




表面粗糙度的定义:
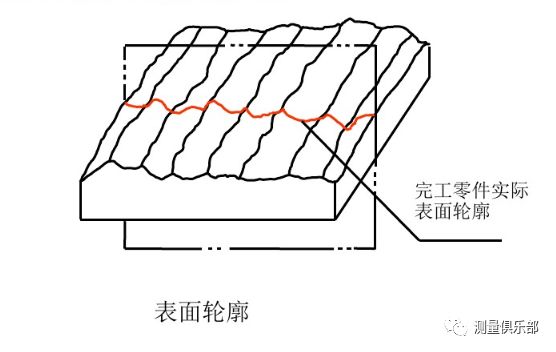
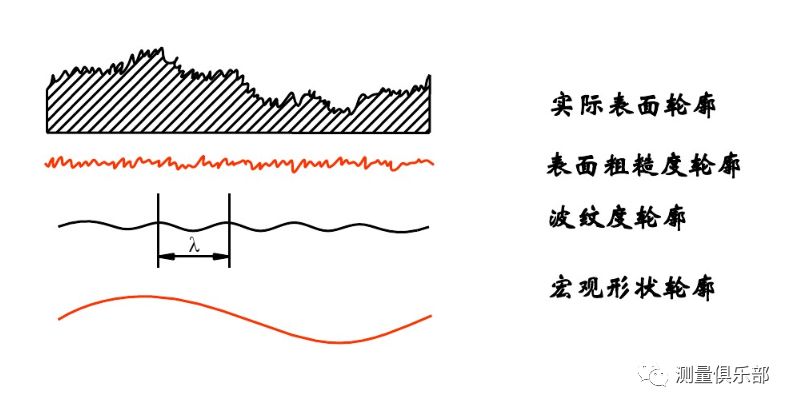
零件表面几何形状误差及其组成成份:
表面程糙度的影响:
影响零件的耐磨性。
2.影响配合性质的稳定性。
3.影响零件的疲劳强度。
4影响零件的抗腐蚀性。
5.影响零件的密封性。
6.对零件的外观、测量精度、表面光学性能、导电导热性能和胶合强度等也有着不同程度的影响。
表面粗糙度评定参数及其数值:
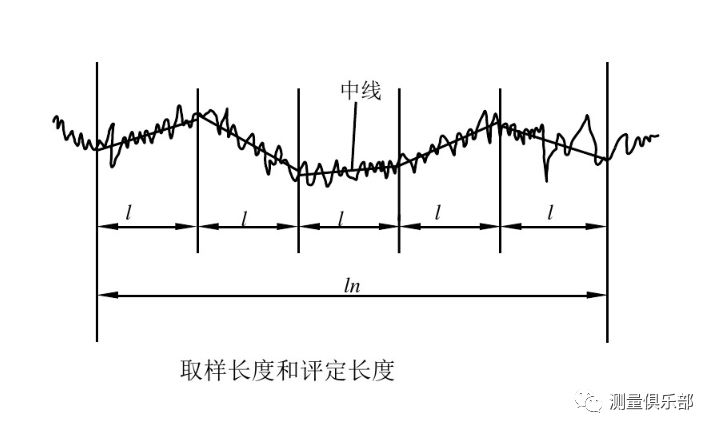
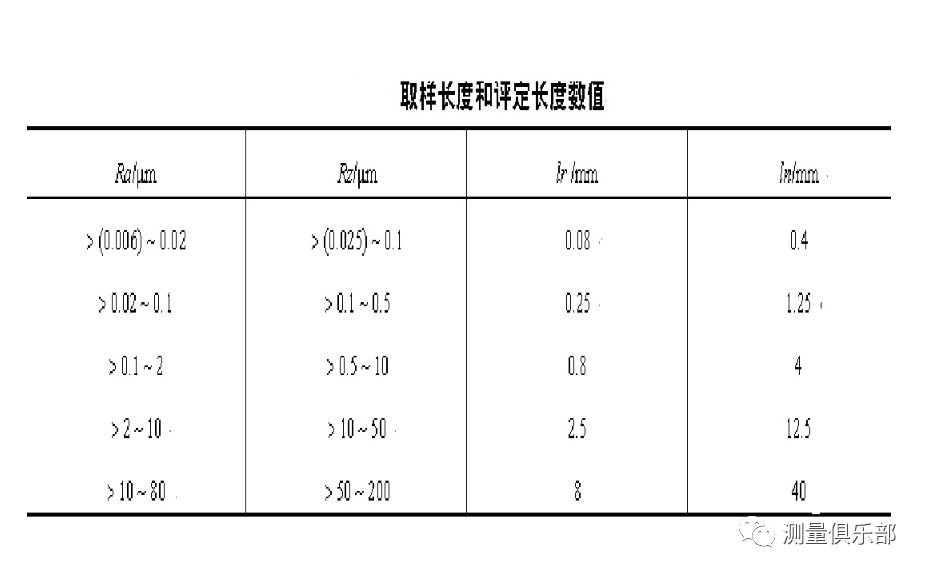
取样长度I:指测量或评定表面粗糙度时,所规定的一段基准线的长度用表示。目的:限制、减弱波纹度、形状误差的影响至少包括五个峰值,五个谷值,并为标准长度。
0.08, 0.25, 0.8, 2.5, 8.0
评定长度Ln:由于零件的表面粗糙度不一定很均匀,在一个取样长度,上往往不能合理反映某一表面粗糙度特征,需在表面上取几个取样长度。
Ln=5l
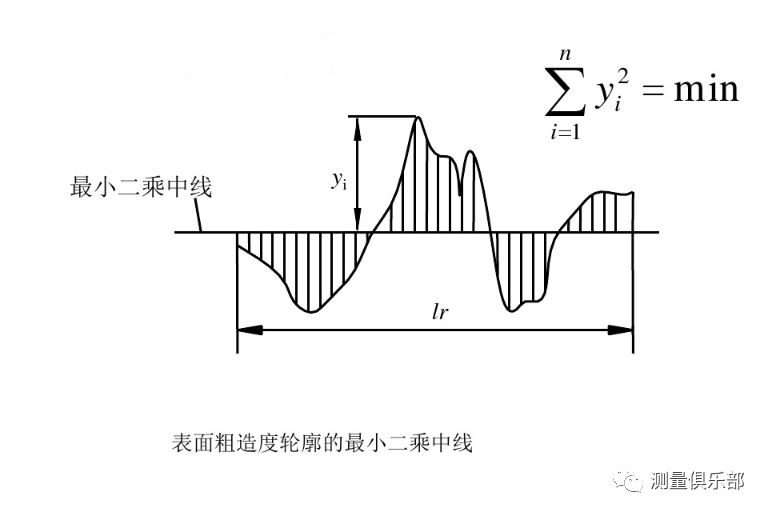
轮廓最小二乘中线m
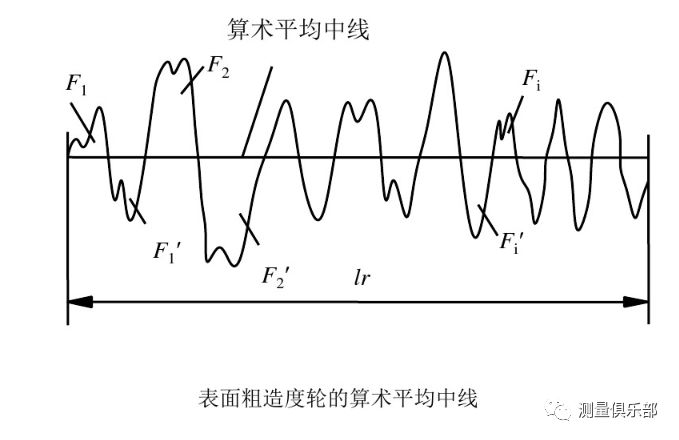
轮廓算术平均中线m
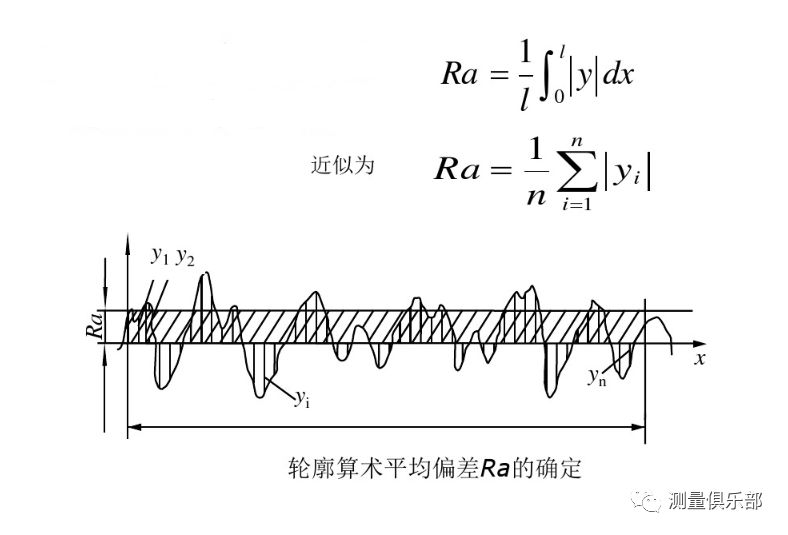
轮廓算术平均偏差Ra
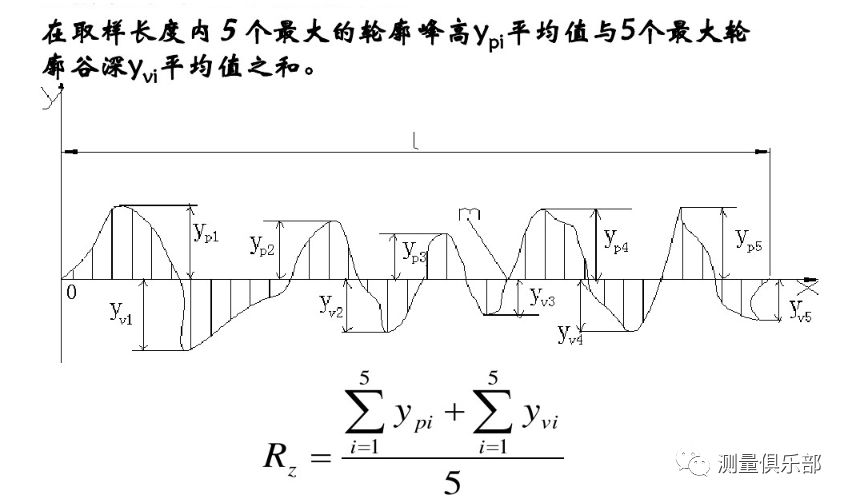
微观不平度十点高度R2
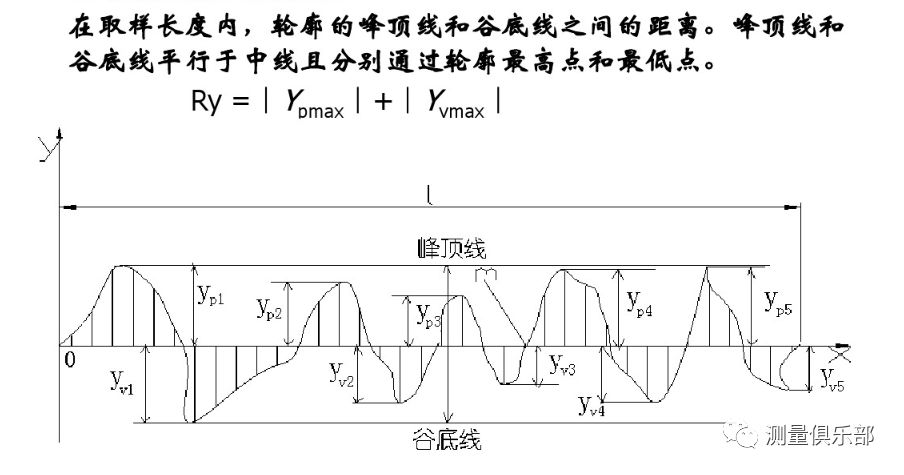
轮廓最大高度Ry
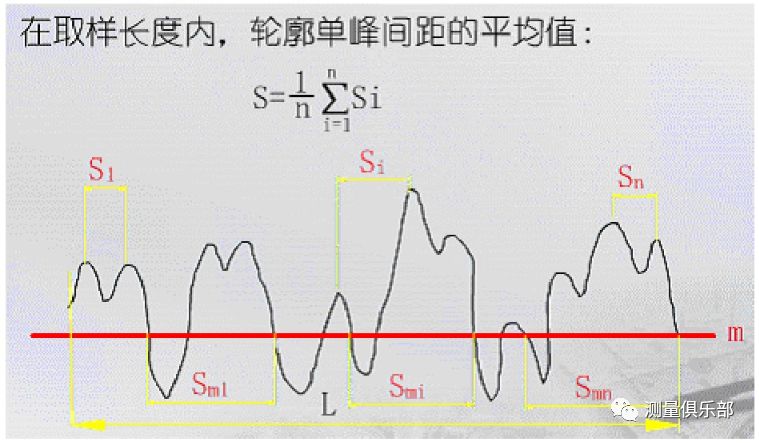
轮廓单峰平均间距S
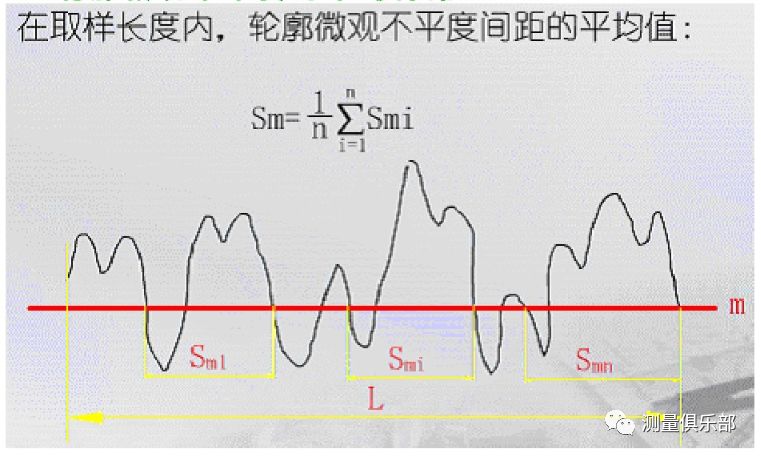
轮廓微观不平度的平均间距Sm
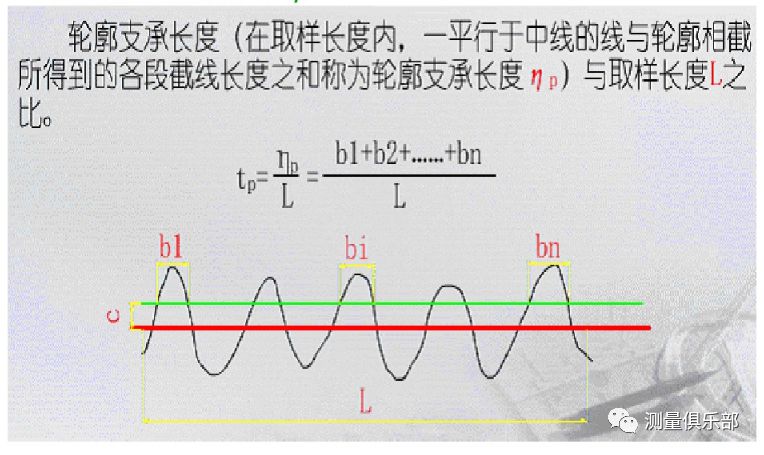
轮廓支撑长度率tp
表面粗糙度代号及标注
表面粗糙度的基本符号
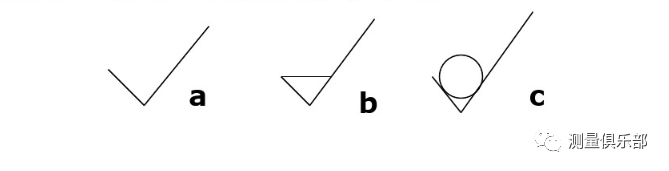
a 为基本符号,表示表面可以用任何方法获得;
b 表示表面是用去除材料的方法获得的;
C 表示表面是用不去除材料的方法获得的。
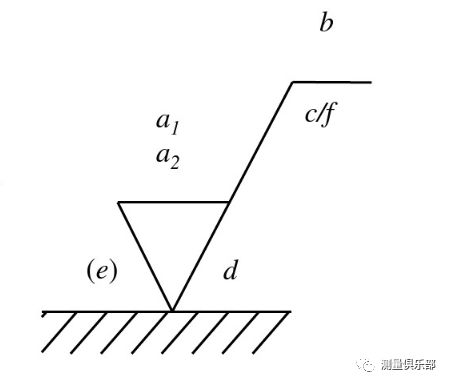
表面粗糙度的代号
a1,a2-粗糙度幅度参数代号及其数值(mm);
b-加工要求、镀覆、涂覆.表面处理或其他说明等;c-取样长度(mm)或波纹度(mm);
d-加工纹理方向符号;
e-加工余量(mm);
f-粗糙度间距参数值(mm)
表面粗糙度的标注
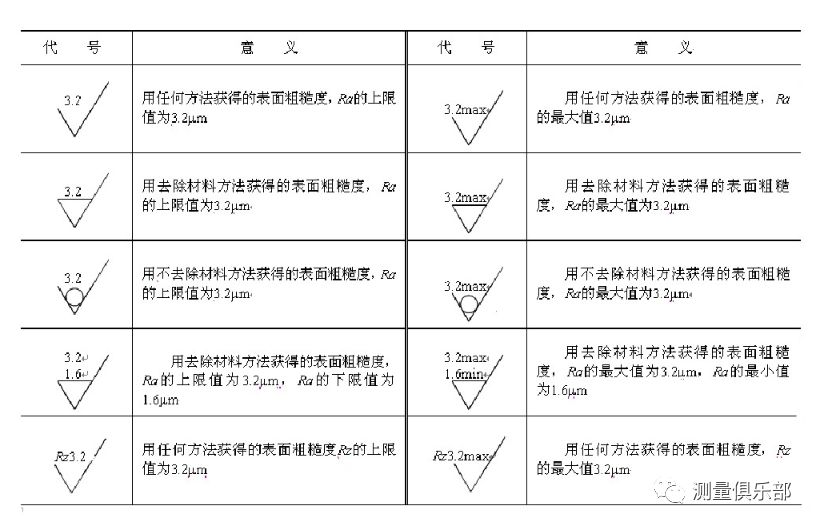
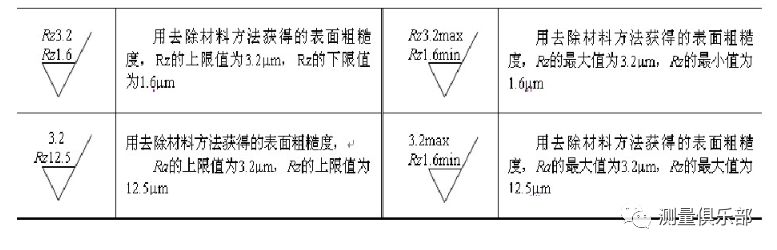
●标注时将其标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向被注表面。●高度参數:当选用Ra时,只需在代号中标出其参數值,“Ra"本身可以省略●当选用Rz或Ry时,参数和参数值都应标出;●当允许实测值中,超过规定值的个数少于总数的16%时,应在图中标注上限值和下限值,●当所有实测值不允许超过规定值时,应在图样上标注最大值或最小值。
取样长度:如按国标选用,则可省略标注;●表面加工纹理方向:指表面微观结构的主要方向,由所采用的加工方法或其它因素形成,必要时才规定。
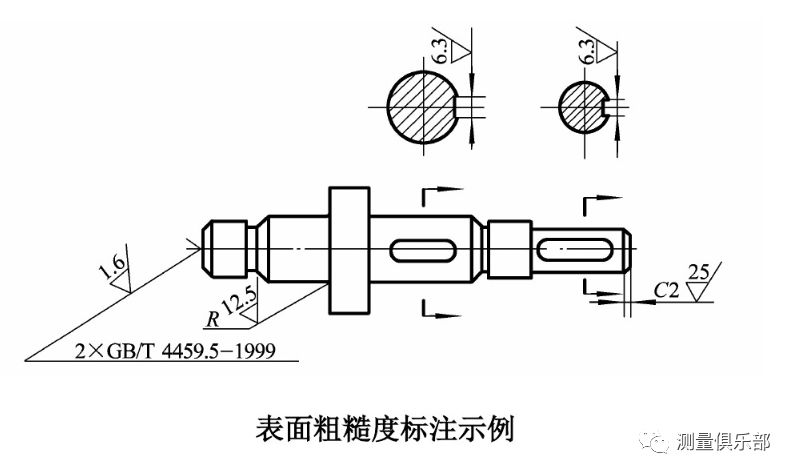
(1)表面粗糙度代(符)号应注在可见轮廓线、尺寸线、尺寸界线或它们的延长线上,也可以注在指引线上。符号的尖端必须从材料外指向被注表面,代号中数字及符号的方向必须与尺寸线上的数字方向一致。
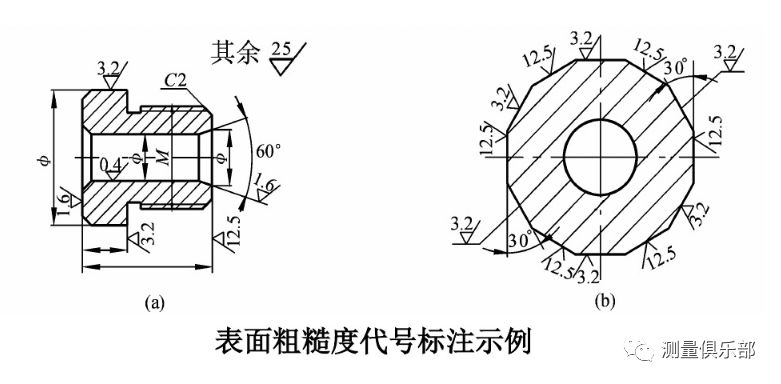
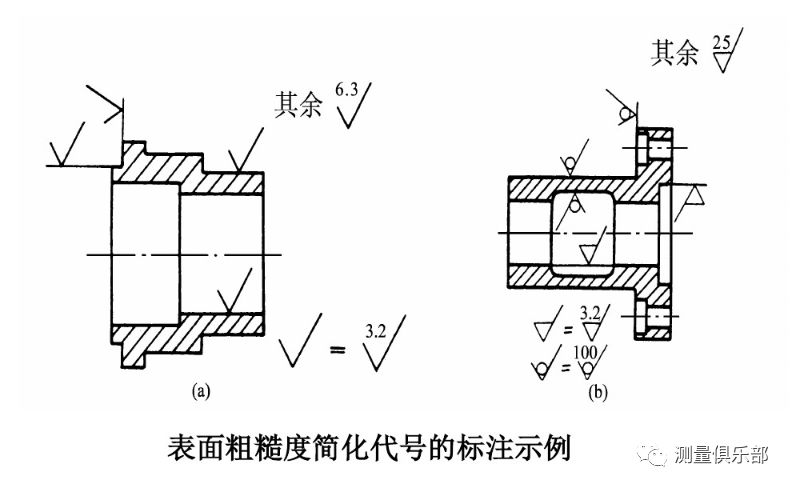
(2)当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种符号、代号可以统一注在图样的右上角,并加注“其余”两字。
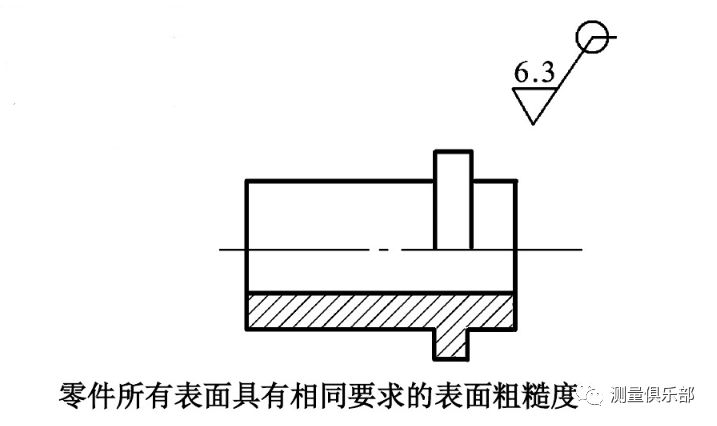
(3)当零件的所有表面具有相同的表面粗糙度要求时的标注。
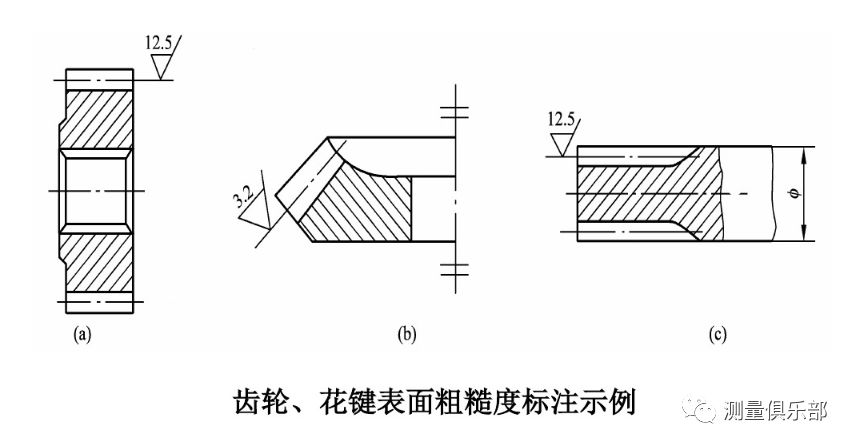
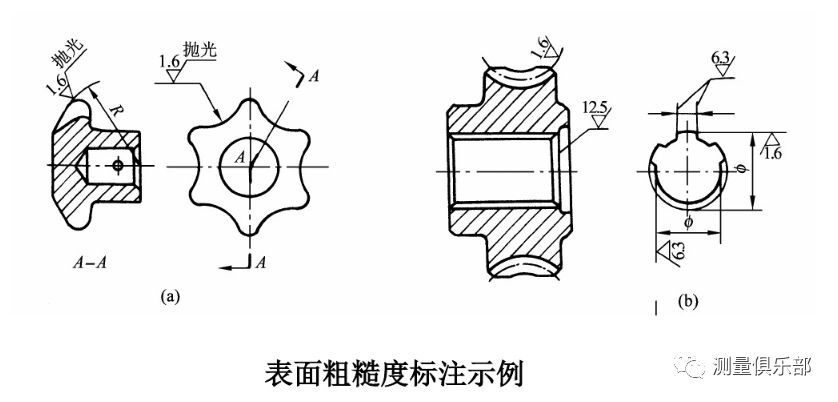
(4)当齿轮、蜗轮、渐开线花键等工作表面没有画出齿形时,其表面粗糙度代号可注在节圆上。
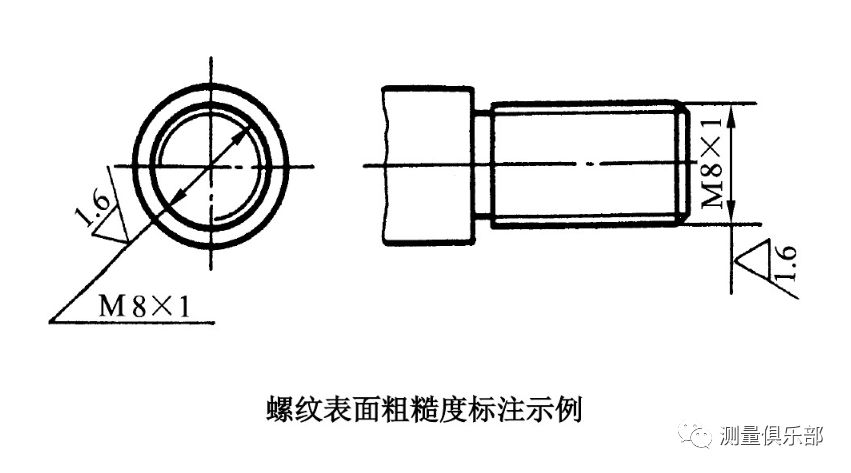
(5)螺纹工作表面没有画出牙形时的标注。
(6)尽量采用简化标注。
(7)中心孔的工作表面,键槽工作表面、圆角、倒角的表面粗糙度代号标注。
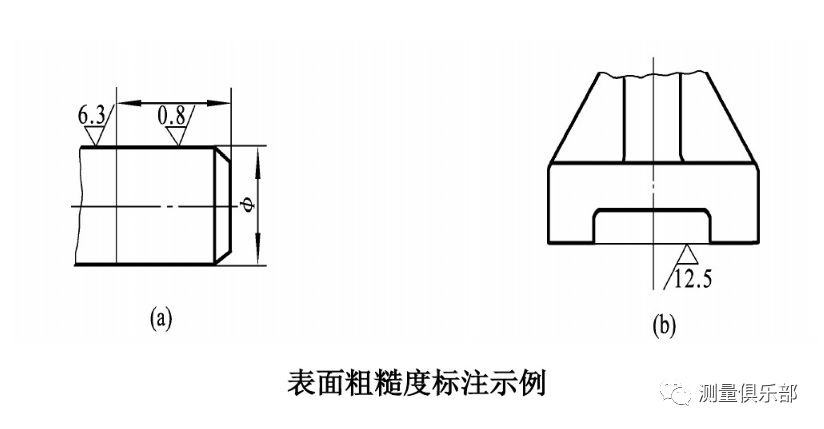
(8)同一表面上有不同的表面粗糙度要求时,需用细实线画出其分界线并注出相应的表面粗糙度代号和尺寸。以及用细实线连接的不连续的同一表面,其粗糙度代号只注一次。
(9)对零件上的连续表面及重复要素(如孔、槽、齿等)的表面的标注。
表明粗糙度的选择
评定参数的选择:如无特殊要求,一般仅选用高度参数。推荐优先选用Ra值,因为Ra能充分反映零件表面轮廓的特征。以下情况下例外:
1)当表面过于粗糙(Ra >6.3pm)或过于光滑(Ra< 0.025pm)时,可选用Rz,因为此范围便于选择用于测量Rz的仪暴测量。
2)当零件材料较软时,因为Ra一般采用触针测量。
3)当测量面积很小时,如顶尖、刀具的刃部、仪表的小元件的表面,可选用Ry值。
表面粗糙度参数值的选择原则是:在满足零件表面功能要求的前提下,尽量选取较大的参數值。一般原则:同一零件上,工作表面此非工作表面粗糙度值小;摩擦表面此非摩擦表面要小;受循环载荷的表面要小;配合要求高、联接要求可靠、受重载的表面粗糙度值都应小;同一精度,小尺寸此大尺寸、轴比孔的表面粗糙度值要小。
表明粗糙度参数的选样方法
1:可用类比法来确定。一般尺寸公差、表面形状会差小时,表面粗糙度参数值也小,但也不存在确定的函数关系。如机床的手轮或手柄。
2:一般情况下,它们之间有一定的对应关系。设形状公差为T,尺寸公差为IT,它们之间的关系可参照以下对应关系:
若T=0.6/T,则Ra<0.05/T;Rz< 0.217
T=0.4IT,则Ra<0.025/T;Rz< 0.1/T
T≈0.25/T,则Ra<0.012IT;Rz<0.05/7
T<0.25/T,则Ra<0.15T;Rz<0.6T
表面粗糙度的评定
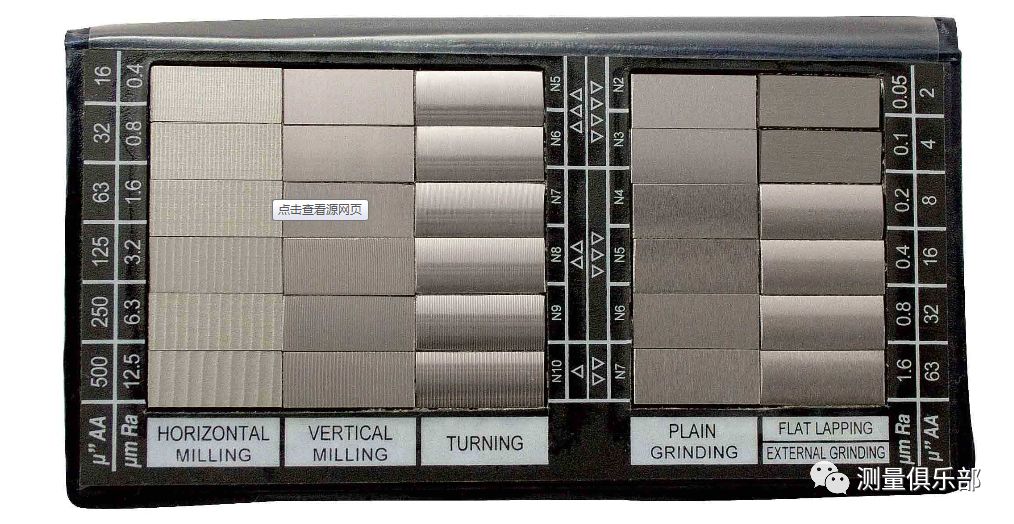
比较法:比较法是用已知其高度参数值的粗糙度样板与被测表面相比较,通过人的感官,亦可借助放大镜、显微镜来判断被测表面粗糙度的一种检测方法。
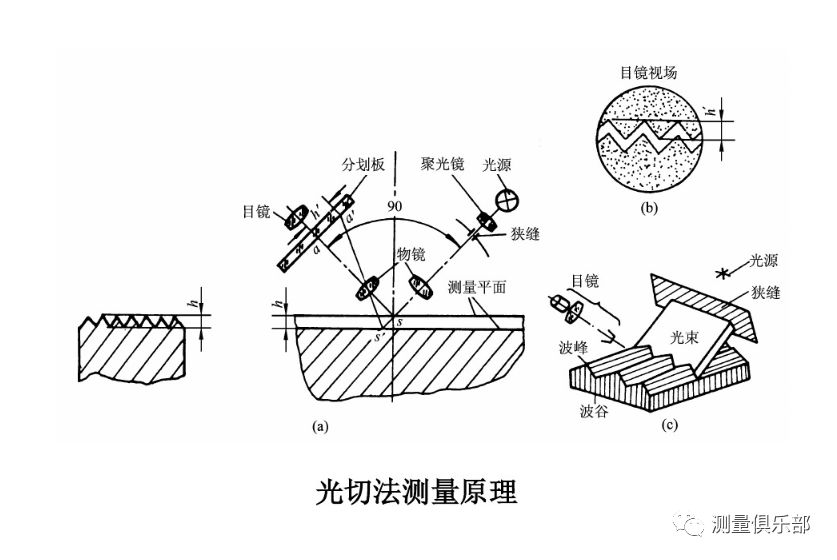
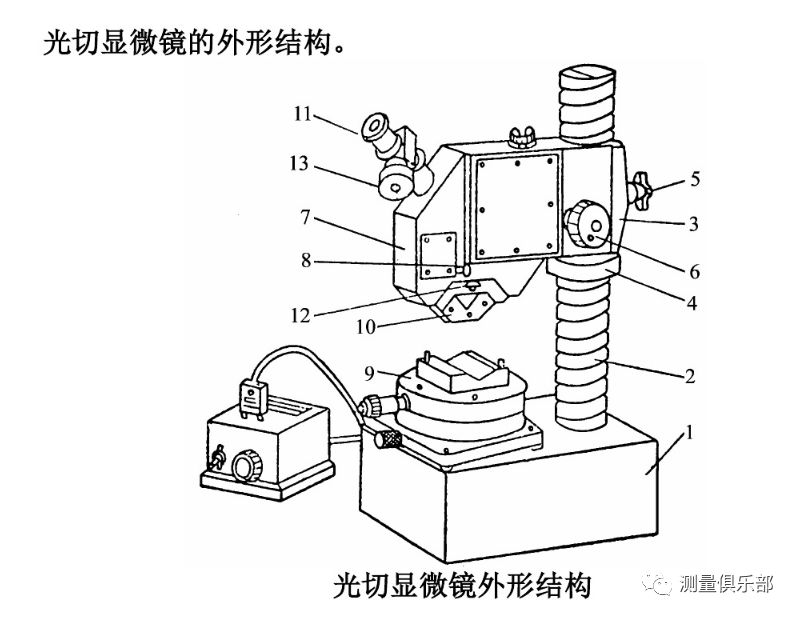
 光切法:光切法是利用“光切原理”来测量零件表面粗糙度的方法。光切显微镜(又称双管显微镜)就是应用这一原理设计而成的。
光切法:光切法是利用“光切原理”来测量零件表面粗糙度的方法。光切显微镜(又称双管显微镜)就是应用这一原理设计而成的。
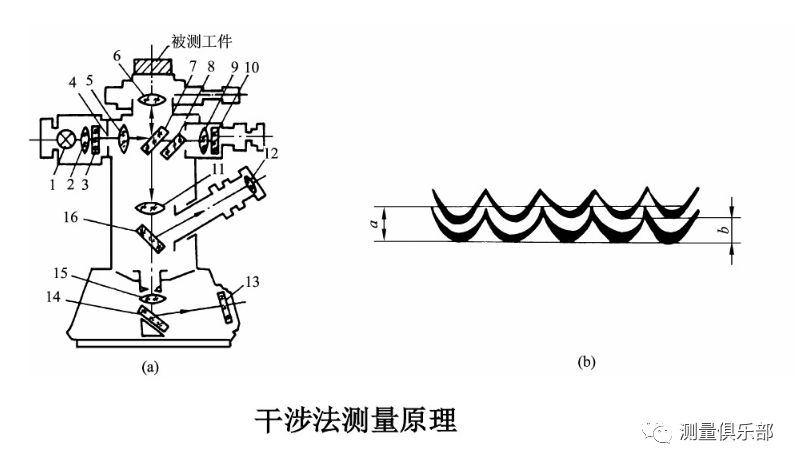
干涉法:干涉法是利用光波干涉原理测量表面粗糙度的一种方法。
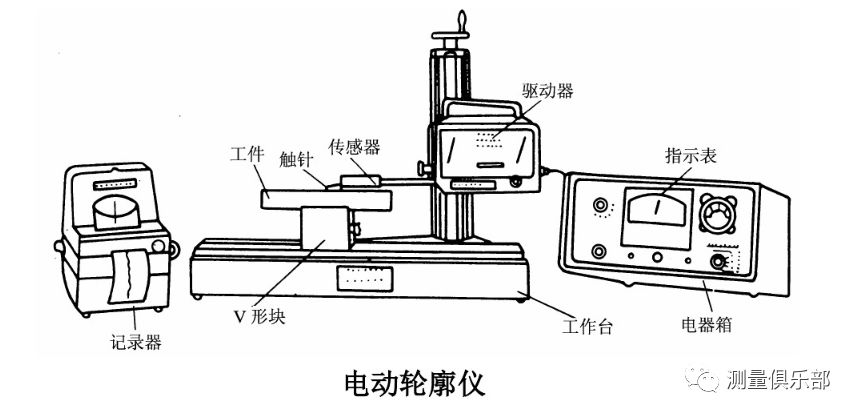
针描法:针描法又称触针法,是一种接触测量表面粗糙度的方法。电动轮廓仪(又称表面粗糙度检查仪)就是利用针描法来测量表面粗糙度。



往期精彩
分享 渐开线标准直齿圆柱齿轮几何尺寸计算
干货 46张PPT搞清尺寸链计算及公差分析
推荐 基于三坐标测量机的同轴度测量
必读 一文悟透--测量系统分析(MSA)

















 2260
2260

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









