







选择绘制草图命
选择绘制草图命令

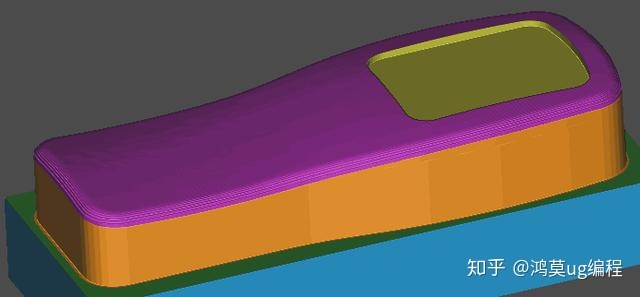
,绘制7-1所示草图
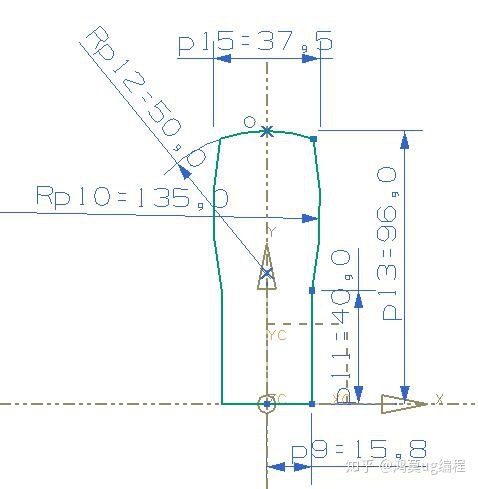
对草图进行尺寸约束,然后点击完成草图命令

。
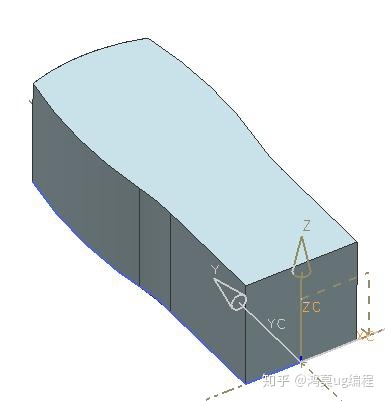
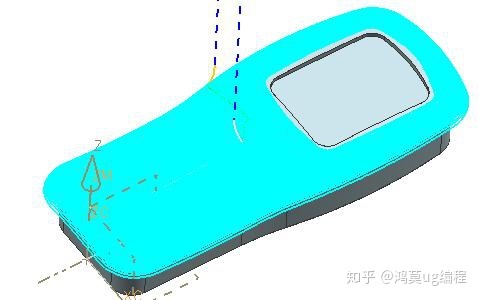
选择拉伸命令

对草图进行拉伸,拉伸高度为30,使用倒圆角

,棱边倒圆R72mm,如图所示
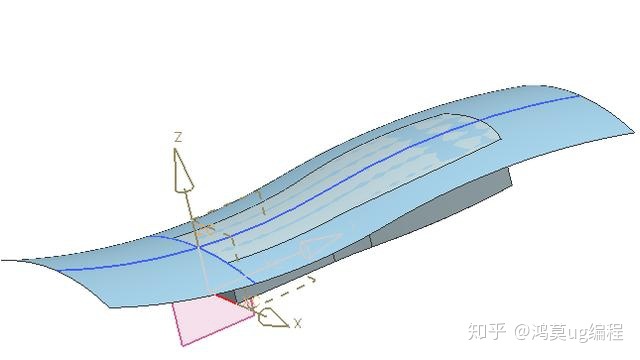
在yz平面创建引导线如图所示
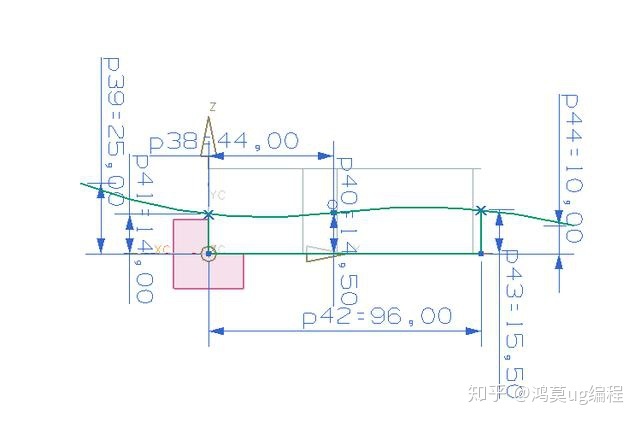
在xz平面创建扫掠截面线
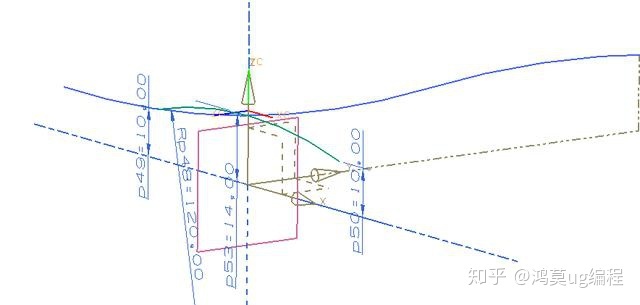
点击扫掠图标

,根据提示首先选择扫掠截面线,然后选择引导线,扫掠结果如图
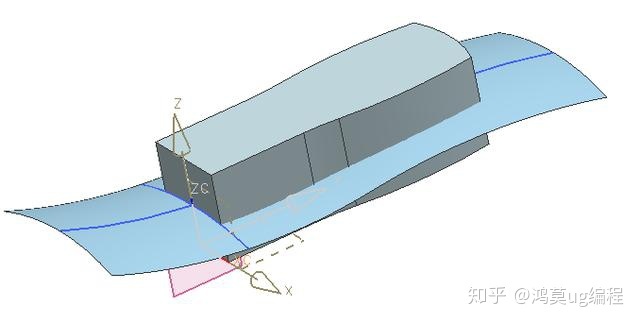
选择修剪体

命令,使用扫掠的曲面对实体进行裁剪,如图
使用隐藏

,对曲面和扫掠线进行隐藏,
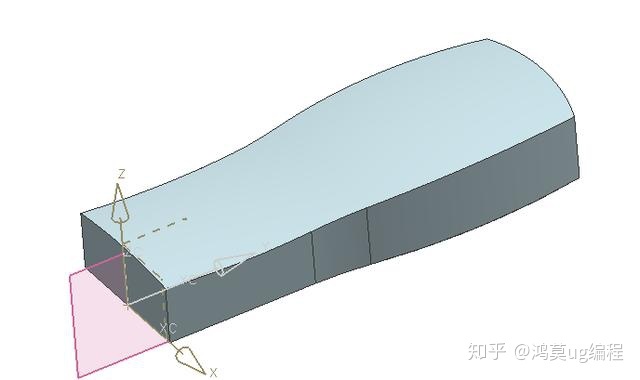
对四个角进行倒圆角命令
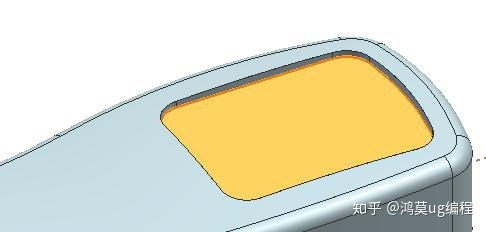
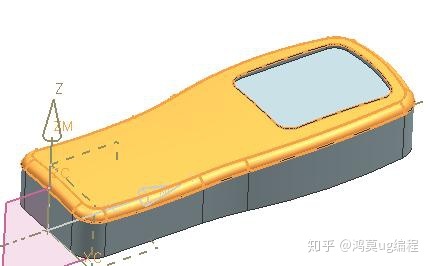
在xy平面绘制屏幕轮廓线
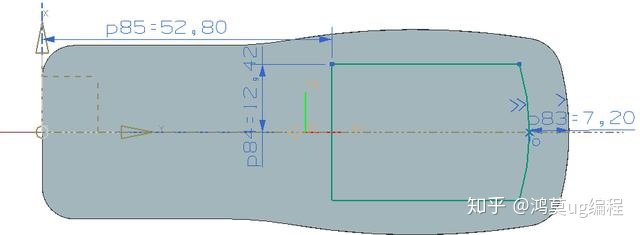
拉伸轮廓线,设置开始距离为-14.5,结束距离为-10。在布尔运算中,使用求差选项,

对拉伸后的屏幕角进行倒r4圆角,手机壳棱角倒圆角r2.4。如图

零件加工
1, 点击左上角的开始

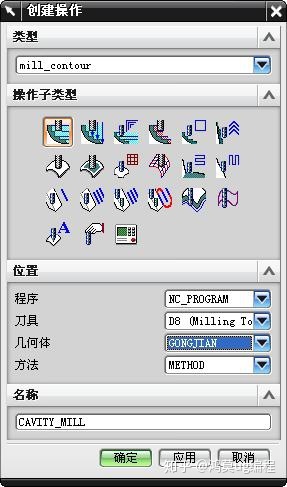
,然后选择下拉菜单中的加工应用模块,在加工环境中的cam配置中选择 camgeneral,要创建的cam设置中选择mill-contour。如图所示

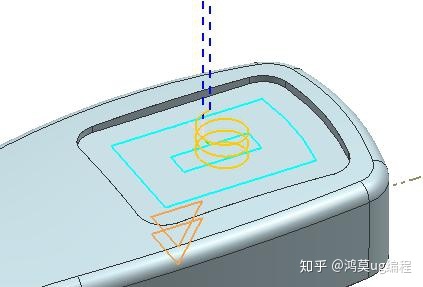
2创建加工坐标系。
选择创建几何体图标

,在创建几何体对话框中选择创建坐标系,

,点击确认,把坐标系移动在工件编程原点上,在间隙中设置安全距离为50,然后点击确认

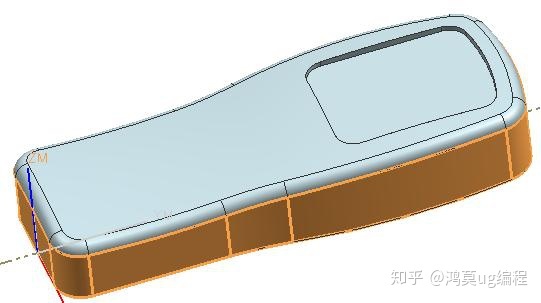
2, 创建加工几何体和毛坯
选择创建几何体图标
,在创建几何体对话框中选择创建工件

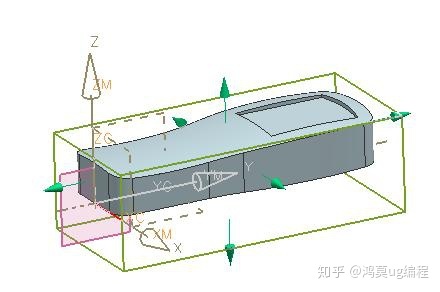
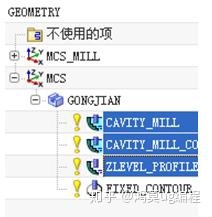
,将工件中的几何体选择在mcs坐标系为父级,在名称中输入gongjian,点击确认,弹出如下对话框

指定部件,选择手机壳,指定毛坯,在选项中,选择自动块
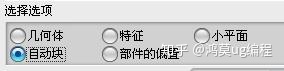
,如下图对毛坯进偏置。
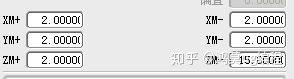
,
3.创建刀具,
选择 创建刀具

,在弹出的创建刀具对话框中的刀具子类型中选择mill图标
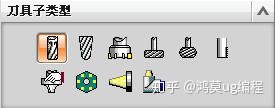
,名称处改为d8,便于记住所创建的刀具,点击确认,在铣刀参数中输入刀具直径为8,底圆角半径为0,然后点击确认,完成d8立铣刀创建。
创建Ф8球刀,按照第一把刀 的创建步骤,在名称栏改为d8r4,点击确认,在铣刀参数对话框中输入刀具直径为8,底圆角半径为4,点击确认,完成Ф8球刀的创建。
4.创建手机壳粗加工操作
点击创建加工操作图标

,在创建操作对话框中类型栏,选择mill-contour,在操作子类型中选择CAVATY-MLII。位置栏,刀具选择d8,几何体选择gongjian,点击确认,如图
点击指定切削区域图标

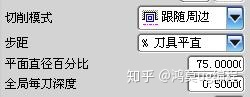
,在弹出的切削区域选择对话框中,选择全选,然后确认。在刀轨设置中,切削模式选择
,步进为刀具直径的75%,全局每刀深度为0.5。
,
2)设置切削参数
点击切削参数图标

,对切削参数进行修改。勾选

,选择余量为0.5 。确认。
3)设置非切削参数图标
点击非切削参数图标

,对进刀中的封闭区域进行设置,

,在传递和快速中区域内和区域之间的传递类型改为前一平面

点击确认,完成设置。
3)设置进给和速度
点击进给和速度图标

,设置转速为2500,然后勾选主轴转速,
在进给率中点击更多,设置进刀和第一刀切削速度,如图
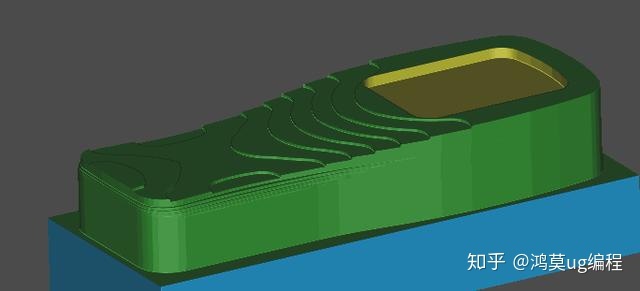
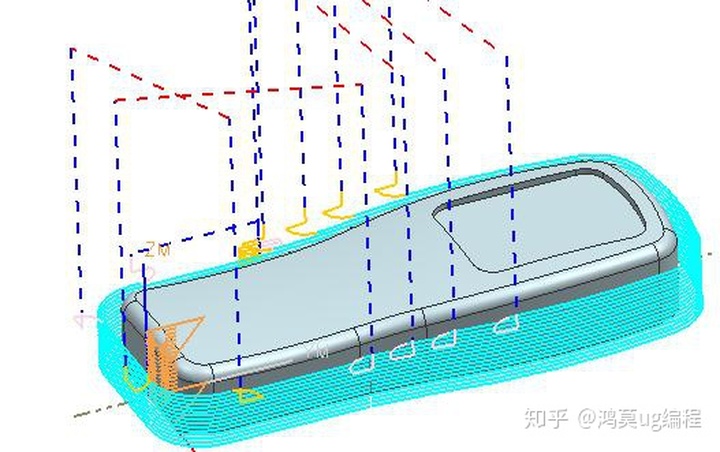
3 操作
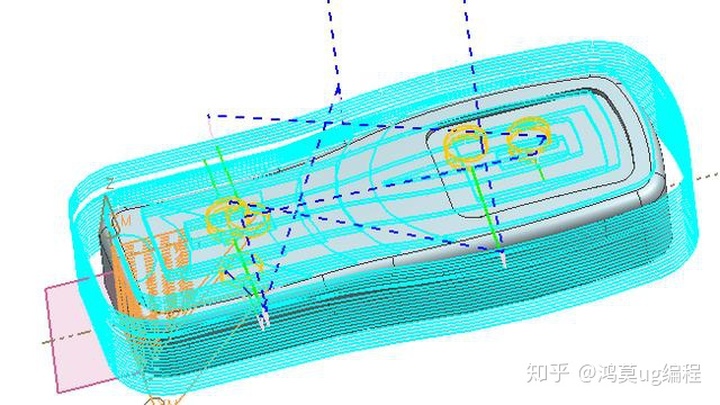
点击生成图标

,生成粗加工刀轨如图
点击确认图标

,使用2d动态进行模拟仿真,点击播放图标

,点击确认,学习资料QQ31五619三074
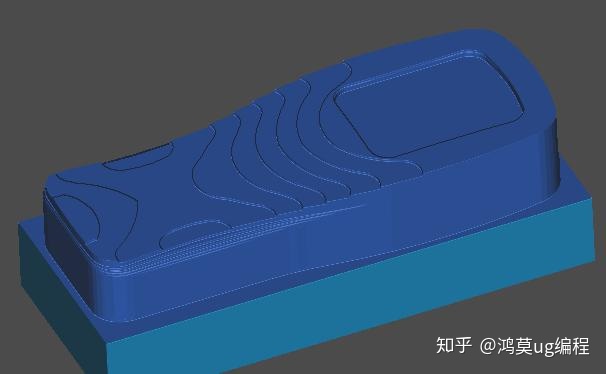
完成仿真如图
最后点击确认,完成型腔铣操作,
5 . 创建手机屏幕底面的精加工
点击侧边操作导航器图标

,然后点击视图导航器中的几何视图图标

,
,选定先前粗加工操作,点击鼠标右键,进行复制,然后选中

,点击鼠标右键,进行内部粘贴,使新建的操作处于工件的子级下,如图

,双击新建的操作或选定点击右键选择编辑,学习群14二13九831
击指定切削区域图标
,在弹出的切削区域选择对话框中,选择全重选,然后,选取手机屏幕底面。确认,
在刀轨设置中选取切削层图标

,选取切削层为仅底面如图

2)设置切削参数
点击切削参数图标
,设置加工余量为0。
3)设置进给和速度
点击进给和速度图标
,设置转速为3000,然后勾选主轴转速。
3 操作
点击生成图标
,生成粗加工刀轨如图
点击确认图标
,使用2d动态进行模拟仿真,点击播放图标
,点击确认,
完成仿真如图
最后点击确认,完成型腔铣操作,
5.创建手机侧壁精加工
1.点击创建加工操作图标
,在创建操作对话框中类型栏,选择ZLEVEL_PROFILE,在操作子类型中选择

。位置栏,刀具选择d8立铣刀,几何体选择gongjian,点击确认,
点击指定切削区域图标
,在弹出的切削区域选择对话框中,选择四周侧面,然后确认。
2.刀轨设置
1)设置刀具全局深度
在刀轨设置中,全局每刀深度为0.8。
2)设置切削参数
点击切削参数图标
,对切削参数进行修改。设置部件余量为0。点击确认完成设置。
3)设置非切削参数图标
点击非切削参数图标
,对进刀中的封闭区域进行设置,
,在传递和快速中区域内和区域之间的传递类型改为前一平面
点击确认,完成设置。
3)设置进给和速度
点击进给和速度图标
,设置转速为3000,然后勾选主轴转速,
在进给率中点击更多,设置进刀和第一刀切削速度,如图
3 操作
点击生成图标
,生成粗加工刀轨如图
点击确认图标
,使用2d动态进行模拟仿真,点击播放图标
,点击确认,
完成仿真如图
最后点击确认,完成区域铣削操作。
6. 创建手机屏幕底面的精加工
6. 手机壳曲面精加工
1.点击创建加工操作图标
,在创建操作对话框中类型栏,选择mill-contour,在操作子类型中选择

。位置栏,刀具选择d8r4,几何体选择gongjian,点击确认,
点击指定切削区域图标
,在弹出的切削区域选择对话框中,选择如图所示的曲面,然后确认。
2. 驱动方法设置
在方法下拉菜单中选择区域切削,在弹出的驱动方式对话框中点击确认,驱动设置中设置切削模式为
,步进为设置为恒定的0.3。按下图所示 完成设置,点击确认。

如果需要修改,可以点击编辑图标

,进行修改。
2)设置切削参数
点击切削参数图标
,对切削参数进行修改。在策略中先勾在边上延伸,设置延伸为刀具直径的30%,在余量中,设置部件余量为0。点击确认完成设置。

。
3)设置进给和速度
点击进给和速度图标
,设置转速为3000,然后勾选主轴转速,在进给率中点击更多,设置进刀和第一刀切削速度,如图
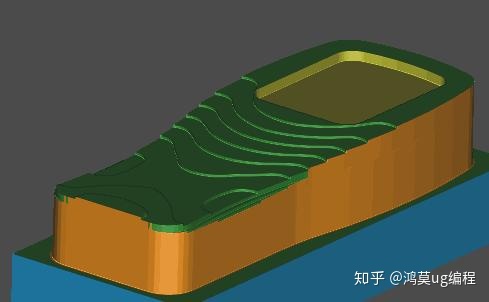
3 操作
点击生成图标
,生成粗加工刀轨如图
点击确认图标
,使用2d动态进行模拟仿真,点击播放图标
,点击确认,
完成仿真如图
最后点击确认,完成区域铣削操作。
三,构造后处理
按下图进入后处理构造器。

点击文件下拉菜单中的新建或选择新建图标

。输入后处理名称 shuxi,不能为中文名称。后处理单位为毫米,机床选择为铣,控制器选择库,在下拉菜单中选择fanuc-6m,点击确认,如图

在随后的操作界面中选择程序和刀轨中选择程序子菜单

1. 选择程序起始序列,点击

子目录下的,程序开始指令设置

,进入进行编辑,点击下拉菜单中的文本,点击左上角的

图标,拖动到编辑框中,然后输入G54,按照操作步骤建立G68,G49,完成点击确认。
2. 选择操作起始序列,将自动换刀下的
,拖入

,取消换刀操作。
3. 选择刀轨菜单下的运动, 点击

图标,对圆周运动进行编辑,分别右击I,J,K,在下拉菜单中,点击强制输出,如图
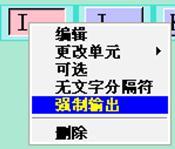
设置后如图所示

,点击确认。
4. 选择程序结束序列,在程序结束的子菜单下,点击结束程序代码,如图

进入

,删除M02块,使用文本,添加文字新建M30。点击确认。
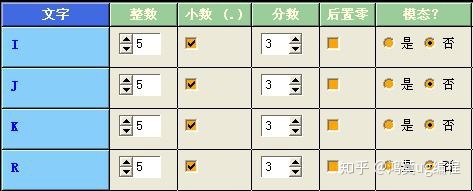
在操作界面中选择程序和刀轨中选择文字汇总子菜单中

。
设置文字I,J,K,R为非模态,如图
完成后处理构造设置,点击保存

图标,保存设置,退出后处理构造器。
四,出程序。
1. 选中d8平底刀创建的加工操作,
,点击右键,选择菜单下的后处理,或者点击图标

,在后处理器中选择浏览查找处理器图标

,选择先前构造好的处理器,点击确认,完成G代码的输出。如图所示,
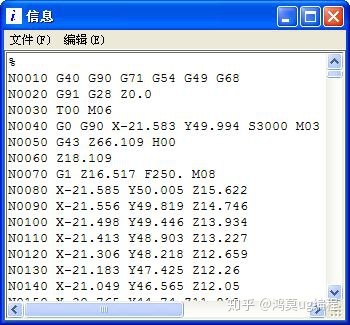
点击文件,对程序进行另存为操作。
2.按照此操作对曲面操作完成G代码程序的输出。
END















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









