







 ☞ 这是金属加工(mw1950pub)发布的第
11401 篇文章
☞ 这是金属加工(mw1950pub)发布的第
11401 篇文章

编者按
针对在普通机床上加工变螺距螺杆时存在的实际问题,通过对轮廓弓高误差和进给加速度的控制,实现了变螺距螺旋线的直接插补控制,求解出了其插补轨迹,同时为了避免机床在加工起始和终止时产生冲击和振荡,提出了一种多项式曲线加减速控制算法和终点控制方法,并通过实例验证了算法的可行性和正确性。该算法适用于所有的空间参数曲线,为变螺距螺杆的实际加工提供了理论指导。
食品机械、石油化工、航天和船舶等工业领域,广泛地应用着各种类型的螺杆。变螺距螺杆由于其加工工艺繁琐,加工难度较大,目前多用螺杆专用机床进行加工。在普通机床上实现变螺距螺杆的加工,是异形螺杆加工领域的一个重要方向,而作为体现数控加工精度和效率的插补算法,其研究就显得尤为关键。
插补算法一般可分为基准脉冲法和数据采样法两大类,传统的机床在对要加工的零件曲线进行插补运算时,通常是将其离散化为一系列首尾相接的微小直线段,直线段的数量越大,加工精度就越高。同时,为了满足数控加工高速高效的发展需要,必须对整个加工过程进行加减速规划。目前常用的加减速控制方法有直线加减速和S形曲线加减速两种,直线加减速控制最简单也最常用,但是机床在加减速起始和终止时都存在速度突变,容易引起机床的振动,影响加工精度;S形加减速控制不存在速度突变,过渡平滑,但是算法比较复杂,并且其加加速度的不连续性也使加工的柔性受到了限制。
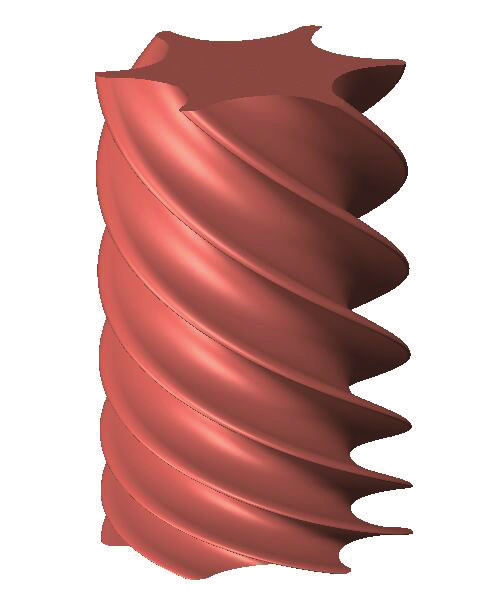
本文以变螺距双螺杆压缩机中的阴转子为研究对象,通过对轮廓弓高误差和进给加速度的控制,使用数据采样插补的方法实现了变螺距螺旋线的直接插补控制,并提出了一种多项式曲线加减速控制算法和终点控制方法,最后通过实例对本文算法的可行性和正确性进行了验证。
1. 期望进给步长的确定
(1)轮廓误差分析控制 数据采样插补法本质上是将加工一段轮廓曲线的时间划分为若干相等的插补周期T,每个周期进行一次插补计算,在指定进给速度F下将轮廓曲线分割成一系列的微小直线段,然后转换成各个坐标轴的进给量。这种插补方式得到的插补点均在轮廓曲线上,故不存在径向误差,插补的轮廓误差只来源于微小直线段逼近实际轮廓曲线所产生的弓高误差,其大小随着轮廓曲线的曲率和进给步长的增大而增大。
如图1所示,被微小直线段分割的各段轮廓曲线可近似为圆弧,根据微分几何关系,插补的弓高误差 δ h 与插补步长L 1 以及轮廓曲线的曲率半径 ρ 之间存在如下关系:
 (1)
(1)
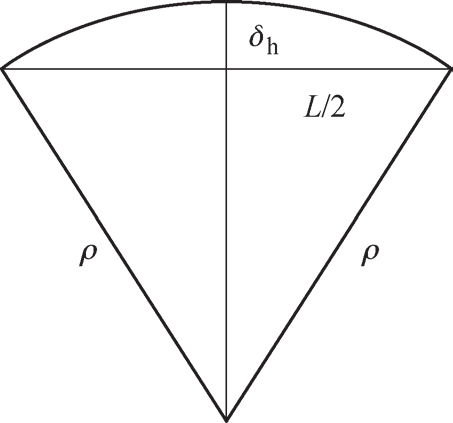
图1 步长与弓高误差的关系
将给定允许的最大轮廓误差δ hmax 代入式(1)可计算出对应的插补步长L 2 &#
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 486
486











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









