






 这篇博客介绍了凯恩帝K90Ti数控车床系统的使用方法,包括机床运动控制、数据设定与显示、电子盘操作、图形功能和手动操作模式。详细讲解了各种操作方式下的功能,如刀具补偿、参数设定、诊断与报警处理,以及手动进给和换刀等。
这篇博客介绍了凯恩帝K90Ti数控车床系统的使用方法,包括机床运动控制、数据设定与显示、电子盘操作、图形功能和手动操作模式。详细讲解了各种操作方式下的功能,如刀具补偿、参数设定、诊断与报警处理,以及手动进给和换刀等。
A)机床实际运动方法
1、可调整进给倍率
2、采用单程序段,即是每按一次启动键后刀具走一个动作(执行一个程序段)后停止,再按启动键后刀具走下一个动作后(执行下一个程序段)停止,这样可以检查程序。
B)机床不动, 观察显示位置变化或通过图形功能, 观察加工时的刀具轨道的变化。
1.5. 数据的显示和设定:
(1) 刀具补偿的显示和设定方法。(2) 参数的显示和设定。
(3) 用诊断参数判断机床的输入输出口信号状态。
1.6. 显示:
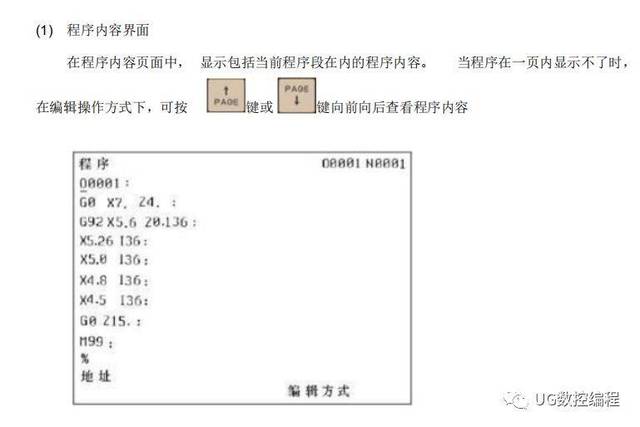
(1) 程序的显示。
(2) 位置的显示。
(3) 报警信息显示及处理。
1.7. 电子盘的存取。
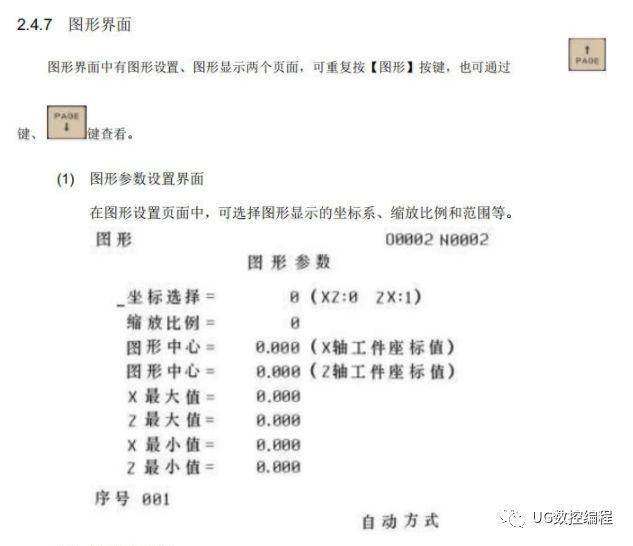
1.8. 图形功能。
2、 操作面板说明
2.1 面板区域划分
K90Ti 车床系统
K90Ti 的 LCD/MDI面板见下图:


2.1.1 LCD 液晶屏显示区
K90Ti 数控系统采用 7.4 英寸单色液晶屏显示。
2.1.2 前置串口 、U盘接口区
为了使用户的使用方便,本系统前后均有串口接口,并增加 U盘功能。
2.1.3 编辑键盘 区





注:1. 手动方式下轴旋转后,如果按任何主轴键(正转,反 转,停止,点动),都会使主轴停止。
自动方式下:主轴旋转后,指定当前旋转的反向时,报警,暂停程序执行。
2. 快速倍率增、减键:可对下面的快速进给速度进行 100%、 50%、25%的倍率或者为 FO的值上。
(1) G00 快速进给
(2) 固定循环中的快速进给
(3) G28 时的快速进给
(4) 手动快速进给
(5) 手动返回参考点的快速进给
例:当快速进给速度为 6 米/ 分时,如果倍率为 50%,则速度为 3 米/ 分。
2.2 操作方式概述
K90Ti 系统有编辑、自动、录入、机械回零、单步 / 手轮、手动等六种操作方式。
1. 编辑操作方式在编辑操作方式下,可以进行加工程序的建立、删除和修改等操作。
2. 自动操作方式在自动操作方式下,自动运行程序。
3. 录入操作方式在录入操作方式下,可进行参数的输入以及指令段的输入和执行。
4. 机械回零操作方式在机械回零操作方式下,可分别执行 X、Z 轴回机械零点操作。
5. 手轮 / 单步操作方式在单步 / 手轮进给方式中, CNC按选定的增量进行移动。
6. 手动操作方式在手动操作方式下, 可进行手动进给、手动快速、 进给倍率调整、 快速倍率调整及主轴启停、冷却液开关、润滑液开关、主轴点动、手动换刀等操作。
2.3 液晶屏亮度调 整
本系统的液晶画面亮度可根据用户的需求进行调整,具体步骤如下:
2.4 显示界面及 数据的修改和设置
K90Ti 有位置界面、 程序界面等 8 个界面, 每个界面下有多个显示页面。各界面 (页面)与操作方式独立。
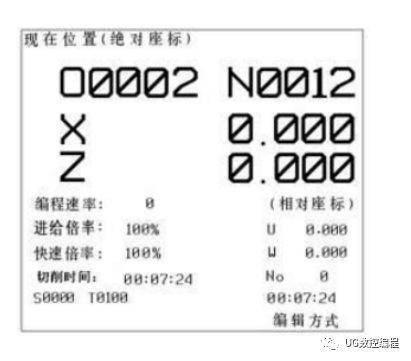
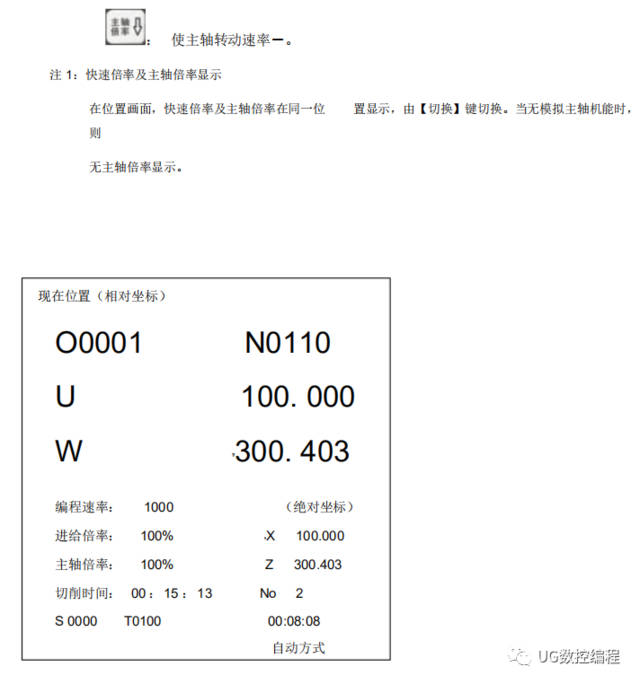
显示的 X、Z 坐标值为刀具在当前工件坐标系中的绝对位置, CNC上电时 X、Z 坐标保持,工件坐标系由 G50指定。
编程速率:程序中由 F 代码指定的速率。
进给倍率:由进给倍率开关选择的倍率。
加工件数:NO:当程序执行完 M30时,加工件数加 1。
切削时间:当自动运转启动后开始计时,时间单位依次为小时、分、秒 ;加工件数和切削时间掉电记忆。
S0000 :主轴编码器反馈的主轴转速,必须安装主轴编码器才能显示主轴的实际转速。
T0100 :当前的刀具号及刀具偏置号。
时钟显示:显示当前时间。
注:“编程速率 ”是在自动方式、录入方式下的显 示;在机械回零、手动方式下显示“手动速率”;在手轮方式下显示“手轮增量”;
(2)相对坐标显示页面

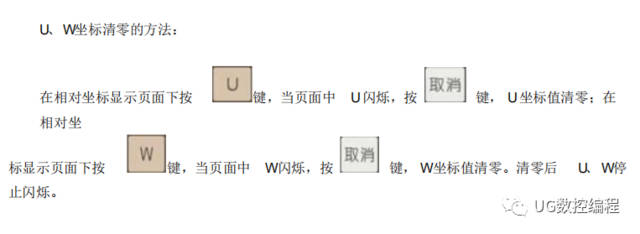
显示的 U、W坐标值为当前位置相对于相对参考点的坐标, CNC上电时 U、W坐标保持。U、W坐标可随时清零。U、W坐标清零后,当前点为相对参考点。
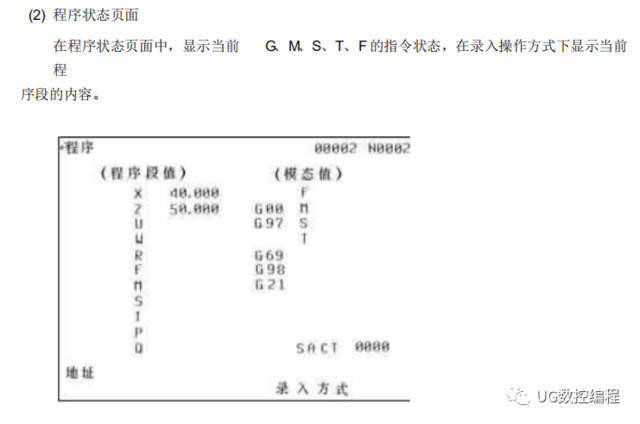
(3)综合坐标显示页面
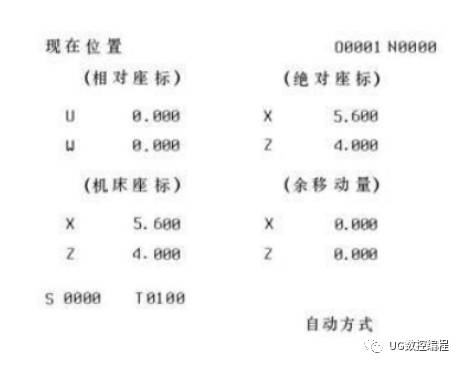
在综合位置页面中,同时显示相对坐标、绝对坐标、机床坐标、余移动量(余移动量只在自动及录入方式下显示)。机床坐标的显示值为当前位置在机床坐标系中的坐标值, 机床坐标系是通过回机械零点建立的。
余移动量为程序段或 MDI指令的目标位置与当前位置的差值。显示页面如下
(4)坐标 &程序显示页面
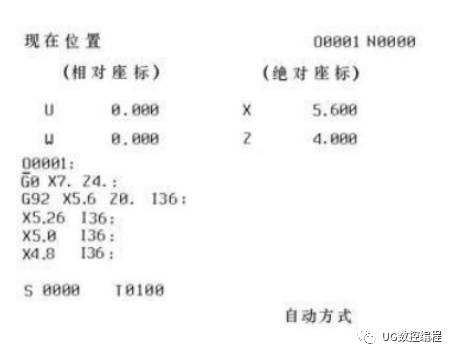
在坐标 &程序显示页面中,同时显示当前位置的绝对坐标、相对坐标及当前程序的 6 个程序段,在程序运行中,显示的程序段动态刷新,光标位于当前运行的程序段
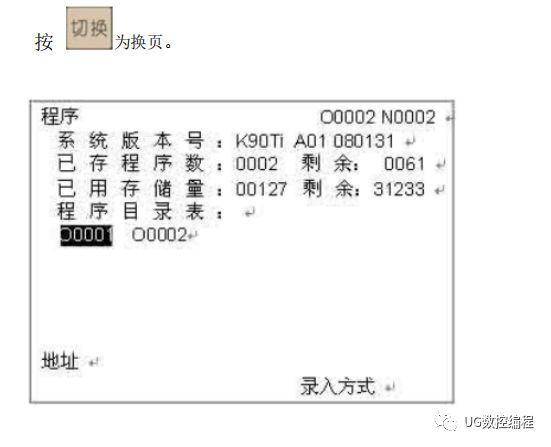
(3) 程序目录界面
程序目录界面显示的内容:
(a) 系统版本号:显示 CNC当前的软件版本号 .
(b) 已存程序数和剩余量:显示 CNC已存入的程序数 ( 包括子程序 ) 和还可以存储的程序数。
(c) 已用存储量和剩余存储量:显示 CNC已存入的程序占用的存储容量和剩余存储量。
(d) 程序目录:按程序存入的先后顺序依次显示存入程序的程序号。当一页显示不下时, 再 次
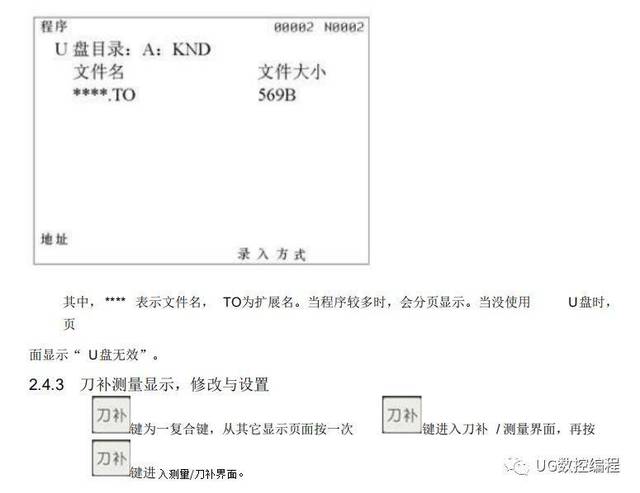
(4) U 盘页面
在 U盘页面中, 显示当前在使用的 U盘内存储的程序名和大小, 在录入操作方式下的显示页面如图:
(1)刀补显示
刀补界面只有 1 个刀具偏置显示页面, 共有 8 个偏置号 (No.000 ~No.008)供用户使用,显示页面如下:
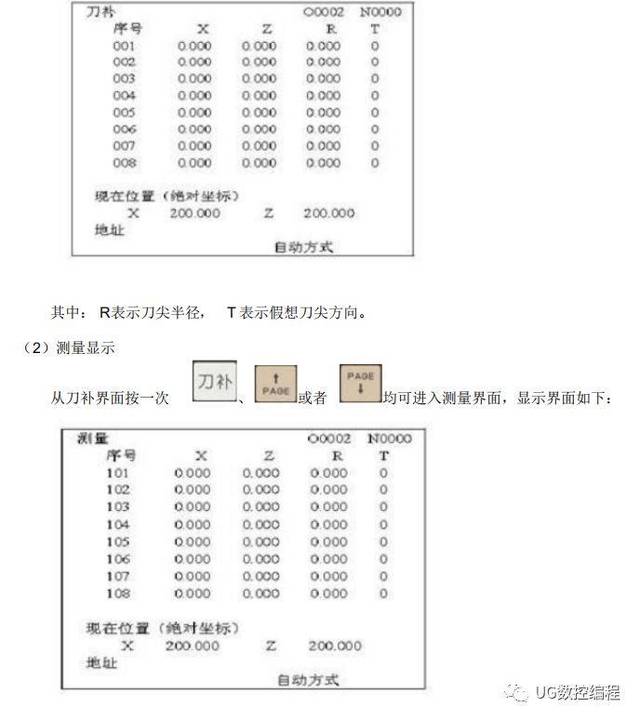
其中:R表示刀尖半径, T 表示假想刀尖方向。
(3)刀具补偿量的修改与设置
刀具补偿量的设定方法可分为绝对值输入和增量值输入两种。
1) 按【刀补】键,显示刀补页面,按翻页键或重复按【刀补】键,可以选择页。显示共两页:
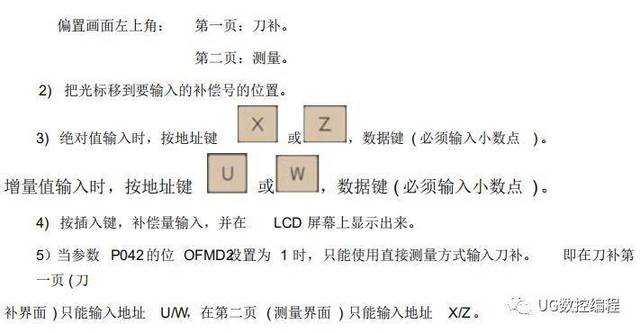
注 1: 在刀偏 的第一页刀 补页面中 相应的刀 补号上可直 接输入刀 具的偏置 值(采用绝 对值输入 用地址X 或 Z),或采用增量值输入时可通过修改刀补值的大小 来改变加工尺寸的大小,(用地址 U或 W)。在 刀偏的第二页测量页面中相应的刀补号上输入的数值为测量值,X 向输入的值为试切处的直径值;Z 向输入的值 为试切点到所设定的工件加工坐标系原点的距离值。
注 2:在 刀补画面,数据显示行的之下显示位置坐标值,按〖切换〗键可切换显示相对 坐标和绝对坐标。
注 3:在自动运转 中,变 更补偿量时,新的补偿量不能立即生效,必须在指定其补偿号的 T代码指行后,才开始生效。
2.4.4 参数显示 ,查找与设置
通过参数设定,可调整驱动器、机床等的相关特性。各参数意义详见附录一 。
(1) 参数的显示
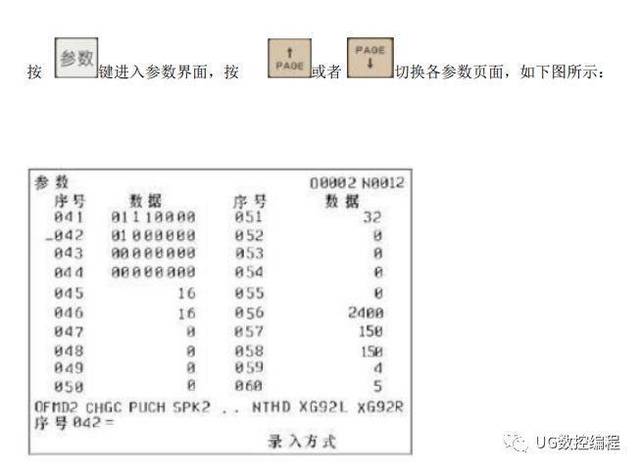
在参数画面, 在 LCD的下部有一参数详细内容显示行, 显示当前光标所在的参数的详细内容。
位参数参数№ 001 ~004 和 041 ~044 是位参数, ?最左侧是最高位, 依次为 BIT7~ 0。显示该参数所有位的英文含义的缩写。
数据参数参数详细内容显示行, 如光标位于№ 005 时,显示为: X 轴指令倍乘比。
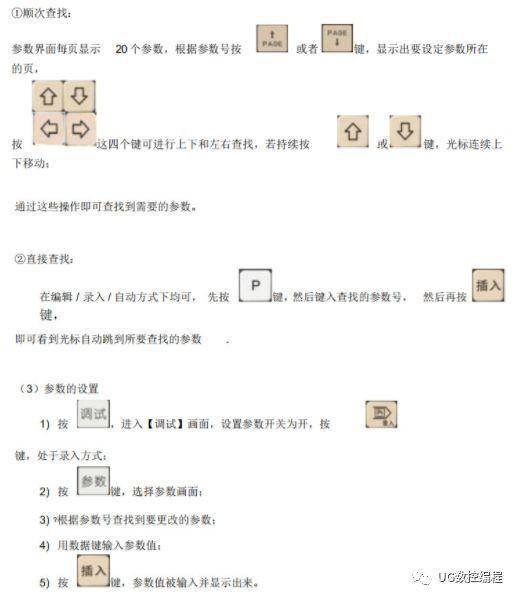
(2) 参数的查找
注 1: 在部分参数设定后,必须断电时才有效 ( 发生 P/S 000 号报警时 ) 。
2.4.5 诊断界面
CNC和机床间的 DI/DO 信号的状态, CNC和 PC间传送的信号状态, PC 内部数据及 CNC内部状态等都可以通过诊断显示出来。
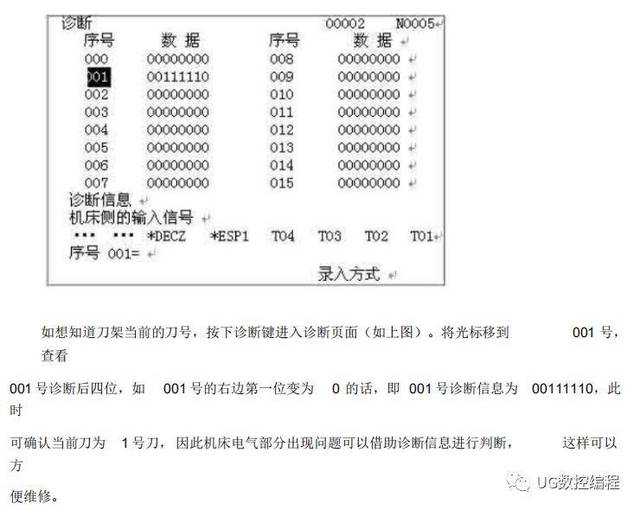
诊断的显示:诊断画面有一页,显示诊断数据,通过操作,同一诊断号也可显示其它诊断数据。
2.4.6 报警界面
发生报警时,在 LCD的最下面一行闪烁显示“报警”。报警画面,可显示出报警号和报警内容。关于报警号的意义请参照附录。报警界面如下 :
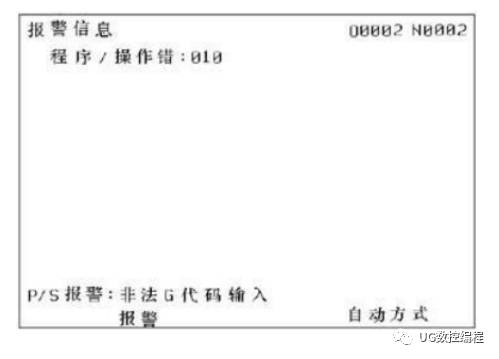
在报警显示画面,在 LCD 的下部有一报警详细内容显示行,显示当前 P/S 报警号的详细内容。其它报警如驱动报警的详细内容直接在 LCD 的中部显示。
注 1:通常发 生报警时,在画面上自动切换至报警画面显示出报警的内容。
注 2:当无报警时, 如果系统在暂停状态, 在显示屏的下端原闪烁显示 ‘报警’ 的位置闪烁显示 ‘暂停’ 。
注 3: 消除报警的 办法 :当 p/s 报警发生时,按RESET复位 键可消除报警。

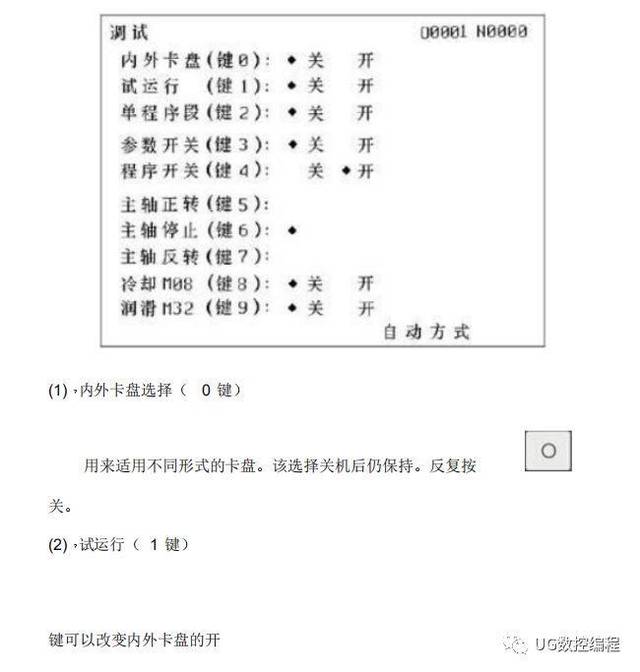
2.4.8 调试界面
调试界面如下 :

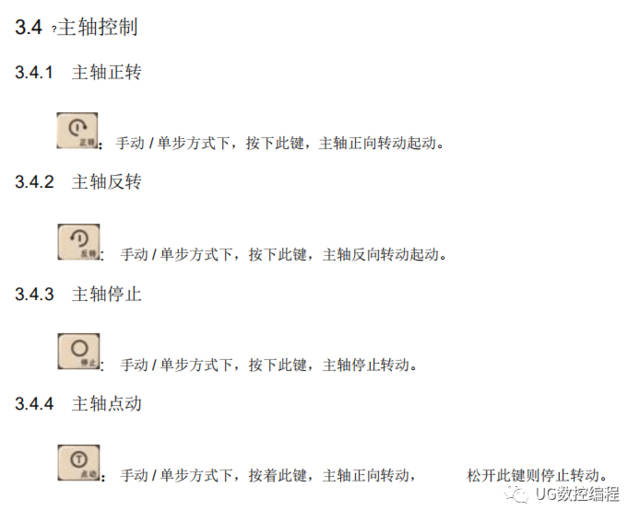
3、 手动 操作
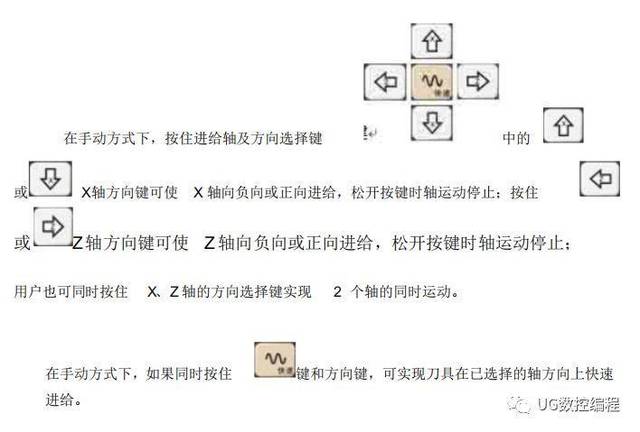
3.1 手动连续进给
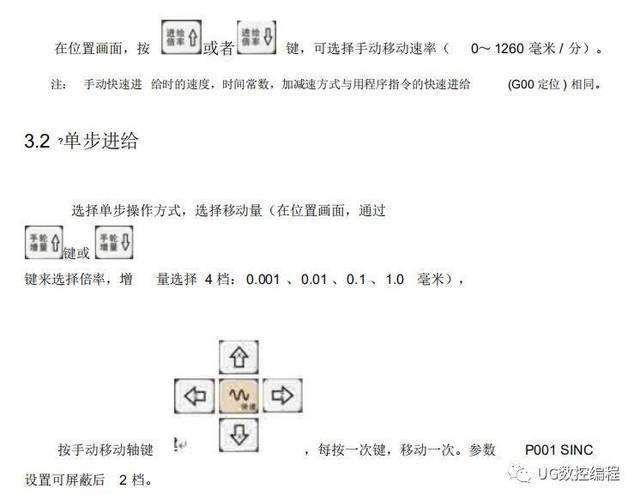
3.3 手轮进给
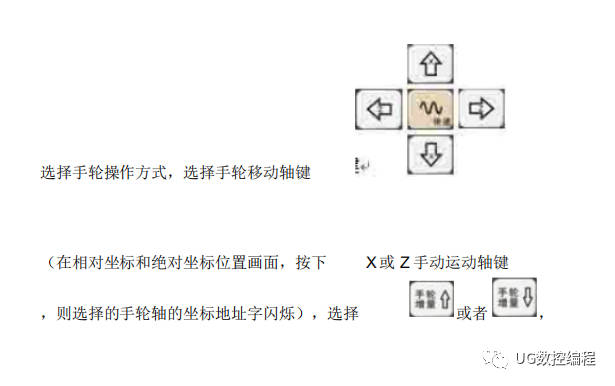
增量选择有 3 档:0.001 ,0.01 ,0.1 毫米(在绝对或相对位置页面的左下角可显示出来),正向或反向转动手轮。
注 1 :单步方式与手轮方式选 择键是同一个键,由参数 P004 HPG 设置选择。
注 2:手摇脉冲发生器的速度要低于 5 转/ 秒。如果超过此速度,即使手摇脉冲发生器回转结束了, 但不能立即停止,会出现刻度和移动量不 符。
注 3 :参数 P001 SINC 设置为 1 可屏蔽 0.1 档。
3.5 其它手动辅助操作
3.5.1 手动换刀
手动 / 单步方式下,按下此键,刀架旋转换下一把刀。(参照机床厂家的说明书)
3.5.2 冷却液控 制
手动 / 单步方式下,按下此键,同带自锁的按钮,进行‘开→关→开 ... ’切换。
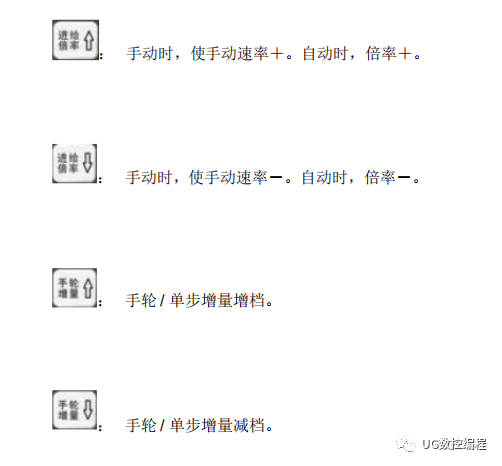
3.5.3 各种速率 的调整
在现在或相对位置的显示画面上,可以选择机床的进给速度
注 2:主轴倍率增量的增加或减少只在选择主 轴模拟机能时有效。
增加:按一次主轴倍率增加键,主轴倍率从当 前倍率以下面的顺序增加一档
50%→60%→ 70%→80%→90%→100%→110%→ 120%
减少:按一次减少键,主轴倍率从当前倍率以 下面的顺序减少一档
120%→110%→100%→90%→80%→70%→60%→50%
对于使用变频电机控制主轴的机床, 用地址 S 和其后面的 4 位数值, 直接指令主轴的转数 (转 /分)。
对于使用多速主轴电机的机床,用地址 S+两位数控制主轴挡位( S00~S04)。
注 3:不论是变频电机控制主 轴的机床,还是使用多速主轴电 机的机床,在机床断电后重新启动 ,都必须在录入方式下键入主轴 的转数( S××××)或挡位信号( S××),按下启动按钮。然后在手动 / 单 步方式下,启动主轴才能转动。不想从事底层工作,想摆脱现状,想学习UG编程,可以找点冠教育的老师学习CNC数控技术。
注 4:在换刀过程 中,换刀键无效,按复位键( RESET)或 急停可关闭刀架正 / 反转输出,并停止换刀过程。在手动方式起动后,改变方式时, 输出保持不变。但自动方式执 行相应的 M代码关 闭对应的输出。同样,在自动方式执行相应的 M代码输出后,也可 在手动方式下按相应的键关闭相 应的输出。急停时,关闭主轴,冷却,换刀输出。
注 5:刚开机后,在手动方式下,按下主轴的正转、反转或是主轴 的点动键,主轴一般不会转动的。可在录入方式下,执行一个速度值 ,采用变频电机的,可直接输入一个速度值,如执行 S500;采用有机变速的可输入主轴某一档的 速度,如 S01。执行后再回到手动方式下,即可启动主轴。

















 5161
5161

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









