






戳我进入社区:注塑和模具人的网上家园

一、名词解释
成型制品表面开裂形成裂缝叫做裂纹。
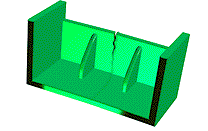
图1 裂缝示意图
二、故障分析及排除方法
1、残余应力太高。在模具设计和制作方面,可以采用压力损失最小,而且可以承受较高注射压力的直接浇口,可将正向浇口改为多个针形点浇口或侧浇口,并减小浇口直径。设计侧浇口时,可采用成型后可将破裂部分除去的凸片式浇口。
在工艺操作方面,通过降低注射压力来减少残余应力是一种最简便的方法,因为注射压力与残余应力呈正比例关系。应适当提高料筒及模具温度,减小熔料与模具的温度,控制模内型胚的冷却时间和速度,使取向分子连有较长的恢复时间。
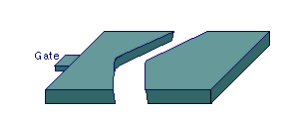
图2 残余应力示意图
2. 外力导致残余应力集中。一般情况下,这类故障总是发生在顶杆的周围。出现这类故障后,应认真检查和校调顶出装置,顶杆应设置在脱模阻力最大部位,如凸台、加强筋等处。如果设置的顶杆数由于推顶面积受到条件限制不可能扩大时,可采用小面积多顶杆的方法。如果模具型腔脱模斜度不够,塑件表面也会出现擦伤形成褶皱花纹。
3.成型原料与金属嵌件的热膨胀系数存在差异。对于金属嵌件应进行预热,特别是当塑件表面的裂纹发生在刚开机时,大部分是由于嵌件温度太低造成的。
另外,在嵌件材质的选用方面,应尽量采用线膨胀系数接近树脂特性的材料。在选用成型原料时,也应尽可能采用高分子量的树脂,如果必须使用低分子量的成型原料时,嵌件周围的塑料厚度应设计的厚一些。
4. 原料选用不当或不纯净。实践表明,低粘度疏松型树脂不容易产生裂纹。因此,在生产过程中,应结合具体情况选择合适的成型原料。在操作过程中,要特别注意不要把聚乙烯和聚丙烯等树脂混在一起使用,这样很容易产生裂纹。在成型过程中,脱模剂对于熔料来说也是一种异物,如用量不当也会引起裂纹,应尽量减少其用量。
5. 塑件结构设计不良。塑件形体结构中的尖角及缺口处最容易产生应力集中,导致塑件表面产生裂纹及破裂。因此,塑件形体结构中的外角及内角都应尽可能采用最大半径做成圆弧。试验表明,最佳过度圆弧半径为圆弧半径与转角处壁厚的比值为1:1.7。
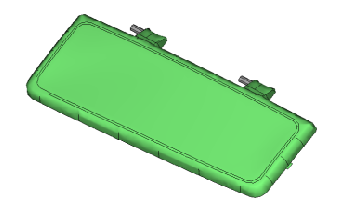
图3 制品设计不合理导致变形
6. 模具上的裂纹复映到塑件表面上。在注射成型过程中,由于模具受到注射压力反复的作用,型腔中具有锐角的棱边部位会产生疲劳裂纹,尤其在冷却孔附近特别容易产生裂纹。
当模具型腔表面上的裂纹复映到塑件表面上时,塑件表面上的裂纹总是以同一形状在同一部位连续出现。出现这种裂纹时,应立即检查裂纹对应的形腔表面有无相同的裂纹。如果是由于复映作用产生裂纹,应以机械加工的方法修复模具。
欢迎加入全国各地注塑群作讨论
加群主微信,发送“加群”

更多精彩内容推荐阅读:
高光产品白雾如何解决?
在产品浇口区域出现缺陷,怎么解决呢?
加小编为好友 朋友圈
有更多这看不到的内容















 2595
2595











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









