






 本文深入讲解铸造工艺的特点、流程及关键技术,包括铸钢件的优势、砂芯制作方法、不同炼钢方式及其优缺点,以及虚拟制造与网络制造的概念和技术基础。
本文深入讲解铸造工艺的特点、流程及关键技术,包括铸钢件的优势、砂芯制作方法、不同炼钢方式及其优缺点,以及虚拟制造与网络制造的概念和技术基础。
铸造工艺讲座
铸造及铸造生产三个共同特点
- 总工艺流程相同
- 原辅材料众多,用量大,货源难以固定,质量不稳定,易造成批量问题
- 作业环境差,自动化程度低。不可预料,不稳定因素多。
铸钢件:聪明的液体成型方法和钢优良的使用性能相结合的完美产物,既具有其他成型工艺难以得到的复杂形状,又能保持钢特
有各种性能,确立了在工程结构材料的重要地位,几乎所有行业都使用,2016年我国铸钢件的年产量在510万吨。( 总产量4720万吨)。

造型原材料辅助材料准备
原材料选择耐火度高,透气性好的型砂,ZGS96-21Q-30,为中度粒砂,颗粒形状多为圆形和多角形。辅材有:粘结剂-膨润土、桐油合脂、树脂。抗粘砂材料:重油、淀粉、滑石粉。其他材料:纸浆、煤油、石松子粉、酒精、锆英粉。
砂芯作用是形成铸件的内腔、孔洞和铸件外形不能出砂的部位。
- 铸铁件砂芯相对复杂,制芯方法有:西班牙罗拉门第及德国冷芯盒中心、国产呋喃树脂自硬砂自动线和单双工位壳芯射芯机等。
- 铸钢件制芯的方法:手工、热芯盒射芯和自动化挤芯三种。桐油砂、桐油合脂砂、树脂(覆膜)砂、水玻璃砂和铬铁矿砂。
落砂->造下砂型->下芯->造上砂型->合箱->浇筑->冷却罩
炼钢的四种方法
平炉炼钢,平炉是以煤气或重油为燃料,在燃烧火焰直接加热的状态下,将生铁和废钢等原料熔化并精炼成钢液
的炼钢方法。它的热量来源是辐射热。
氧气顶吹转炉靠高压的氧,使生铁的碳及硅、锰和少量铁氧化并靠氧化放出的热量使钢水温度升高到出钢的要求。它具有反应速度快、热效率高、成本低,钢的质量优于平炉,且建设投资少,便于自动化,生产效率是平炉的4-10倍,
感应电炉炼钢:炼钢炼铁采用无芯感应电炉,主要包括感应器和坩埚两部分。它靠感应线圈产生的涡流发热熔化金属液。感应电炉依炉子容量(坩埚直径)的不同而采用不同的频率,容量在10kg左右的用高频( 10000Hz以上),容量3吨以下的用1000-3000HZ中频,而容量更大的感应电炉采用工业电频率( 50Hz)。
电弧炉炼钢:1.热效率尚一般可达65%以上:
2.温度尚电强区尚达3000度,根据钢种调节电压电流来灵活掌握温度:
3. 由于电弧炉不用燃料燃烧的方法加热,故容易控制炉气的性质。可按照冶炼的要求,使之成为氧化性或还原性。电弧炉成为在铸钢方面应用最普遍的炼钢炉。
缺点: 1.电弧是点热源,造成炉内温差大:由于电弧电离作用,钢中氢氮含量高;
3.耗电量较大,一般吨钢600 800度。
出钢的三个必要条件
- 化学成分必须复合所炼钢种规格范围
- 钢液温度适宜
- 钢渣样合格
浇注钢三要素
- 温度
- 速度
- 高度
熔模铸造
射蜡、焊接、制壳、脱蜡、焙烧、检验、精整、磨浇口、切割、清砂、浇注
消失模铸造
是将泡沫模样组合成模型簇,刷涂耐火材料并烘干后,埋在干砂中震动造型,在负压下浇筑使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的铸造工艺方法。
1.简化了模型,无需起模。
2.铸件尺寸精度和表面光洁度显著提高。
3.简化了工艺,填砂的过程就是造型的过程,使劳动强度和劳动条件大幅度的改善,相同产量的情况下,对工人的技术熟
练程度要求降低。
4.带有孔或者内腔的铸件不需要下芯。
5.采用无任何粘结剂的干砂造型,消除了水、粘结剂和附加物带来的铸造缺陷。
6.易于实现机械化、自动化生产,由于工序的减少和必需设备的简化,使投资减少。
7.节材、节能,旧砂回用率可达95%以上,不需要像粘土砂生产线那样的砂处理成套设备。
8.铸件成本可降低10% ~ 40%(铸钢件成本可降低40%左右,铸铁件可降低10~ 20%左右)
铸造已成为现代科学技术(能源、信息、材料)三大支柱之一的材料科学的一个重要组成部分。我国铸件生产已连续十多年位居世界第一,2018年超过4720万吨,铸造生产是液、固态(有时附加有气态)变化、同时伴随温度较大梯度作用的生产方式,现多称为成型技术,而其高温、高风险、跨越金属、非金属多种物质领域、多种学科的固有特性又远比其他行业复杂得多;在浇注的那一刻,又有众多的制约因素同时作用于最后的结果,造成了目前无论在其规律性研究、还是具体控制技术都明显具有很高的不可探测度,铸造工作者必须对这种“高、难科枯”特征有足够的认识。
虚拟制造与网络制造
- 社会发展、科技进步、生活节奏加快。市场瞬息万变、反应速度意味着商机。
- 全球经济一体化:全球制造网络、wto的诞生
- 制造产业信息化:电子商务、edi电子数据交换
- 消费个性化:顾客化大生产
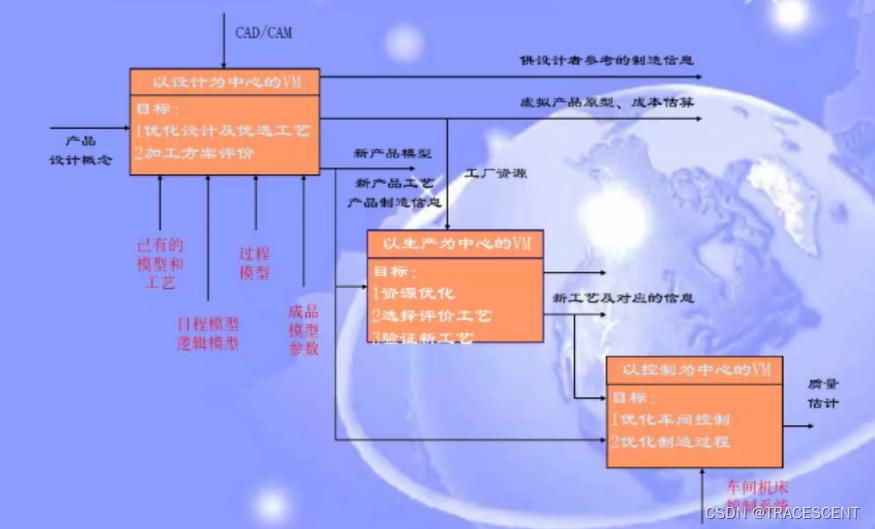
虚拟制造相关定义
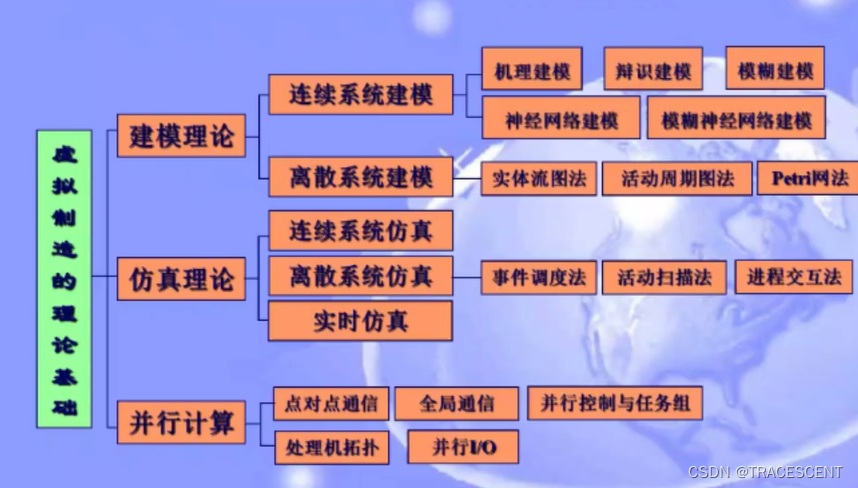
是一门以计算机仿真技术、制造系统与加工过程建模理论VR技术、分布式计算理论、产品数据管理技术等为理论基础,研究如何在计算机网络环境及虚拟现实环境下,利用制造系统各层次及各环节的数字模型,完成制造系统整个过程的计算与仿真的技术。
是一个在虚拟制造技术的指导下,在计算机网络和虚拟现实环境中建立起来的,具有集成、开放、分布、并行、人机交互等特点的,能够从产品生产全过程的高度来分析和解决制造系统各个环节的技术问题的软硬件系统。
虚拟制造特点
- 集成性
- 反复性
- 并行性
- 人机交互性
虚拟制造与实际制造的关系
■虚拟制造是对实际制造活动的抽象
■实际制造是虚拟制造的实例
■虚拟制造是一种更高层次上的计算机技术在设计、制造,管理等各个环节中的应用

虚拟制造的使能技术
使能技术
- 多通道交互
- 虚拟环境建模
- 产品建模
- 数据转换与处理
- 网络环境下知识获取与建库
- 基于vr的计算可视化
虚拟制造的关键技术
关键技术
- 虚拟设计与装配技术
- 虚拟产品实现技术
- 虚拟检测与评价技术
- 虚拟纹理分析技术
- 虚拟实验技术
- 虚拟生产技术
虚拟制造应用情况
降低了设计缺陷给后期制造带来的更改和废品率,缩短了产品的开发周期。
网络制造
基于虚拟现实、计算机网络、Multi-Agent等支撑技术,构筑网上虚拟企业,重组各种生产与制造资源,实现对异地产品设计和功能的仿真,进而快速生产出满足用户要求的产品的整个制造过程。
网络制造的主要特点
■快速响应市场变化
■资源的充分利用
■稳定和提高产品质量
■减小企业风险
网络制造的制程技术
■网络通讯技术
■并行工程
■虚拟现实技术
■数控技术
■现代检测与信息融台技术
■快速成形技术
■激光技术
网络制造的基本内涵
网上产品快速设计与制造系统
- 快速制造基础理论
- 快速制造生产模式
- 虚拟设计与制造技术
- 网络制造技术
- CAD/CAM一体化技术
- 开放式制造自动化技术
- 智能监控与诊断技术


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









