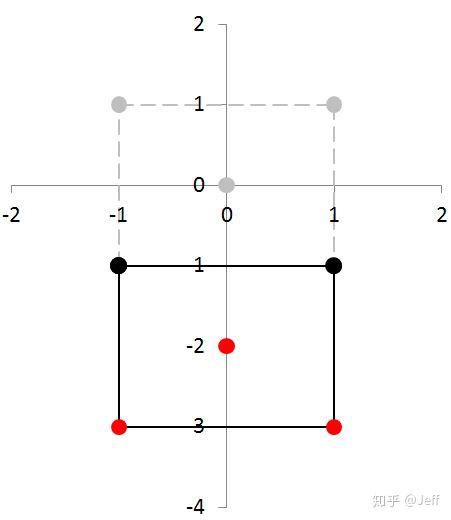
- 追加DOE:
这就需要追加DOE来做进一步建模验证了,步长向下走2个单位步长增加3次试验(红色点),便可得到新的22+ct pt试验了,收集数据后进行分析。

当然,这里DOE的分析结果仍然会显示P-value为*,可以略过这个结果,直接上因子效应图:
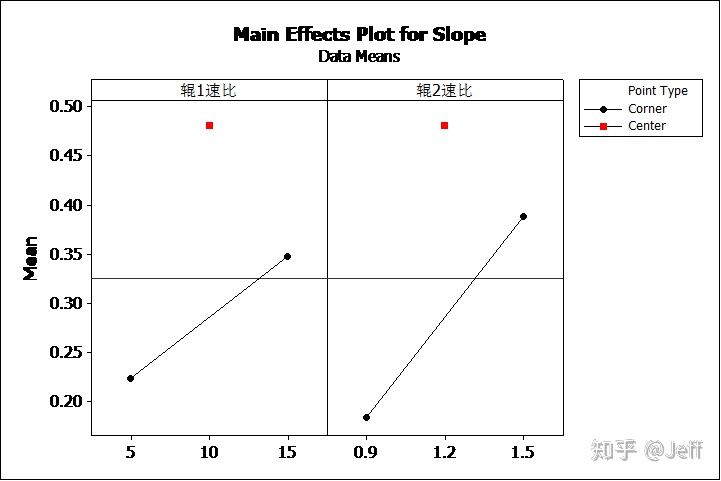
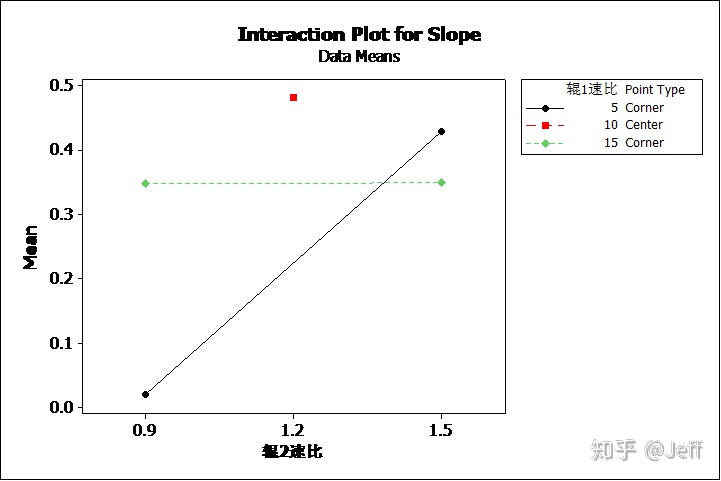
- DOE结论2:
- 中心点显著,但仍旧是与期望相反的方向。
- Slope有出现< 0.12的情况了,接下来就要在确认下Thickness满不满足要求了。
去除中心点对Slope和Thickness进行Contour Plot分析:
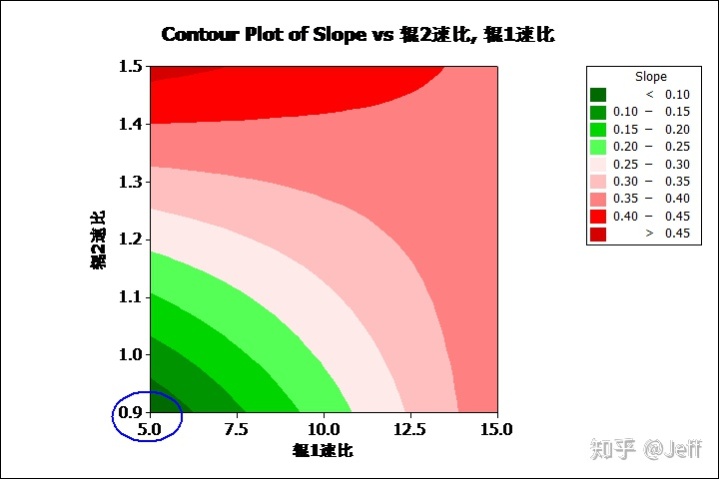
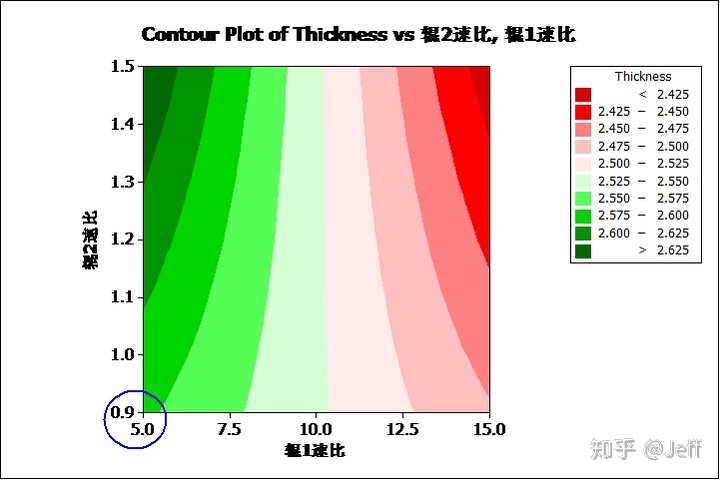
共同的设定点已经有了,就是DOE里的第12个Run的设定了。

根据Run12的结果,整体宽度为1032mm对因子A切刀间距进行补偿调整,增加-3mm的offset,然后安排确认试验Run = Confirmation。
最后,进行参数标准化:
| 因子 | 变更前 | 变更后 |
| 切刀间距A | 1022 | 1019 |
| 辊1速比B | 10 | 5 |
| 辊2速比C | 1.8 | 0.9 |
| 收卷张力D | 无控制 | 松 |
DOE应用总结:
- 响应变量的转换选择,不要局限于最终的产品特性,确立最合适的Y。
- 中心点的决策,显著不一定是所需的。
- 模型简化,在不影响分析结论的情况让模型越简单越好。
- 对P-value为*时的处理,没有给出P-value不代表没有有用的信息。
- 模型的扩展延伸,梯度方向的延伸是最快速的。
- 二次DOE要在第一次DOE的基础上扩展,并有效利用第一次DOE的数据。
- 得到合适的参数后需要加以验证,确保不受偶然因素或模型误差的影响。
- Jeff整理于2019/12/03
[完]
转载请注明出处,微信公众号:















 4068
4068











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









