






信息来源:小牛圆刀机交流
封面图片:百度图库
平压平模切在模具切割行业的大多数行业都很清楚,而圆压圆模切也是相当节省成本的,两者对比圆压圆模切,加工难度较大,相应的工艺流程也发生了很大的变化。
本文对圆刀机的知识提供了一个简要总结,供大家参考,这里从设备的选择、日常操作、维护和常见问题的解决等方面进行了总结。
圆刀模切机设备选型
如何做好模切机设备的选型。目前,国内圆压圆模切机的生产技术已经非常成熟和稳定,一些企业可以制造,不需要选择国外产品。在选型时,企业应注意三个指标:幅宽、机械速度和工作位。

1.幅宽
在选择幅宽时,必须与辅助机器型号和产品相匹配。圆压圆模切机的原理是,上轴刀刃将纸与下轴辊分开,并要求模切刀辊粗细的厚度适当,也就是说,模具刀具的圆方向不应少排版,也不能多排版。
模切刀辊太细,在使用中,轴端辊压,会引起模切辊变形,造成中间切不开;模切刀辊太粗,会增加制造成本,不经济。
2.机械速度
在机械转速的选择中,一般选用150 m/min,这是刀具和设备磨损的最佳经济速度。
3.工位选择
过去,在工作位置的选择上,一般选择三种工作位,如果有特殊产品,也可以选择四工位模切机。如今,大多数电子模切机使用的是10工位、12工位、15工位或以上的圆刀机。
常见问题解决措施与维护
一些圆压圆模切机的企业,要使模切机发挥有效的作用,就必须让设备制造企业做好对操作人员和调刀工的培训,做好常见问题的解决。
主要内容如下:
(1)制备厚度为2.5mm的海绵反弹胶条,和不同厚度规格的垫片,阅读更多说明,并通过机械传动和圆压圆模切的原理。由于圆压圆模切机上叶与下辊之间的间隙仅为0003×0008 mm,间隙太大,无法产生毛边或不能切开,且间隙太小,容易压碎模具刃口。如果间隙过大,则应移动轴端辊,以减小上、下工具辊之间的间隙(现在的工具辊在轴端有圆锥滚子,以便于调整上、下刀辊之间的间隙),以达到理想的间隙状态。
(2)刀片在每班中都有磨损现象,各传递级应仔细检查模具切割辊的刀片、废针、废铲等的磨损情况。如果存在局部磨损,则可使用缓冲高刀块来解决这一问题。
(3)启动时应注意观察模切机的生产情况,并保持良好的记录。
石墨片模切工艺
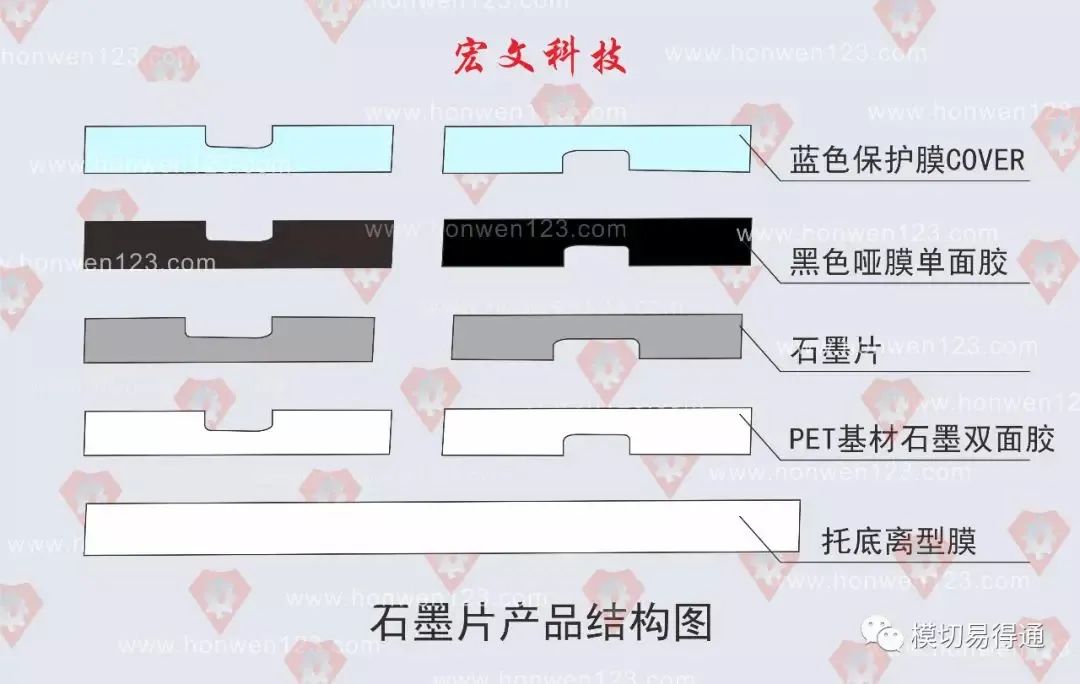
石墨片产品结构
在拿到一款模切产品的时候,我们第一步需要先分析产品的结构,我们可以看到下面这款产品为石墨包边结构,最上层为蓝色保护膜cover,第二层为黑色哑膜单面胶,第三层为石墨片,第四层为PET基材双面胶,底层是托底离型膜,产品结构较为简单。
步骤1
放料轴放料保护膜,收料轴收料保护膜自带的保护膜盖纸-复合双边窄边原膜胶条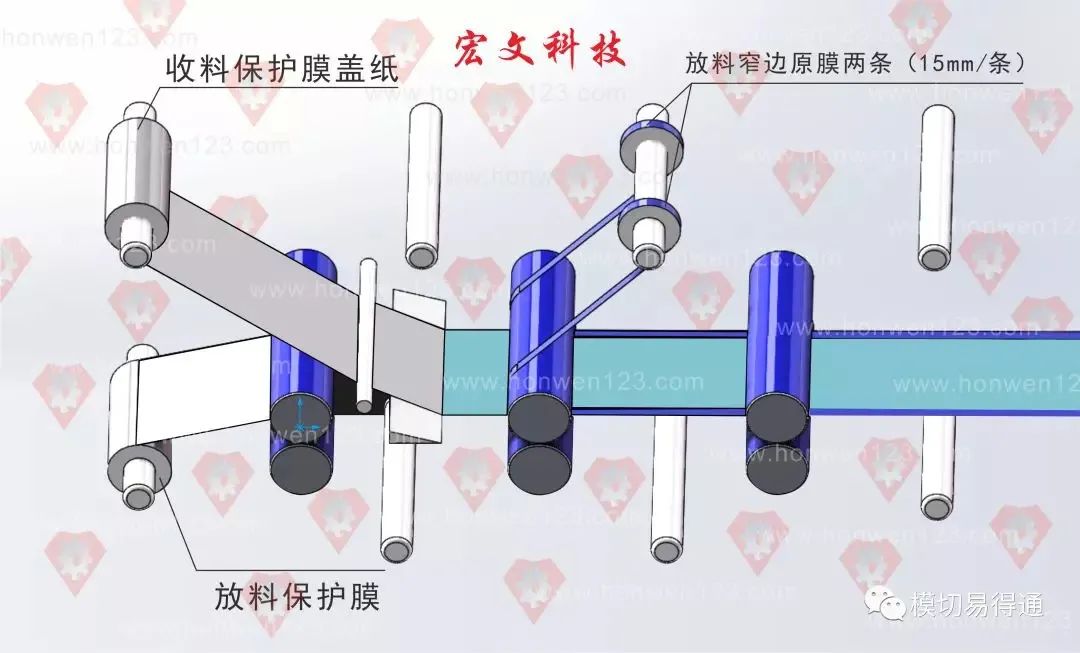
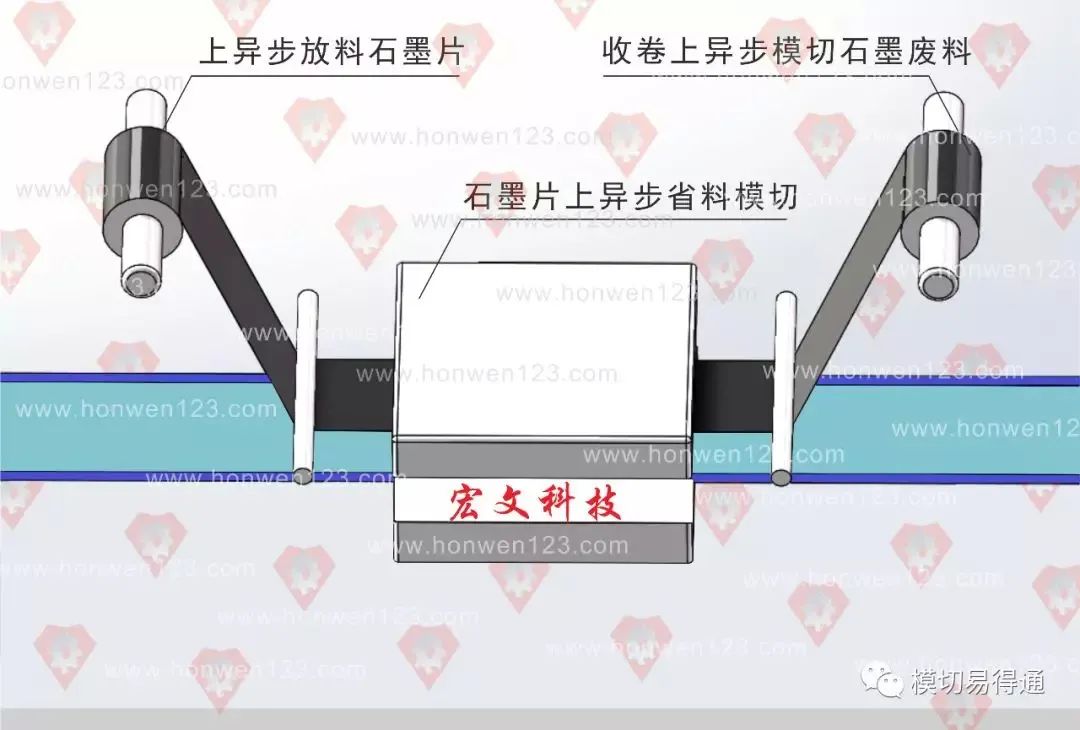
步骤二
上异步放料石墨片-通过上异步模切机,异步复合石墨片并冲切产品-收料轴收卷上异步模切石墨片后的废料
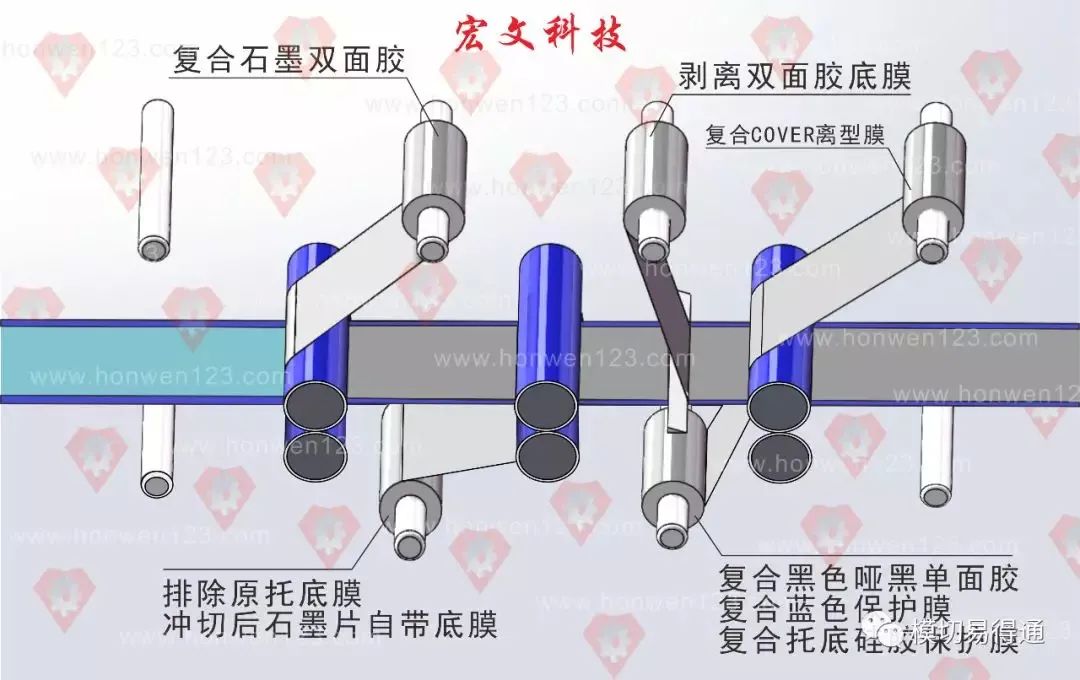
步骤三
复合石墨双面胶-排原托底膜(及冲切后石墨片自带底膜)-排废剥离双面胶底膜-重新复合cover离型膜,并在底层复合黑色哑黑单面胶、蓝色保护膜与托底硅胶保护膜
步骤四
进入模切机对包边后的石墨片进行二次冲切

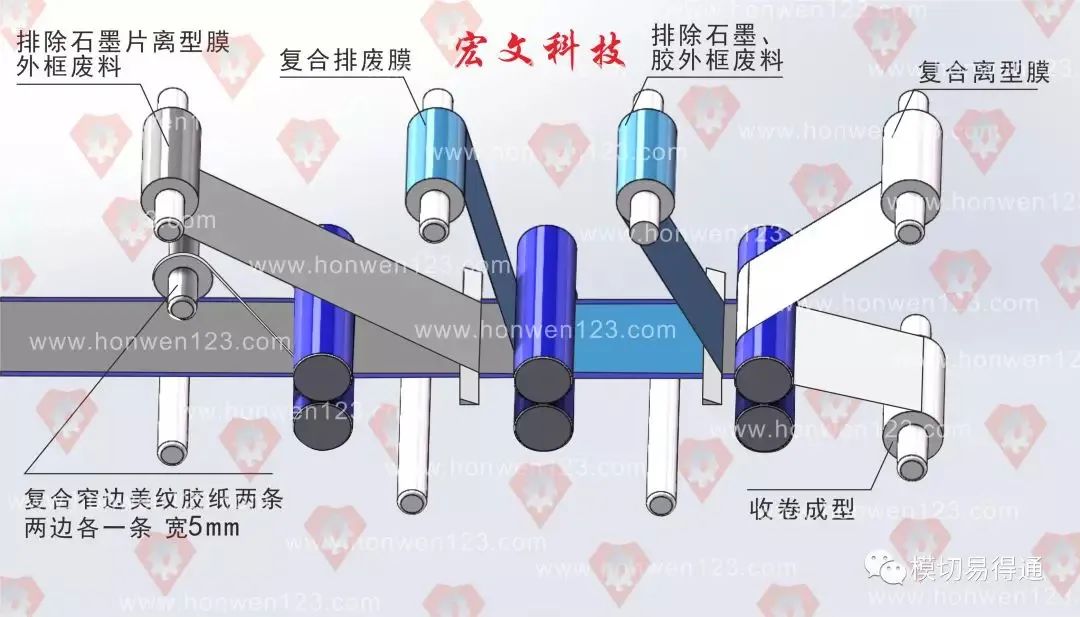
步骤五
在产品两边各复合5mm宽的美纹胶纸-排废石墨片离型膜的外框废料 -复合排废膜-排除石墨、胶外框废料-复合离型膜-最后收卷成型
THE END
★ 平台声明 素材源自网络,转载仅作为行业分享交流,版权归原作者所有。如涉侵权,请联系我们及时处理。 ★ 联系方式 电话:18118133797 邮箱:philip0501@outlook.com

















 3万+
3万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









