







 本文通过一个电器注塑模具加工案例,探讨五轴数控加工技术相对于传统三轴的优势。介绍了五轴数控机床的结构类型、刀轴控制,并对比了五轴与三轴加工工艺的效率和质量提升,强调五轴加工在陡峭表面处理、刀具利用率和加工周期缩短等方面的优势。
本文通过一个电器注塑模具加工案例,探讨五轴数控加工技术相对于传统三轴的优势。介绍了五轴数控机床的结构类型、刀轴控制,并对比了五轴与三轴加工工艺的效率和质量提升,强调五轴加工在陡峭表面处理、刀具利用率和加工周期缩短等方面的优势。
当前模具制造行业中,三轴数控加工技术已经普遍应用并且相对成熟,但随着五轴数控技术的发展与推进,先进的五轴数控加工技术在市场上体现出了明显的优越性,故而引进五轴数控加工技术,建立一个高效率、高质量、短周期、低成本的产品生产框架来适应市场的发展,以求在市场竞争中立于不败之地已经成为我们必须面对的问题。
本文即以此次培训五轴工件试切为例,禅述在电器注塑模具加工当中,五轴数控加工技术相对于传统的三轴数控加工技术的若干优越性。
一、五轴数控加工技术简述
1、五轴刀轴和五轴刀轴控制
五轴是由3个线性轴(Linear axis) 加上2个旋转轴(Rotary axis)组成。
五轴刀轴控制是CAM系统五轴技术的核心。五轴CAM系统计算出每个切削点刀具的刀位点(X,Y,Z)和刀轴矢量(I,J,K),五轴后处理器将刀轴矢量(I,J,K)转化为不同机床的旋转轴所需要转动的角度(A,B,C)其中的两个角度;然后计算出考虑了刀轴旋转之后线性移动的各轴位移(X,Y,Z)。
2、五轴机床类型
按两旋转轴的运动位置结构来划分,可分为Table-Table、Head-Head、Table-Head三种类型。
1)Table-Table:此类型机床主轴方向不动,两个旋转轴均分布在工作平台上;工件加工时旋转轴随工作台旋转,加工时必须考虑装夹承重,可加工的工件尺寸比较小。
2)Head-Head:此类机床工作台不动,两个旋转轴均在主轴上。机床可加工的工件尺寸比较大。
3)Table-Head:此类机床的两个旋转轴分别处于主轴和工作台上,工作台可以旋转,可装夹尺寸较大的工件;主轴可摆动,改变刀轴方向灵活。
3、定位五轴与联运五轴
根据刀轴参与的加工方案来划分类型,一般可分为如下两类:
1)定位五轴(3+2轴)
定位五轴的刀轴矢量可以进行改变,但固定后沿着整个切削路径过程刀轴矢量不变,控制路径轴X、Y、Z参与旋转轴A(或者B)、C,既是旋转轴A(或者B)、C定位后保持不变,只有X、Y、Z参与控制机床切削移动。
2)联动五轴
整个切削路径过程刀轴矢量可根据要求进行改变变,控制路径轴X、Y、Z控制旋转A(B)、C,即是通常所说的五轴联动加工技术。
二、原有的模具数控编程加工工艺概况
为了更好的理解五轴加工技术所带来的效益,先对对客户原有的三轴加工工艺和工序状况稍作介绍。
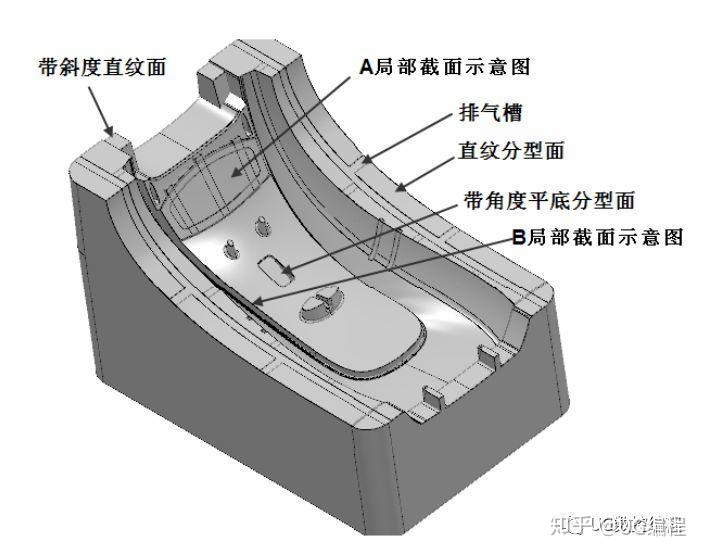
1、试切机床为德国的“DMG”(DMG-100P)机床;其行程为1000×1000×1000mm;控制系统为heid530;主轴最高转速24000rpm;编程所用的CAM软件为PowerMILL;使用的刀具材质为普通硬质合金涂层刀具;试切工件是一电器面盖注塑模具前模,如图1所示:
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 5037
5037

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









