







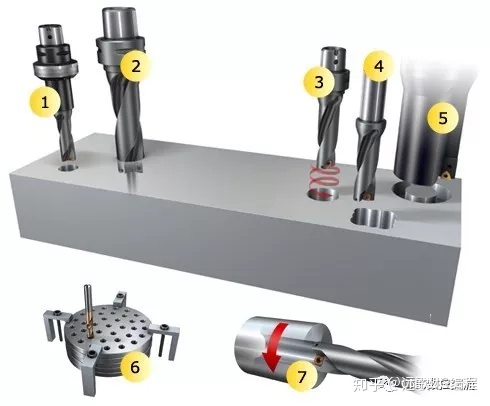
从事数控铣床编程加工中,常会遇到钻孔加工。因此,编程人员首先需要了解孔加工类刀具的选择与使用;其次,要根据孔的形状和加工特点选择合适的固定循环指令,本文主要讲解四种钻孔切削循环指令。

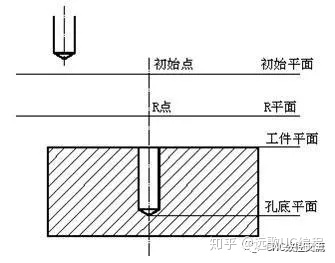
首先,对工件孔加工时,根据刀具的运动位置可以分为四个平面,如图1所示,初始平面、R平面、工件平面和孔底平面。
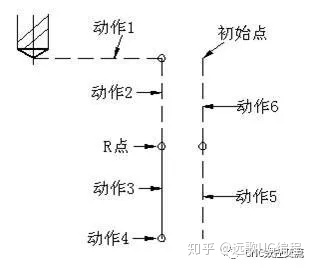
接下来,先讲解一下,中心钻孔循环指令G81
【格式】G81 X__ Y__ Z__ R__ F__ ;
【说明】孔加工动作如图2所示。本指令用于一般孔钻削加工固定循环。
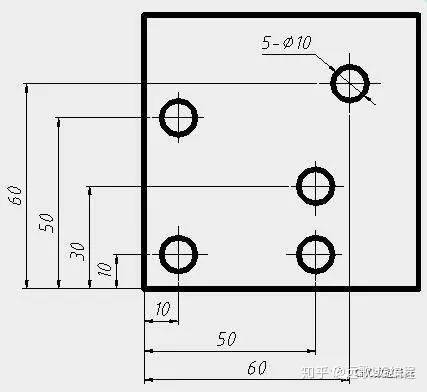
以下图为例进行讲解
例如:
G54G90G94M03S3000
G0X0Y0
Z10
G99G81X10Y10Z-10R2F50
X50
Y30
X10Y50
X60Y60
G80G0Z10
M5M30
G81和G01钻孔加工其实类似,在此不在细讲,想学习更多UG编程加QQ群304214709可以给你帮助,学习指导,如果加工长径比(即孔深L与孔径d之比)大于5~10的深孔时,孔为半封闭,其难题是断屑、排屑难,导热差、冷却润滑不易,还会出现刀具刚性差、易抖动、震动、变形折断等情况,这就要求选择好钻削的工艺参数,要采用深孔钻削循环指令:G73、G83这两个指令
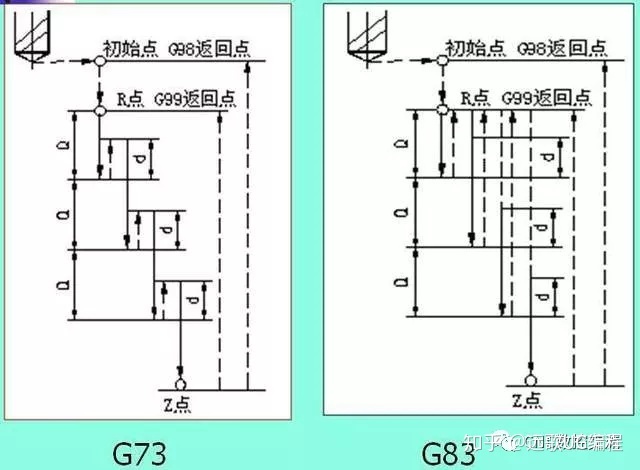
格式如下:
G73/G83 X__ Y__ Z__ R__ Q__ F__ ;
从图中可知,深孔加工动作是通过Z轴方向的间断进给,即采用啄钻的方式,实现断屑与排屑的。虽然G73和G83指令均能实现深孔加工,而且指令格式也相同,但二者在Z向的进给动作是有区别的,G83每次按照Q量进给后,都会返回到R平面,而G73则不返回R平面,因此退刀距离短,效率高。

例如:
以上图零件为例
G54G90G94M03S3000
G0X0Y0
Z10
G99G83X10Y10Z-10R2Q2F50
X50Y40
X30
X10Y60
X60
G80G0Z10
M5M30
G73指令虽然能保证断屑,但排屑主要是依靠钻屑在钻头螺旋槽中的流动来保证的。因此深孔加工,特别是长径比较大的深孔,为保证顺利打断并排出切屑,应优先采用G83指令。
最后,不同的CNC系统,即使是同一功能的钻孔加工循环,指令格式也有一定的差异,因此,编程时主要以编程手册为主。以上是我在数控加工中对钻孔循环指令G81G82G83G73的理解,欢迎在留言区和我交流,分享你的经验。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









