






钣金零件是由平整的板材加工而成,越厚越难加工(一般6mm以内),要保证所设计的钣金展平后在一个平面上,没有相互干涉。
钣金件的基本加工方式有下料、折弯、拉伸、成型、焊接。我们一一介绍下这些工艺在产品结构设计上应注意的地方。
1、下料
分为普通冲切和精密冲切,我们介绍下应用较多的普冲。
a、样品或小批量制作:下料方式主要为数冲和激光切割。
b、大批量生产:普冲(一般有下料模,成型模)
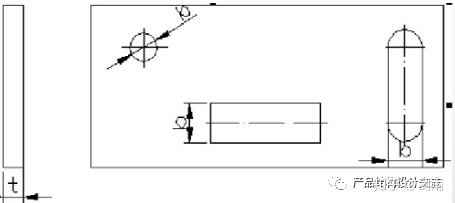
1.1、冲孔尺寸要求
冲孔最小尺寸与孔的形状、材料机械性能和厚度的关系。(如下图)
材料
圆孔直径b
矩形孔短边宽b
镀锌板、冷轧板、不锈钢
≥1.3t
≥1.2t低碳钢、黄铜板
≥1.0t≥1.0t铝板
≥0.8t≥0.6t
注意:冲孔尺寸一般不小于0.4mm,小于0.4mm一般采用腐蚀、激光打孔。
1.2 冲孔间距与孔边距
在设计孔间距或孔边距时,我们需注意距离大小,以免冲孔时破裂。
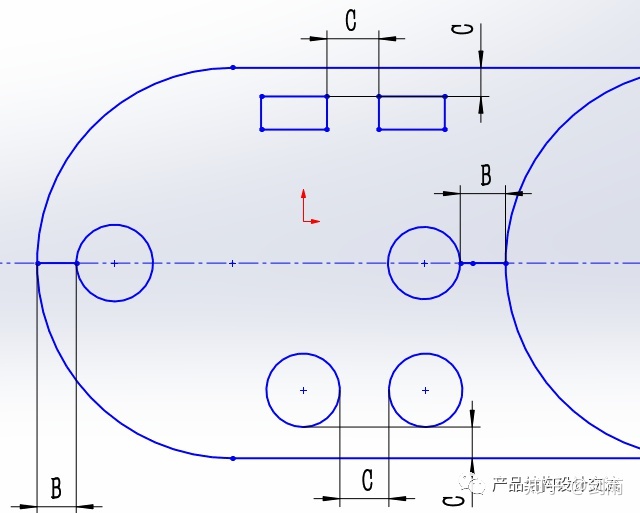
距离B/C取值时不宜过小,一般B≥2t(t代表钣金厚度),C≥3t(t代表钣金厚度),
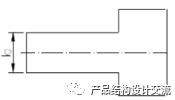
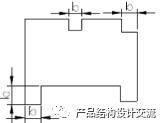
1.3结构尽可能简单化,排版合理化
图一的结构优化成图二结构,在相同原料的情况下增加零件数量,从而降低成本。

图一 图二
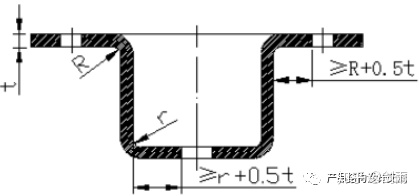
1.4外形及内孔应避免尖角
因尖角会影响模具的使用寿命,所以我们在设计时应避免零件的外形和内孔出现尖角,建议圆弧R≥0.5t(t为厚度)

1.5避免出现窄长的悬臂和窄槽
冲切件的凸出或凹入部分的深度和宽度,一般情况下,应不小于1.5t(t为厚度),同时应避免窄长的切口和切槽,以便影响模具使用寿命。
1.6折弯件及拉伸件,孔与直臂的距离
为保证孔的形状和位置精度,孔与直臂的距离,建议如下
折弯件及拉伸件,孔与直臂的距离















 1507
1507











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









