





编者语:我们在前不久给同行推送了:
高速剪切湿法制粒工艺放大原则评价
【大力推荐】高剪切湿法制粒含量不均匀的原因分析
【第十季群友会专题】湿法制粒终点控制简介
等多篇关于湿法制粒的文章今天推送一篇详细的技术文章《利用隐变量建模和近红外光谱技术降低高剪切湿法制粒工艺放大的风险》。
原文出处见以下截图:
本文篇幅比较长,前半部分免费阅读,后半部分付费索要翻译稿。感谢各位支持研如玉翻译团队。
Journal ofPharmaceutical Innovation, 2011, 6(3):142-156.
DOI 10.1007/s12247-011-9110-x.
利用隐变量建模和近红外光谱技术降低高剪切湿法制粒工艺放大的风险
Koji Muteki, Ken Yamamoto, George L. Reid, Mahesh Krishnan
Pfizer Worldwide Research & Development, Eastern Point Rd, Groton,CT06340,US
摘要
在湿法制粒的药物的开发中,两个主要的变异(干扰)来源为高剪切湿法制粒(HSWG)工艺的操作规模和活性药物成分(API)批次之间的差异,特别是对于含有高载药量的处方。本文介绍了一种新的过程分析技术策略,该策略使用隐变量建模和近红外光谱(NIRS)来降低HSWG工艺放大的风险;同时,即使生产的历史有限,也仍然会考虑API批间的变异性。该过程基于实验批次的小规模设计,在API材料属性、HSWG工艺参数和HSWG工艺的NIRS终点之间构建偏最小二乘法(PLS)模型。然后使用该PLS模型进行优化,找到能够模拟之前大规模操作的合适的小规模机械工艺参数(搅拌/剪切速度),以使大规模操作的NIRS终点保持恒定。在使用新的API进行其他的大规模批次生产之前,基于从小规模操作开发出的PLS模型,来预测使用新API批次的大规模HSWG的NIRS终点。如果预测使用新API批次的HSWG的NIRS终点不在目标范围内,则可以通过修改其他HSWG工艺参数如总水量或总制粒时间以达到目标范围,从而显著降低与放大操作相关的风险。本文提供的案例研究证明,该方法对于使用HSWG工艺生产的药品的开发和放大是有效的。
关键词
隐变量建模,过程分析技术,质量源于实际(QbD),放大,优化,高剪切湿法制粒。
1. 简介
在湿法制粒的药物的开发中,两个主要的变异(干扰)来源是高剪切湿法制粒(HSWG)工艺的操作规模和原材料批次之间的差异,特别是活性药物成分(API)。在开发的早期阶段,由于API供应有限,获得足够的制造经验和充分理解颗粒和片剂的性质往往具有挑战性。临床供应上的要求通常需要快速扩大到中等或更大的规模(例如10、70、250、900L等)。在这种情况下,降低HSWG工艺的放大操作风险,同时考虑原料批次之间的差异,以确保开发过程中临床药品的及时供应,这是很有价值的。
HSWG工艺是一个关键的单元操作,通过添加液体同时从切刀和搅拌桨传递机械能而使细粉产生聚集。制粒工艺通常用于制药工业中来改善材料的性质,例如流动性和粒度,并改善所得片剂的性质,例如片剂溶出曲线、硬度和外观。在宏观和微观层面上已经充分研究了团聚机理。前者主要使用功耗、扭矩和电流来描述整个制粒过程[1-6],而后者主要从基本角度研究颗粒-颗粒水平上的聚结和破碎机理[7-9]。已有多篇优秀的综述文章发表[10-12]。然而,HSWG的放大是一个复杂、动态的过程,仍然存在一些未知因素。
在放大时,确定监测和控制HSWG终点所需的适当分析测量方法仍然是一个研究领域。功耗和扭矩是常用参数,用于识别HSWG工艺操作的终点。最近的文献报道了测量的实用性,如声音和振动信号(声学)[13,14]、聚焦光束反射测量[15]和近红外光谱(NIRS)[15-19]。Luukkonen等[18]指出,与净功耗相比,NIRS是一个与控制片剂性质更相关的测量方法。分析工具选择的关键标准是看测量是否与下游性质相关,下游性质如颗粒属性和片剂性质(例如硬度、溶出度)。根据相关性,可以调整下游性质以满足项目的需求。
由于药品开发与API制造工艺开发通常同时进行,所以早期/小规模批次的API特性(例如,粒度分布)与后期/大规模批次的有所不同的情况并不罕见。因此,研究API的批间差异对所得湿颗粒的影响变得很重要。API的粒度、形状、堆密度、结晶度和粉末流动性可能影响HSWG过程中的颗粒生长,因此可能影响下游性质。Mackaplow等[20]和van den Dries [21]描述了原料药粒度分布对湿颗粒性质的显著影响。Faure等人[12]讨论了固体的润湿性、固体溶解度、粘合剂液体中的溶胀度以及粒度分布。
对于如何同时考虑原料药批间差异和HSWG工艺参数对关键质量属性的影响,进行了评估。偏最小二乘法(PLS)已成功应用于化学和制药行业来克服这一难题[22-31]。当由于多个原材料属性和工艺参数(输入矩阵)而出现共线性关系问题时,可以有效地应用PLS,从而获得良好的关键质量属性的可预测性[32]。
在不同生产规模上预测合适的机械工艺参数(例如搅拌/切碎速度)是另一个令人感兴趣的领域。由于搅拌桨速度经常对HSWG过程的终点影响很大,因此预测最佳的搅拌桨速度将十分有用。虽然放大规则是基于无量纲数[10, 33-35],但恒定尖端速度、恒定弗劳德数和恒定剪切力[36,37]已被成功应用(见“结果”章节中的公式8),不过仍然存在一些实际问题。值得注意的是,根据这三种方法预测的放大的搅拌桨速度通常范围很宽(例如,200-400rpm),并且难以在更大规模的实际批量生产之前确定哪种方法可能是最合适的。另外,这些方法基于几何相似性、动力学和动态相似性的原理[10,12,37]。由于不同制粒机类型在桨形、制粒机形状等方面的不同,这些假设可能不成立。最后,基于保持恒定尖端速度、弗劳德数和/或恒定剪切力的方法没有考虑原材料的属性。尽管无量纲数涉及净功耗和堆密度作为材料特性,但它们可能与关键的下游性质不完全相关。
Joint-Y PLS模型[25]可以同时考虑变化的操作规模和原材料属性的影响,然后可以应用优化框架来预测不同规模的合适机械工艺参数。然而,仅有有限数量的大规模批次,可能难以建立良好的模型。
群体平衡模型[8,9]旨在表示基于第一原理的实际凝聚过程,并且可能是估算HSWG机械工艺参数的另一种强有力的方法。如果完全了解聚结、破裂和流动模式,则内核将与锅体的大小无关。然而,聚集的机制仍然是未知的,并且这种方法需要大量的批次经验来确定聚结核参数β[38],因此使其难以应用于药物开发的早期阶段。所以,预测机械工艺参数(搅拌桨/切刀速度)仍然基于制药行业的经验和启发[39]。本文提出了一种新的过程分析技术策略,当批次经验有限且同时考虑API批间的变异性时,使用隐变量建模(LVM)和NIRS来降低HSWG工艺的放大风险。目标是采用最少的批次,即最小的API消耗量进行放大,并且提供满足目标片剂性质的药品。这涉及基于小规模实验设计(DOE)批次,在HSWG工艺的API材料属性、HSWG工艺参数和NIRS终点之间构建一个PLS模型。然后将PLS模型用于优化框架中,以找到合适的接近历史大规模操作的小规模机械工艺参数(搅拌/剪切速度),从而保持大规模操作的NIRS终点恒定。在使用新批次API进行额外的大规模生产之前,使用基于小规模操作的PLS模型预测大规模HSWG的NIRS终点。如果预测使用新API批次的HSWG的NIRS终点不在可接受范围内,则可以通过修改其他HSWG工艺参数(例如总水量和总批次制粒时间)来达到目标区域,从而降低放大操作的风险。
本文采用的方法已被用于指导放大操作,结果将在后文中提供。在“建模方法”一节中,描述了使用LVM的建模方法和使用NIRS的优化技术。在“实验”章节中,讨论了关于材料、设备和DOE的实验信息,而在“结果”章节中,描述了将所提出的方法应用于实际批次的湿法制粒药品的结果。
2. 建模方法
该方法是基于小规模DOE批次开发,这些批次包括各种工艺参数和API批次的组合,以及至少一个大规模批次的生产。使用具有不同物理属性的新批次API,利用这些模型来降低其他大规模操作的放大风险。这些其他大规模批次的机械工艺参数(搅拌/剪切速度)固定为先前大规模操作所使用的参数。
拟议方法的总体数据结构和程序如图1所示,包括以下四个步骤:
步骤(1):用小规模DOE批次构建PLS模型,用以表示API材料特性XS、小规模的机械工艺参数(搅拌/剪切速度)ZS、小规模的其他工艺参数(总水量、总批次时间)RS和小规模操作的NIRS终点YS(预先仅使用NIRS数据,通过主成分分析(PCA)以得分表示)之间的定量关系。
步骤(2):基于步骤1中通过优化计算建立的PLS模型,反向预测与之前进行的大规模批次的机械工艺参数 相似的小规模操作的机械工艺参数(搅拌桨/切刀速度)
相似的小规模操作的机械工艺参数(搅拌桨/切刀速度)
,以保持大规模操作的NIRS终点 不变。
不变。
步骤(3):根据所需的下游性质如流动性和片剂性质(小规模颗粒/片剂的性质KS和大规模片剂性质 ),确定NIRS终点的合适目标范围。
),确定NIRS终点的合适目标范围。
步骤(4):将额外大规模批次的机械工艺参数(搅拌/剪切速度)固定为之前大规模操作 ,使用新API批次(
,使用新API批次( )的额外大规模批次的NIRS终点、预测的小规模的机械工艺参数(之前大规模实际使用的机械工艺参数
)的额外大规模批次的NIRS终点、预测的小规模的机械工艺参数(之前大规模实际使用的机械工艺参数 )和其他工艺参数(
)和其他工艺参数( 或
或 )均基于步骤1中建立的PLS模型进行预测。考察额外的大规模操作的预测NIRS终点是否能够达到步骤3中确定的目标NIRS终点范围。如果预测的NIRS终点不包含在目标范围内,则可以通过适当更新工艺参数(例如总水量或总批次时间(或)来降低放大的风险,以达到湿法制粒工艺所需的NIRS终点。
)均基于步骤1中建立的PLS模型进行预测。考察额外的大规模操作的预测NIRS终点是否能够达到步骤3中确定的目标NIRS终点范围。如果预测的NIRS终点不包含在目标范围内,则可以通过适当更新工艺参数(例如总水量或总批次时间(或)来降低放大的风险,以达到湿法制粒工艺所需的NIRS终点。
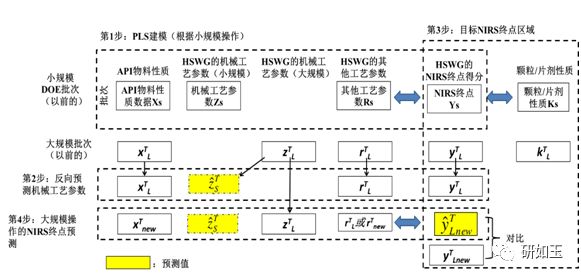
图1 降低放大操作风险的总体数据结构和程序
2.1 HSWG工艺的近红外光谱(NIRS)监测
采用近红外光谱监测HSWG,是因为:(1)NIRS可以同时提供物理性质(例如粒度分布)和化学性质(例如水状态)的信息[16-19];(2)NIRS是与规模无关的测量,而其他测量(例如,扭矩、功耗、声学)可能受规模和设备差异的影响;(3)NIRS可以提供与下游性质如颗粒流动性和片剂性质更好的相关性[18,26]。净功耗、温度、干燥失重(LOD)和NIRS的比较研究结果将在“结果”部分中讨论。
对NIRS数据进行分析,可能需要首先采用一些预处理方法,例如标准正态变量(SNV)和求导,以有效地提取关键属性信息(例如,水含量和颗粒生长的信息)。然后应用PCA [40,41]以获得NIRS终点得分(Ys)以及与原始波长数相比具有更低维度的载荷向量Ps。NIRS终点得分对应于每个颗粒批次的最后NIRS得分。可以使用小规模批次数据完成此分析。
接下来,通过将原始NIRS光谱(在应用与上述相同的预处理方法之后)投影到PCA载荷向量Ps上,来计算大规模的NIRS终点得分( )。因此,可以比较不同规模的NIRS终点得分(Ys,)并用于以下分析。
)。因此,可以比较不同规模的NIRS终点得分(Ys,)并用于以下分析。
2.2 利用小规模DOE批次进行PLS建模(步骤1)
利用小规模DOE批次建立PLS模型,用以表示API材料特性XS、小规模的机械工艺参数(搅拌/剪切速度)Zs、小规模的其他工艺参数(总水量、总批次时间)Rs以及小规模操作的NIRS终点Ys之间的定量关系,如图1所示。已有人提出并应用了这种同时考虑到原材料性质和工艺参数影响的PLS模型[22-31]。PLS用于本研究的原因是,PLS可以通过最大化协方差矩阵[32,40],有效地处理API材料性质XS和工艺参数(Zs、Rs)之间的共线性关系,并为Ys提供更可靠的预测。PLS模型表示如下:
Ys =f (Xall) + ε (1)
其中Xall= [XS ZS RS],ε是模型残差。
PLS回归建模已在文献[32,40,41]中广泛描述,这里仅给出简要描述。通过将公式1中的Xall = [XSZS RS]和YS投射到较低维的子空间来执行PLS回归:

其中T列是潜在变量( 的值,它囊括了数据中的大部分可变性;W*、P和Q是载荷矩阵,E和F是残差矩阵。通过最大化Xall和YS之间的协方差来获得PLS载荷矩阵[32]。可以从PLS模型获得Ys的预测:
的值,它囊括了数据中的大部分可变性;W*、P和Q是载荷矩阵,E和F是残差矩阵。通过最大化Xall和YS之间的协方差来获得PLS载荷矩阵[32]。可以从PLS模型获得Ys的预测:

对于任何新的API材料性质和工艺参数 ,可以计算新的潜在变量得分
,可以计算新的潜在变量得分 ,然后预测最终的片剂属性
,然后预测最终的片剂属性 。还可以计算两个距离标准来测试模型对于新条件的有效性。Hotelling T2表示为:
。还可以计算两个距离标准来测试模型对于新条件的有效性。Hotelling T2表示为:

其中 是矩阵中第a个潜在变量得分向量的方差,A是PLS模型中所选定的潜在变量的数量。它提供了从潜在空间中心点到新实测值在潜在可变空间的投影之间距离的度量。X空间中的平方预测误差(SPE),也称为Q残差,表示为
是矩阵中第a个潜在变量得分向量的方差,A是PLS模型中所选定的潜在变量的数量。它提供了从潜在空间中心点到新实测值在潜在可变空间的投影之间距离的度量。X空间中的平方预测误差(SPE),也称为Q残差,表示为

其中 是根据PLS模型估计的的预测值。SPE提供了来自潜变量空间的新点的正交距离(残差)的度量。大的残差意味着PLS模型在区域无效。
是根据PLS模型估计的的预测值。SPE提供了来自潜变量空间的新点的正交距离(残差)的度量。大的残差意味着PLS模型在区域无效。
投影的可变影响(VIP)得分 [42]是一个有用的指标,可以有效地找出哪些变量/参数对Y变量有更大的影响。第j个变量的VIP得分可以通过公式6计算。VIP得分平方的平均值等于1,并且通常如果VIPj 值大于1.2,则说明第j个变量具有更大的影响。
其中qk、tk和wk分别是Q、T、W*的k列向量,m是Xall的列号。VIP得分对于使用多个Y变量进行建模并且需要调查全部有影响的变量的情况特别有用。
2.3 预测与大规模工艺参数相似的小规模工艺的合适机械工艺参数(步骤2)
步骤2的目的是预测与以前的大规模工艺相似的小规模操作 的合适机械工艺参数(搅拌桨/切刀速度),以便使不同规模之间的NIRS终点得分保持恒定,因此受到过去大规模操作中使用的固定API属性
的合适机械工艺参数(搅拌桨/切刀速度),以便使不同规模之间的NIRS终点得分保持恒定,因此受到过去大规模操作中使用的固定API属性 和其他工艺参数的限制。通过这样做,预估的小规模条件应该与大规模条件z TL相似。预测的小规模操作的机械工艺参数(搅拌桨/切刀速度)目前正应用于预测额外的大规模操作。
和其他工艺参数的限制。通过这样做,预估的小规模条件应该与大规模条件z TL相似。预测的小规模操作的机械工艺参数(搅拌桨/切刀速度)目前正应用于预测额外的大规模操作。
这种方法的局限性在于,其他大规模批次的机械工艺参数将设置为之前大规模批次所使用的参数 。这是一种常见的工业场景,因为操作者的经验,常常将固定的(中心)机械工艺参数应用于不同的药品。通常通过调整如总水量和总批次制粒时间等工艺参数来补偿不同原料批次带来的影响。根据Leuenberger等人的观点[5],一旦适当地确定搅拌桨和切刀的速度,那么使用恒定值的操作将不会成为问题。
。这是一种常见的工业场景,因为操作者的经验,常常将固定的(中心)机械工艺参数应用于不同的药品。通常通过调整如总水量和总批次制粒时间等工艺参数来补偿不同原料批次带来的影响。根据Leuenberger等人的观点[5],一旦适当地确定搅拌桨和切刀的速度,那么使用恒定值的操作将不会成为问题。
所提议的这种方法需要两个假设。第一个假设是放大效应(例如,搅拌桨尺寸、桨叶类型、壁摩擦)可归因于不同规模之间的机械工艺参数的差异。这是有效的,因为与恒定尖端速度、弗劳德数和剪切力相关的规则可以表示不同规模之间机械工艺参数的差异随搅拌桨尺寸的变化[36,37]。第二个假设是API性质和其他工艺参数(例如总水量和总批次制粒时间)对NIRS终点得分的影响在不同规模之间是大致相当的。Kristensen [43]描述了液体用量对于规模变化相对不敏感,作者也有相同的经验。然而,为了支持这一假设,在“结果”章节中讨论了当总加水量和总批次制粒时间改变时的大规模操作的预测结果。
通过实施以下优化公式,可以计算出近似于之前大规模z TL相似的小规模操作的合适机械工艺参数(搅拌桨和切刀速度) :
:
其中W1是对角加权矩阵,表示每个NIRS终点得分(NIRS-PC1,NIRS-PC2,...)的相对重要性,LoNIR和HiNIR分别是以前大规模操作的NIRS终点得分的下限和上限,Loz和Hiz是小规模机械工艺参数的下限和上限,ε和 分别是SPEnew约束(公式5)和Hotelling
分别是SPEnew约束(公式5)和Hotelling (公式4)的常数值。过去大规模操作中的API属性、其他工艺参数和NIRS终点得分保持恒定。约束中的值可以被视为来自训练集数据的T2的95%或99%限制,这取决于人们愿意从训练数据外推的距离,并且SPEnew约束中ε值的范围可以从零(完全遵守模型)到一些更大的值,例如训练集数据中SPE值的95%限制。进一步的指南在[28]中描述。优化的变量为小规模的机械工艺参数(搅拌桨/切刀速度)。
(公式4)的常数值。过去大规模操作中的API属性、其他工艺参数和NIRS终点得分保持恒定。约束中的值可以被视为来自训练集数据的T2的95%或99%限制,这取决于人们愿意从训练数据外推的距离,并且SPEnew约束中ε值的范围可以从零(完全遵守模型)到一些更大的值,例如训练集数据中SPE值的95%限制。进一步的指南在[28]中描述。优化的变量为小规模的机械工艺参数(搅拌桨/切刀速度)。
上述方法不需要做与不同规模(制粒机)之间的几何相似性相关的假设,这是相比其他常用的放大规则的显著优势。小规模的预测机械工艺参数隐含地考虑了总的放大效应,不仅包括搅拌桨直径,也包括桨叶的类型、壁面摩擦等等。这种方法不能回答“为什么预测的机械工艺参数是相关的”(因为它可能由许多参数引起,例如搅拌桨直径、桨叶类型、单独的壁面摩擦或者综合因素)。这种认识需要进行深入的基础研究。
2.4 确定HSWG的NIRS终点得分的目标范围(步骤3)
NIRS终点的目标范围可以根据所需的下游性质确定,例如流动性和片剂性质(小规模片剂性质KS,大规模片剂性质 )。可以在NIRS终点得分YS与小规模颗粒和片剂属性KS(也可以包括干燥和研磨等下游工艺)之间建立PLS模型,然后可以通过优化框架获得NIRS终点得分的目标范围,从而得到所需的最终片剂属性。不过,这也可以根据经验(例如,湿颗粒的外观、流动性等)来确定。
)。可以在NIRS终点得分YS与小规模颗粒和片剂属性KS(也可以包括干燥和研磨等下游工艺)之间建立PLS模型,然后可以通过优化框架获得NIRS终点得分的目标范围,从而得到所需的最终片剂属性。不过,这也可以根据经验(例如,湿颗粒的外观、流动性等)来确定。
2.5 预测后续大规模操作的NIRS终点(步骤4)
如上所述,由于以往的大规模的机械工艺参数z TL将在未来的大规模操作中保持恒定,因此可以使用与过去大规模 相似的小规模的预测机械工艺参数来预测未来的大规模批次的NIRS终点得分。然后可以在过去的操作范围内模拟新API批次
相似的小规模的预测机械工艺参数来预测未来的大规模批次的NIRS终点得分。然后可以在过去的操作范围内模拟新API批次 对NIRS终点得分的影响(例如,置信限度)。如果预测的NIRS终点得分未达到步骤3中确定的目标NIRS的终点范围,则可以修改其他工艺参数,例如总水量和总批次制粒时间,直到预测的NIRS终点得分达到目标NIRS终点范围为止。
对NIRS终点得分的影响(例如,置信限度)。如果预测的NIRS终点得分未达到步骤3中确定的目标NIRS的终点范围,则可以修改其他工艺参数,例如总水量和总批次制粒时间,直到预测的NIRS终点得分达到目标NIRS终点范围为止。
3 试验
3.1 材料和方法
用于该研究的片剂处方由76%API和24%辅料组成。由于API是处方中的最大组分,因此API的性质可能是变异的主要来源。
API的粒度分布通过Malvern Mastersizer粒度分析仪(Malvern Instruments Ltd:Enigma Business Park,Grovewood Road,Malvern,Worcestershire,UK.WR14 1XZ)的低角度激光衍射测量。堆密度通过FT4粉末流变仪(Freeman Technology Ltd:Boulters Farm Center,Castlemorton Common,Welland,Malvern,Worcester-shire,UK.WR13 6LE)测量。引湿性通过SGA-100(VTI Corporation:7650 West 26th Ave,Hialeah,FL,USA 33016)测量。对于引湿曲线的数据分析,应用了Guggenheim、Anderson和de Boer(GAB)模型[44-47]来提取合适的热力学性质信息(见附录)。本研究中使用的API性质如表1所示。PLS模型共使用了9个API属性XS:4个粒度分布参数(D10、D43、D50、D90),1个堆密度和4个引湿性参数(GAB模型系数Xm、K、C和相对湿度90%下的引湿性:详见附录)。
表1 本研究中使用的API性质和工艺参数
属性 | 注释 | |
API性质 | RH90%时的API重量 | 引湿性 |
GAB模型的API Xma | ||
GAB模型的API Ca | ||
GAB模型的API Ka | ||
API D43b | 粒度分布 | |
API D10c | ||
API D50c | ||
API D90c | ||
API堆密度 | 堆密度 | |
工艺参数 | 搅拌桨速度 | 机械工艺参数 |
切刀速度 | ||
总制粒时间 | 其他工艺参数 | |
总水量 |
a GAB模型参数Xm、C和K分别为内表面形成单分子层时的含水量、与第一层吸附热相关的因子、与多层吸附热相关的因子。
b D43为粒度分布的体积平均直径。
c D10、D50和D90分别为粒度分布的第10、第50和第90百分位数。
3.2 设备和HSWG操作
使用配备10升锅体的Collette Ultima PROTM(GEA Process Engineering Inc:GEA Process EngineeringA/S,Gladsaxevej 305-P.O. Box45-2860Søborg,Denmark)和配备70升锅体的MGT-70S型(Lödige:Gebr. Lödige Maschinenbau GmbH, Elsener Straße 7-9, 33102 Paderborn,Germany)进行HSWG实验。请注意,这些制粒机在各自的搅拌桨直径、形状、桨叶类型和壁面摩擦等方面是不相似的。由于缺乏几何相似性,所以不能应用之前报告的放大规则(例如,尖端速度、弗劳德数、剪切力等)。
HSWG工艺过程依次进行:干混、加水和湿法成型。从位于制粒机顶部的端口以线性速率(取决于总批次时间)加入水。定期停止搅拌桨和切刀,并将湿颗粒样品(~2g)收集到玻璃小瓶中,以进行离线NIRS测量。使用MPATM(Bruker Optics Inc:19 Fortune Drive,Manning Park,Billerica,MA,USA 01821-3991),以8cm-1的光谱分辨率和每个光谱240次迭加进行NIRS光谱采集。随后,所有小规模(10L)DOE HSWG样品使用流化床干燥器GPCG-1(Glatt GmbH Process Technology GmbH:Werner-Glatt-Str.1,79589 Binzen,Germany)干燥,干整粒,混合,加入润滑剂,然后压片。虽然这些DOE批次的下游工艺条件(例如,干整粒的筛网大小、进料温度、干燥工艺的终点温度、润滑时间)不同,但是由于操作变化相对较小(本文未列出数据),所以没有观察到对下游性质的影响。因此,HSWG工艺条件和API性质是粉末流动和片剂性质的主要影响因素。使用配备有RODOS干粉分散器的Qicpic(Sympatec Inc:Am Pulverhaus 1,D-38678 Clausthal-Zellerfeld,Germany)测量干燥颗粒的粒度和形状分布。基于作者提出的PLS模型[48],使用Qicpic数据集计算干整粒颗粒的流动功能系数(FFC:描述流动性的内聚强度)。
3.3 DOE(实验设计)
采用小型(10L)设备,开展了13批的DOE(采用Plackett-Burman方法设计),以研究4个工艺变量和API批间效应(3批),如表2所示(对应于图1中的XS、ZS、RS)。选择DOE的3个API批次,以涵盖历史的API粒度分布范围,特别是对于D43。根据历史的项目经验,选择了搅拌桨速度、切刀速度、总批次时间和总水量等工艺条件的范围。
其他(非DOE)批次的工艺参数如表3所示。第一行显示了使用小试DOE的API批次(图2中突出显示)时的历史70L批次的条件,对应于图1中的、和。第二行显示的是使用新API批次(之前未在HSWG试验中使用)的10L验证批次。第三行和第四行是使用新API批次的另外两个70L批次,对应图1中的、、或。在本研究中,大规模(70L)的机械工艺参数保持不变。
表2 小试规模(10L)进行的DOE
运行 | API粒度分布 | 搅拌桨速度(rpm) | 切刀速度(rpm) | 总制粒批次时间(min) | 总水量(%) |
1 | 小 | 150 | 2500 | 9 | 40 |
2 | 中 | 150 | 1000 | 15 | 40 |
3 | 小 | 450 | 1000 | 19 | 40 |
4 | 小 | 450 | 2500 | 15 | 30 |
5 | 中 | 450 | 1000 | 9 | 40 |
6 | 小 | 450 | 2500 | 5 | 40 |
7 | 小 | 150 | 1000 | 19 | 30 |
8 | 中 | 150 | 2500 | 15 | 40 |
9 | 小 | 150 | 1000 | 5 | 30 |
10 | 中 | 450 | 1000 | 5 | 30 |
11 | 中 | 450 | 2500 | 19 | 30 |
12 | 大 | 300 | 1750 | 12 | 35 |
13 | 大 | 300 | 1750 | 12 | 35 |
表3 非DOE批次参数
运行 | API | 10L规模操作所用的搅拌桨速度/切刀速度(rpm) | 70L规模操作所用的搅拌桨速度/切刀速度(rpm) | 总水量(%) | 总制粒批次时间(min) |
之前批次 70L | 中a | — | 225/1500 | 38 | 18 |
新批次10L | 新批次 | 300/2500 | — | 38 | 18 |
新批次70L-1 | 新批次 | — | 225/1500 | 38 | 18 |
新批次70L-2 | 新批次 | — | 225/1500 | 34 | 16 |
a之前70L批次所用的为表2中所示的中等规模批次。
4 结果
4.1 API批次数据
各原料药批次的粒径分布图如图2所示。用于小规模DOE的3个API批次(标为红色“O”)涵盖了所有过去的批次(标记为绿色“+”),新API批次的粒径分布图在图2中标为蓝色“□”。基于D43进行原料药批次的选择是合理的,因为预计粒度对NIRS终点有很大影响[12,20,21]。基于PCA得分的统计分子设计,考虑了所有可能的API性质,可以最大化API性质的总解释空间,将是一种更合适的方法 [29,49–53]。在本例中,所有历史批次的所有API数据都不可用,因此使用了粒度分布方法。
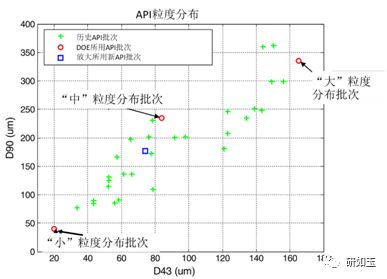
图2 API批次的粒度分布图(D43 vs. D90)
付费阅读部分:
4.2 NIRS(近红外光谱)测定(付费阅读部分)
4.3 PLS建模(付费阅读部分)
4.4 不同规模的搅拌桨速度的关系(第2步)(付费阅读部分)
4.5 NIRS终点得分的相关性(付费阅读部分)
4.6 目标NIRS终点范围(付费阅读部分)
4.7 小规模(10L)批次的PLS模型验证 (付费阅读部分)
4.8 后续大规模(70升)批次的风险去除(付费阅读部分)
此部分文字大约6000字,需要此材料的同行扫描二维码加好友微信转账付费获取高清PDF版本。

5. 结论
一种同时考虑HSWG规模和原料药批间变异性的放大方法已成功应用于降低药品的开发风险。PLS模型是利用小规模的DOE批次建立的,不仅对小规模DOE批次的NIRS终点,而且对使用新API批次的小规模和大规模批次的NIRS终点也具有良好的预测能力。PLS模型提供了有关NIRS终点关键参数的有用信息,增强了对HSWG过程的理解。与其他湿法制粒测量方法(例如功耗、温度和LOD)相比,NIRS终点测量与下游性质(例如FFC、干燥颗粒的粒度分布和片剂硬度曲线)的相关性更好。这表明,近红外光谱技术可作为HSWG工艺开发和降低放大风险的一个有用工具。
从工业角度来看,这种方法有三个优点:(1)不需要规模间的几何相似性,因此,与其他基于无量纲分析的放大模型以及恒定的尖端速度、弗劳德数和剪切力不同,该方法是一个更加实用的方法。(2)不需要多个大规模批次的生产,因此是一种更具成本效益的方法。(3)利用小规模的DOE批次建立PLS模型,来预测大规模操作,减少了API的使用量,有效利用了公司资产(历史数据),从而为药品开发的高效放大提供了一个有用的科学放大工具。
6. 附录
Guggenheim、Anderson和De Boer模型的引湿性分析
BET(Brunauer–Emmett–Teller)模型最广泛地用于表征引湿曲线[47]。但是,BET模型描述的等温线只有50%左右的相对湿度,不能很好地描述多层膜的吸水性。此外,BET模型适用于II型等温线,而不适用于其他情况(如I型、IV型)。在本研究中,GAB(Guggenheim、Anderson和de Boer)模型[44–47]被应用于分析大多数I-V型等温线在更大相对湿度(RH)范围内的吸附等温线。GAB代表了Langmuir和BET理论的精炼延伸。GAB模型用公式9表示。

其中X是含水量(重量变化%),Xm是对应于内表面形成单分子层的含水量,aw是水活度(RH),C是与第一层吸附热相关的因子,K是与多层吸附热相关的因子。
C定义为吸附在某一位点的第一个分子的分配函数(q1)与多层膜中除第一个分子以外的吸附分子的分配函数(qm)之比(C= q1/ qm),K定义为本体液体中分子的分配函数之比(ql)与多层中吸附的分子的分配函数(qm)之比(C= ql/ qm)。
通过最小二乘法优化,利用实测的引湿曲线数据确定上述GAB模型的系数(Xm、C、K),从而使得实测值和预测值之间的预测误差最小化。然后将结果用于PLS建模。
7. 参考文献
略。

每周都有实名的研发同行加入,医药信息开发群、医药信息交流群均已经荣耀升级为3000人群,研如玉接受同行申请入群。欢迎遵守群规的同行加入。加群同行请修改群名片单位+姓名,非诚勿扰。
欢迎各位同行向本公众号投稿。
微信订阅号可以置顶了!把本号置顶,想看就看,不用再向下拉了!
投稿请联系群主(邮箱:9111628@qq.com)或微信编辑(1642214@qq.com)。
请欲加入本群同行仔细阅读本群首页介绍了解本群加群要求和群规则。
查看以前的文章请关注本公众号之后查看历史消息。
——研如玉——

药研人的网上家园
想与5700多名业内实名群友一起探讨问题吗?请快快加入本群
医药信息开发群号:185255786已经升级3000人群欢迎加入
医药信息交流群号:555352622已经升级3000人群欢迎加入
研如玉群号:600036730目前已接近1700名实名群友
欢迎你申请加入
申请加群:单位+姓名+电话申请,否则一律拒绝


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









