







第一天程序讲解
一、程序篇
以110和140为例进行讲解
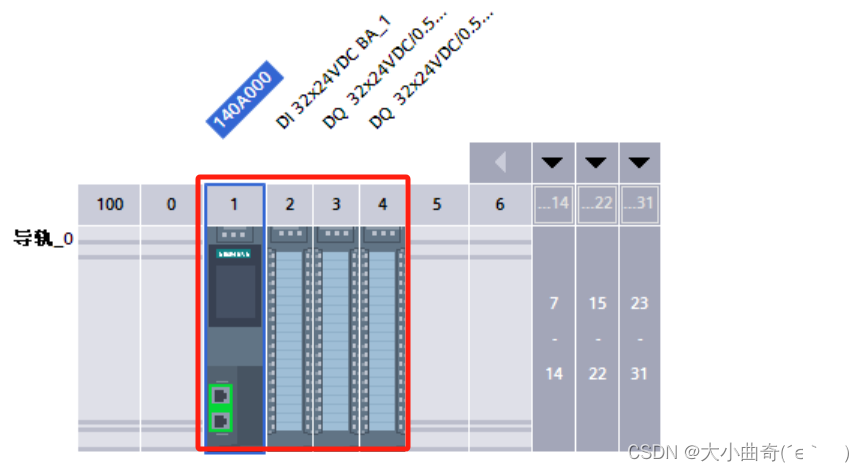
上图1位1500PLC,2为分布式输入模块,3、4为分布式输出模块

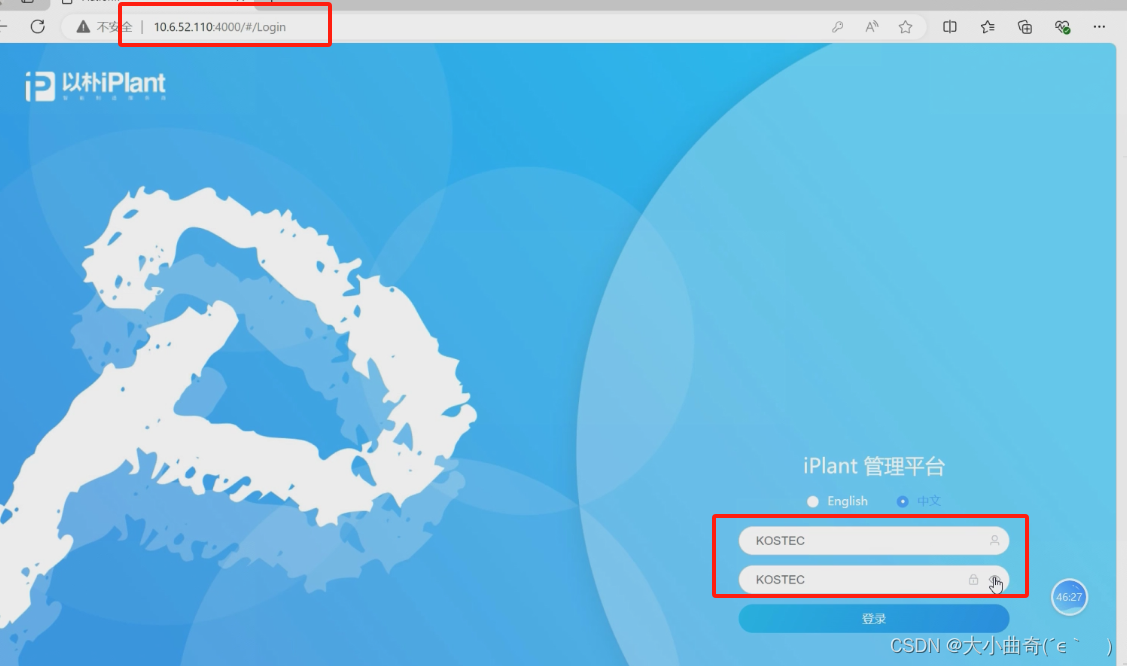
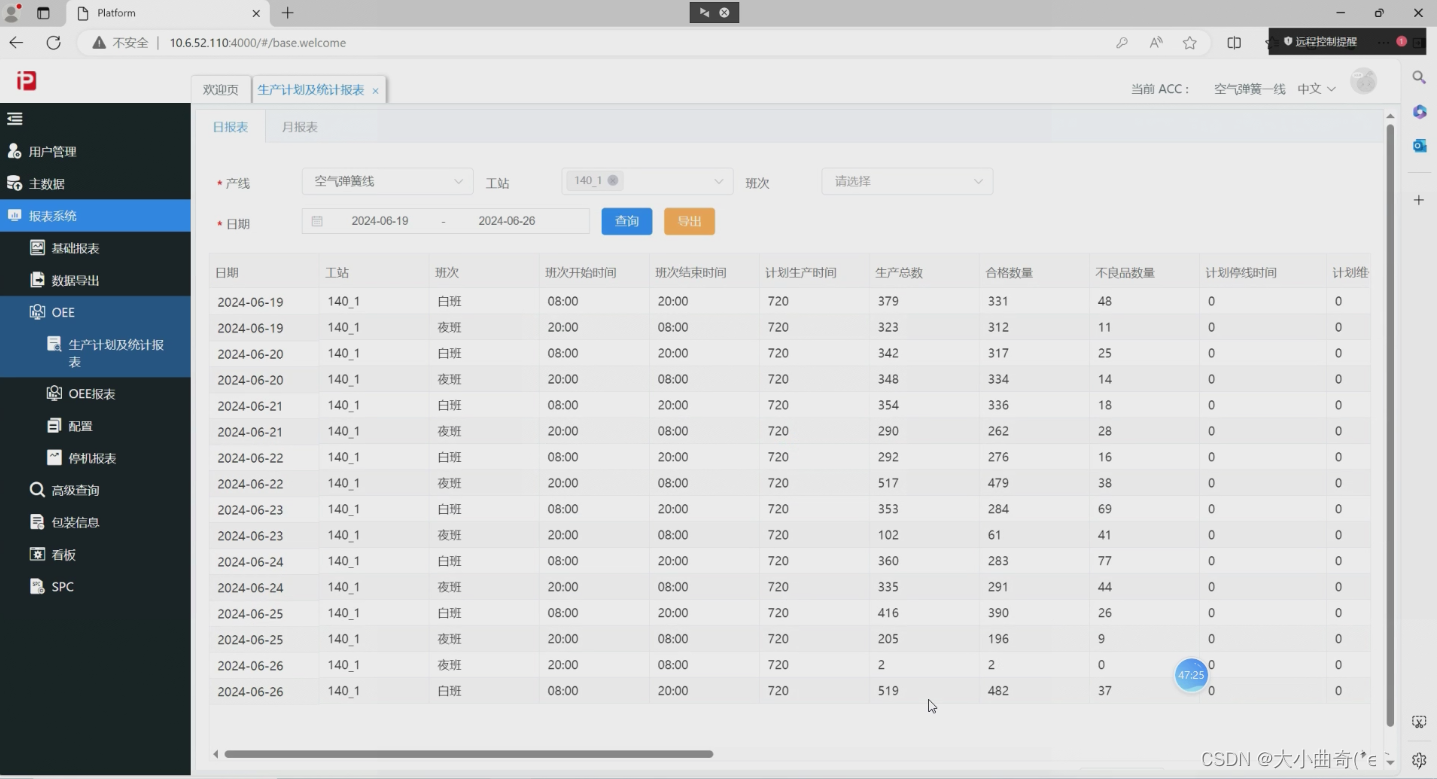
0、以朴平台的登录
用于查数据
账号和密码相同:KOSTEC
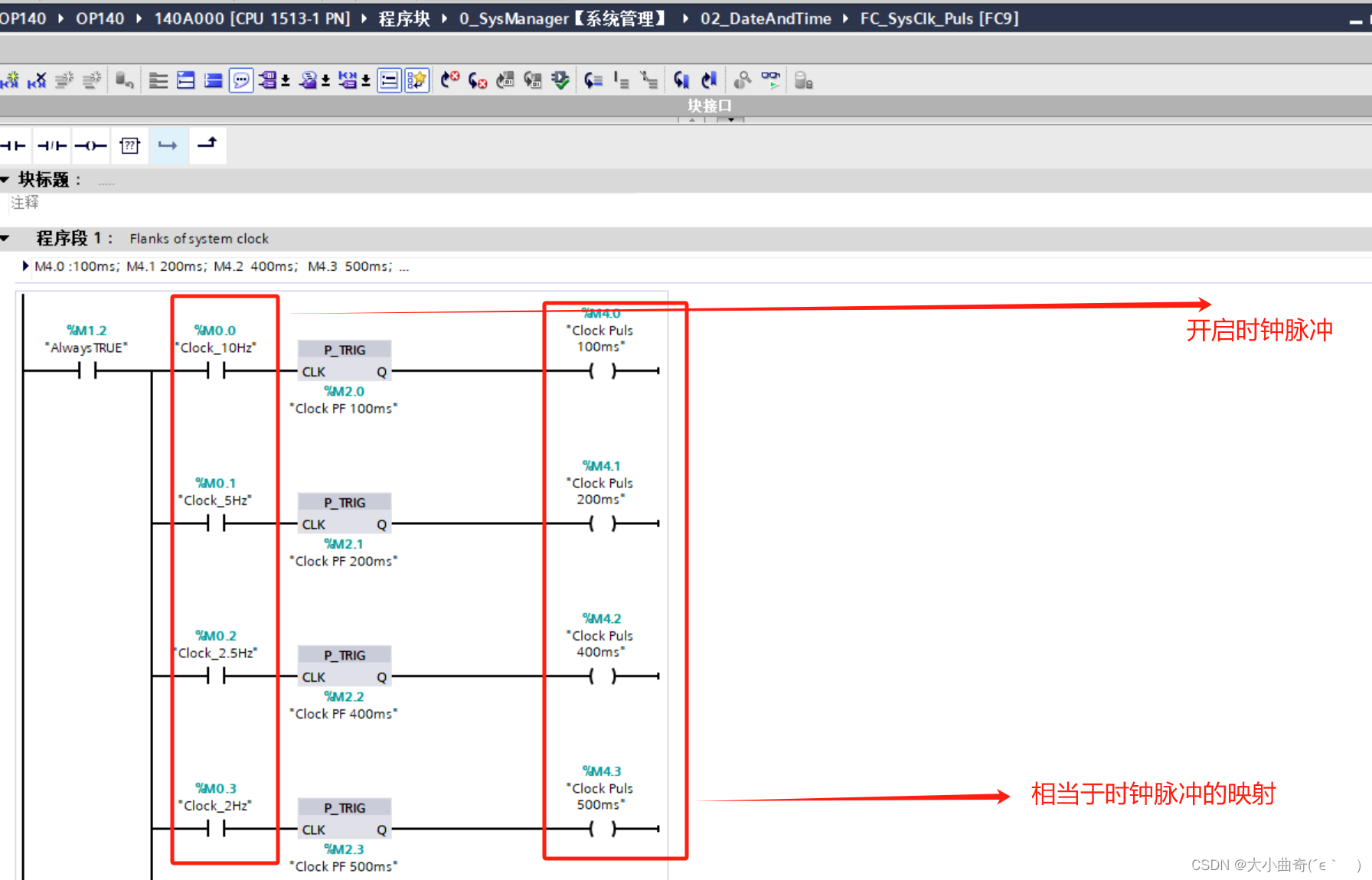
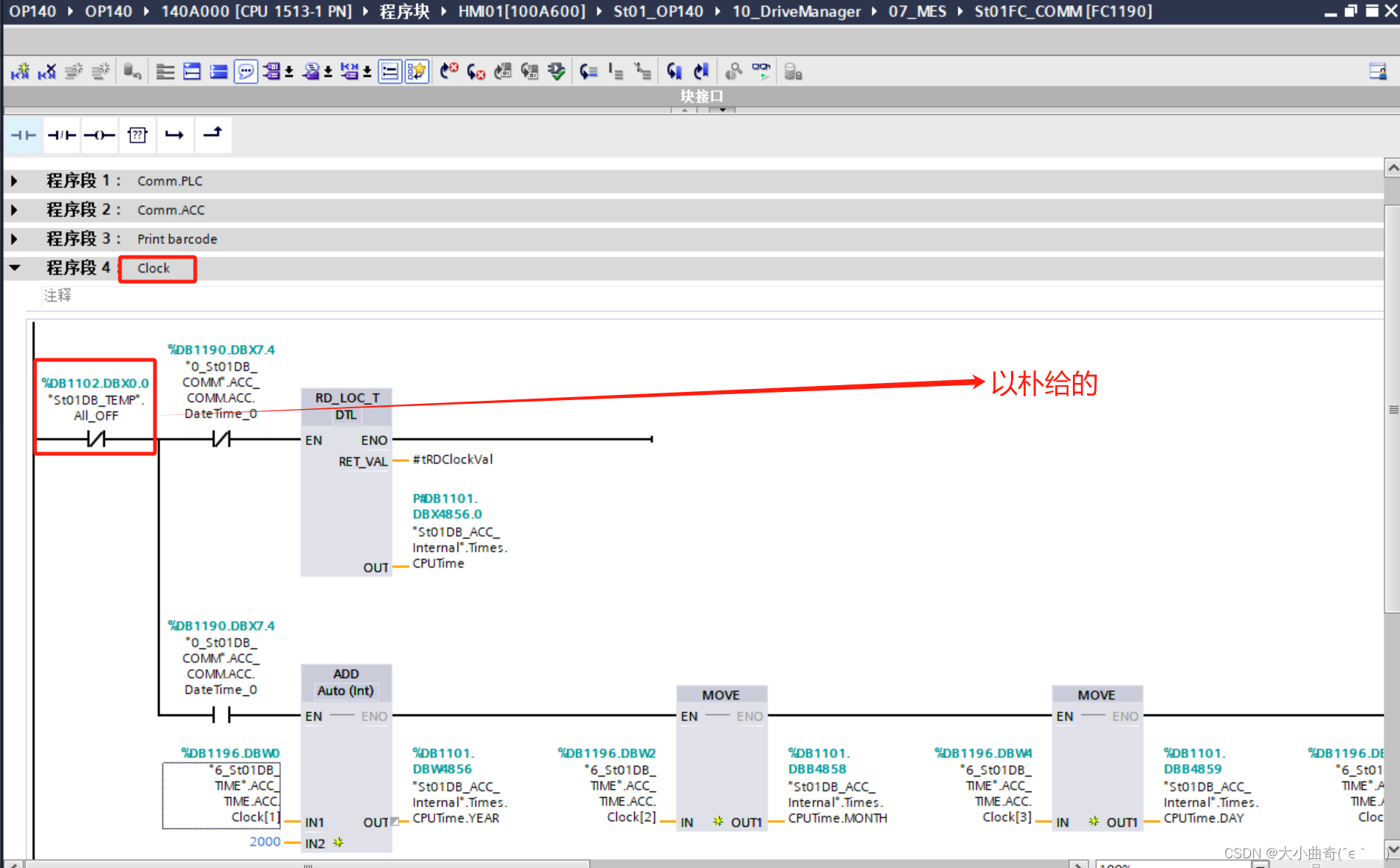
1、时钟脉冲的程序块
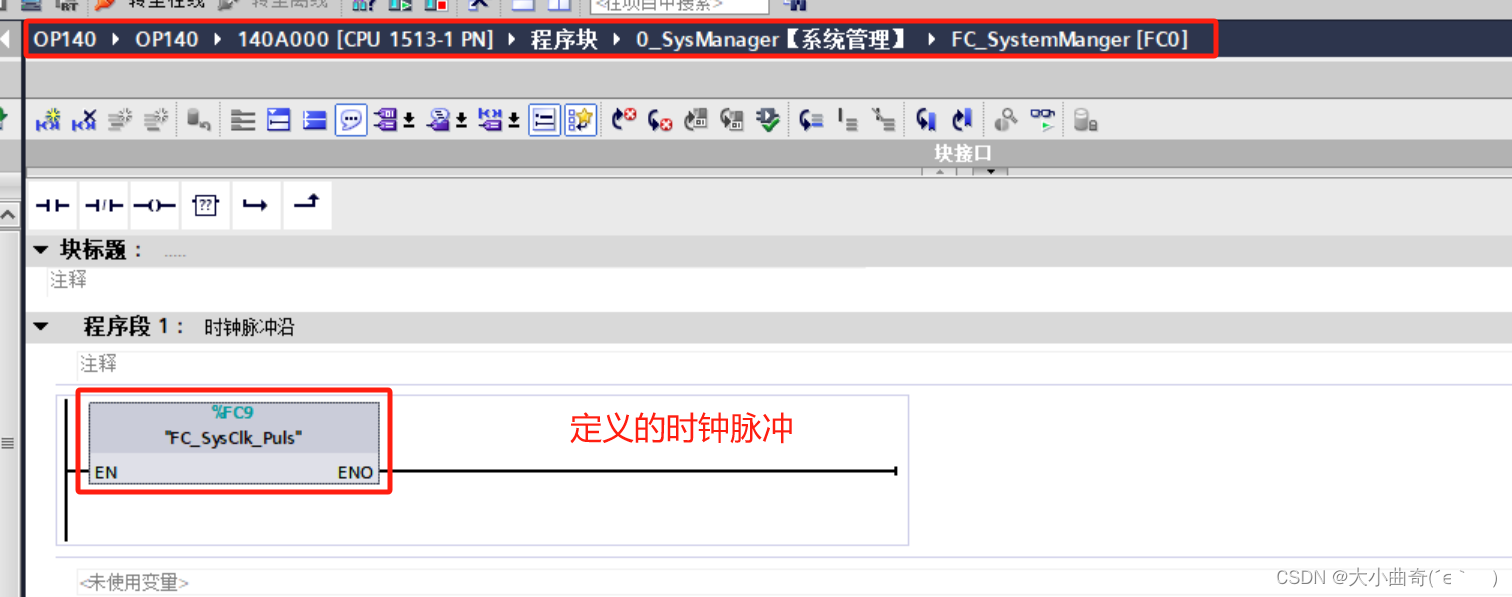
时钟脉冲的程序块
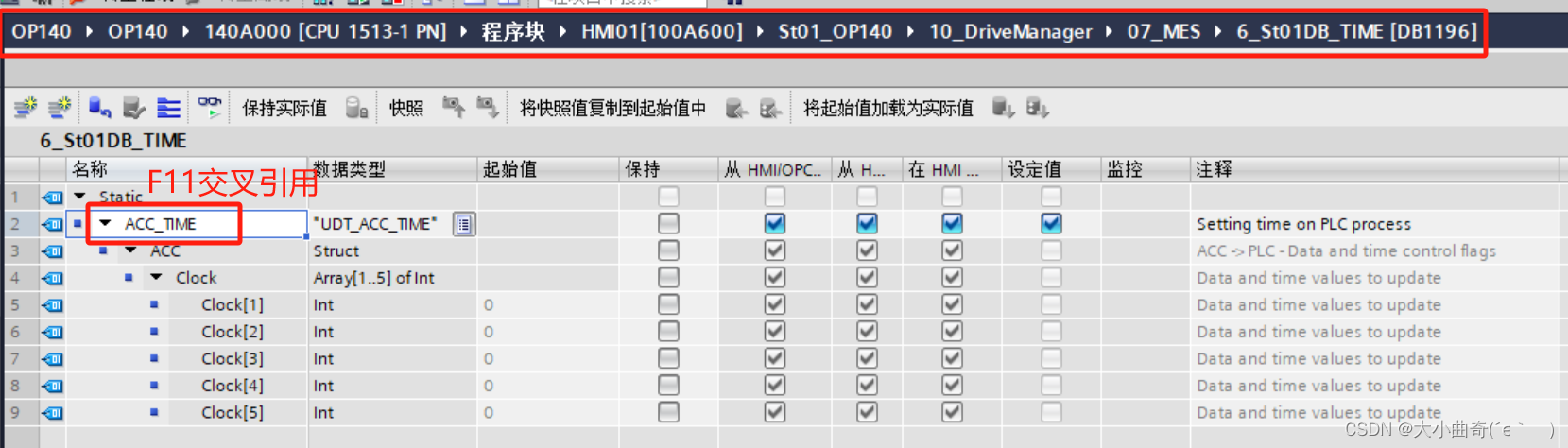
2、以朴下发系统时钟
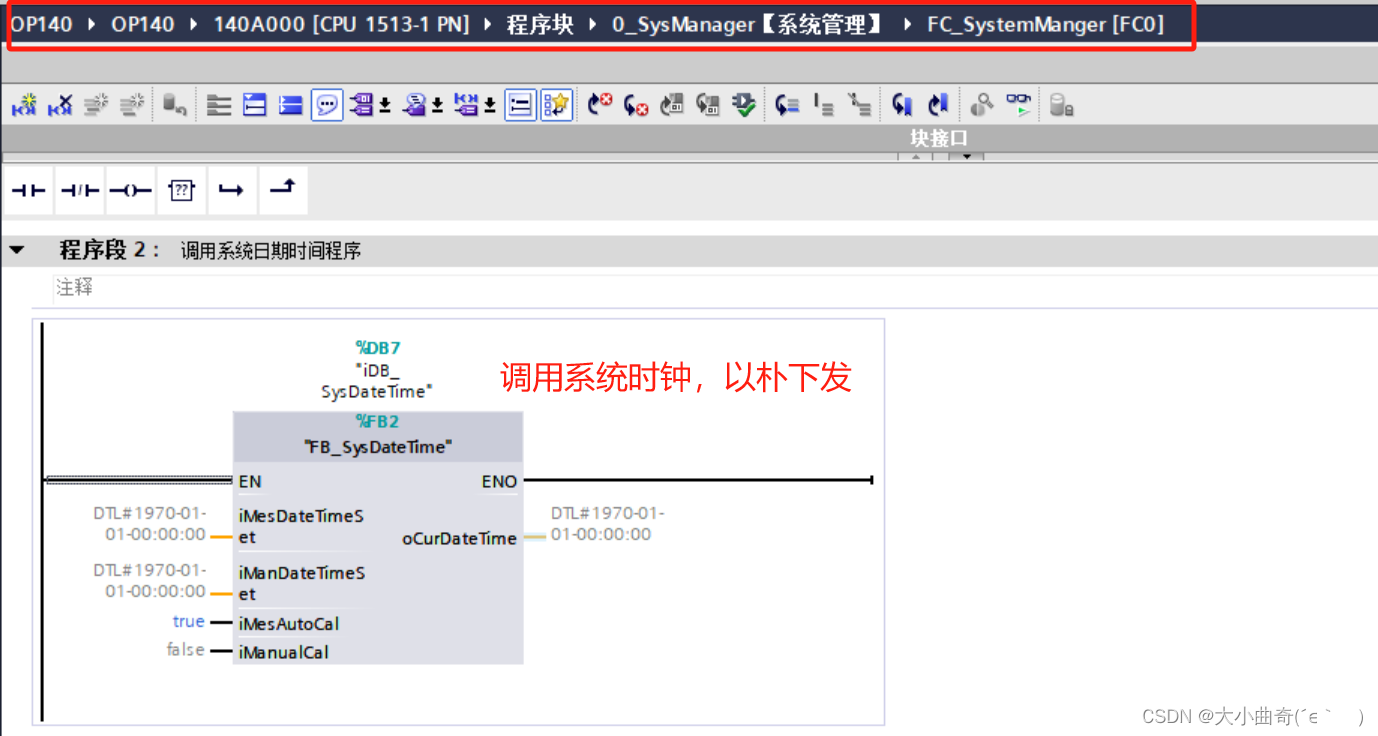
PLC时间要与系统时间相一致,由以朴下发;

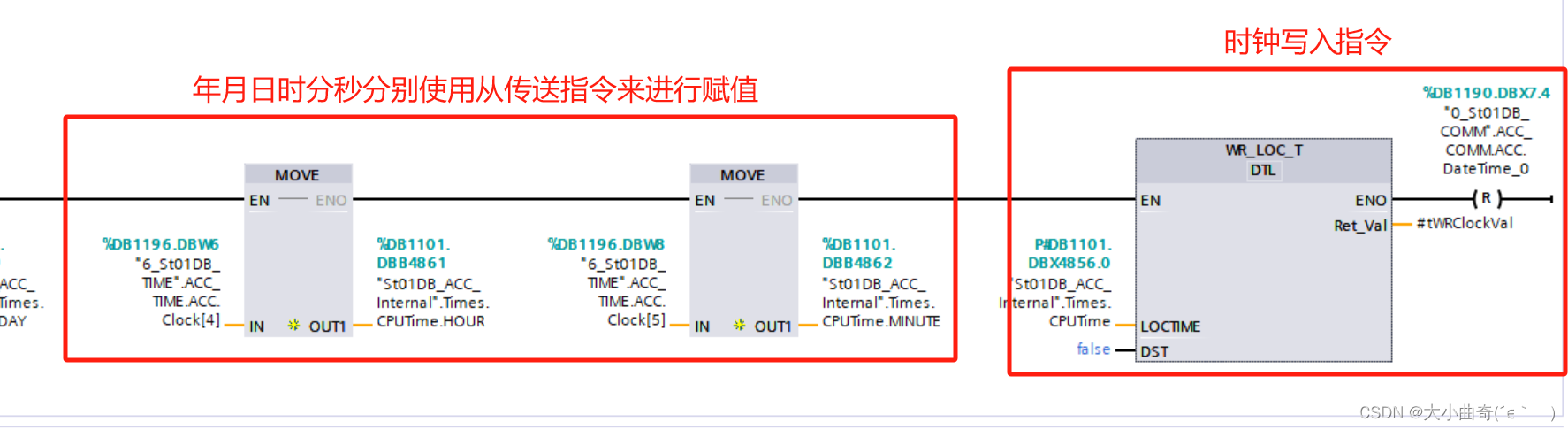
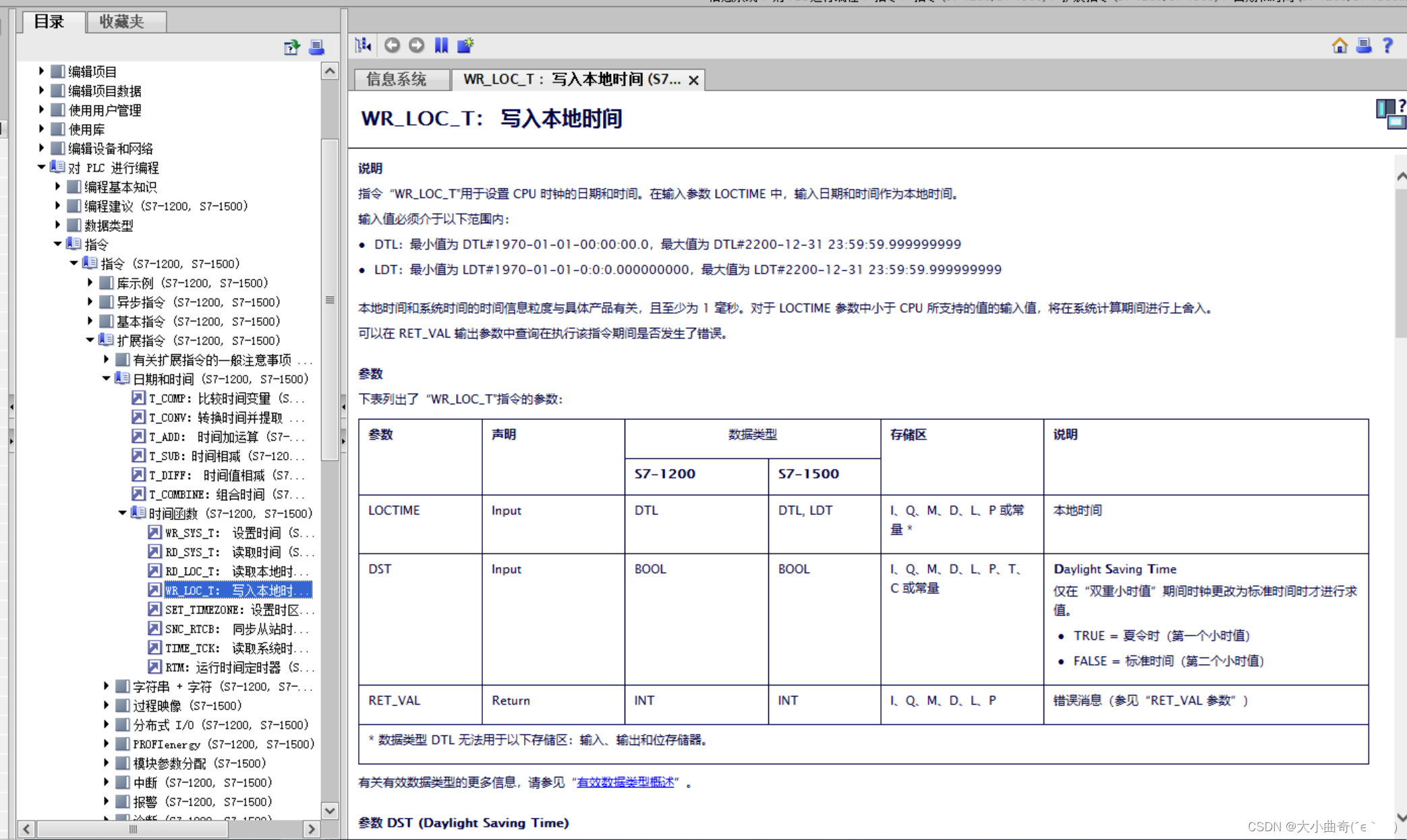
点中写时钟指令,按F1打开写时钟指令说明文档;
3、操作模式
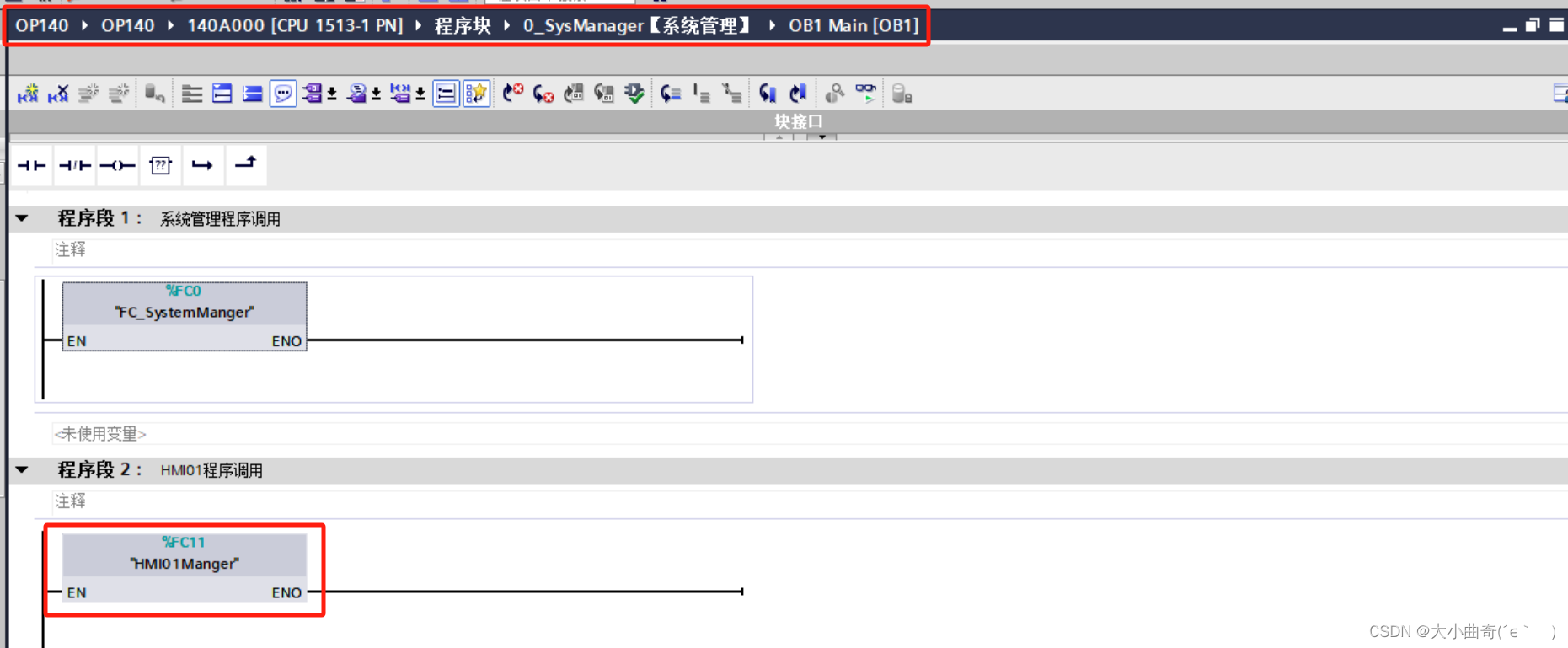
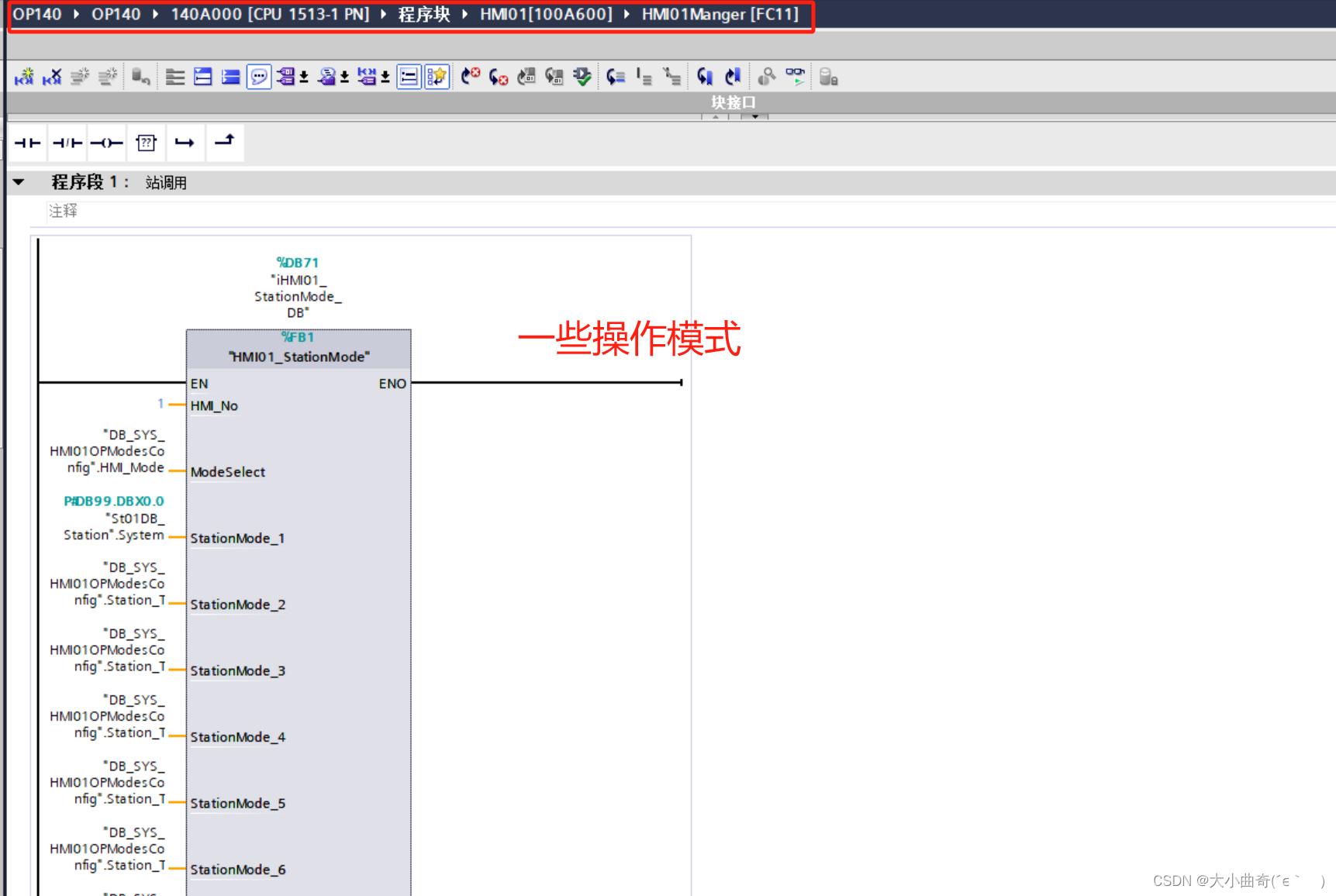
因为只有一个触摸屏,故HMI_No为1,当有两个时,上面的子程序要调用两次;
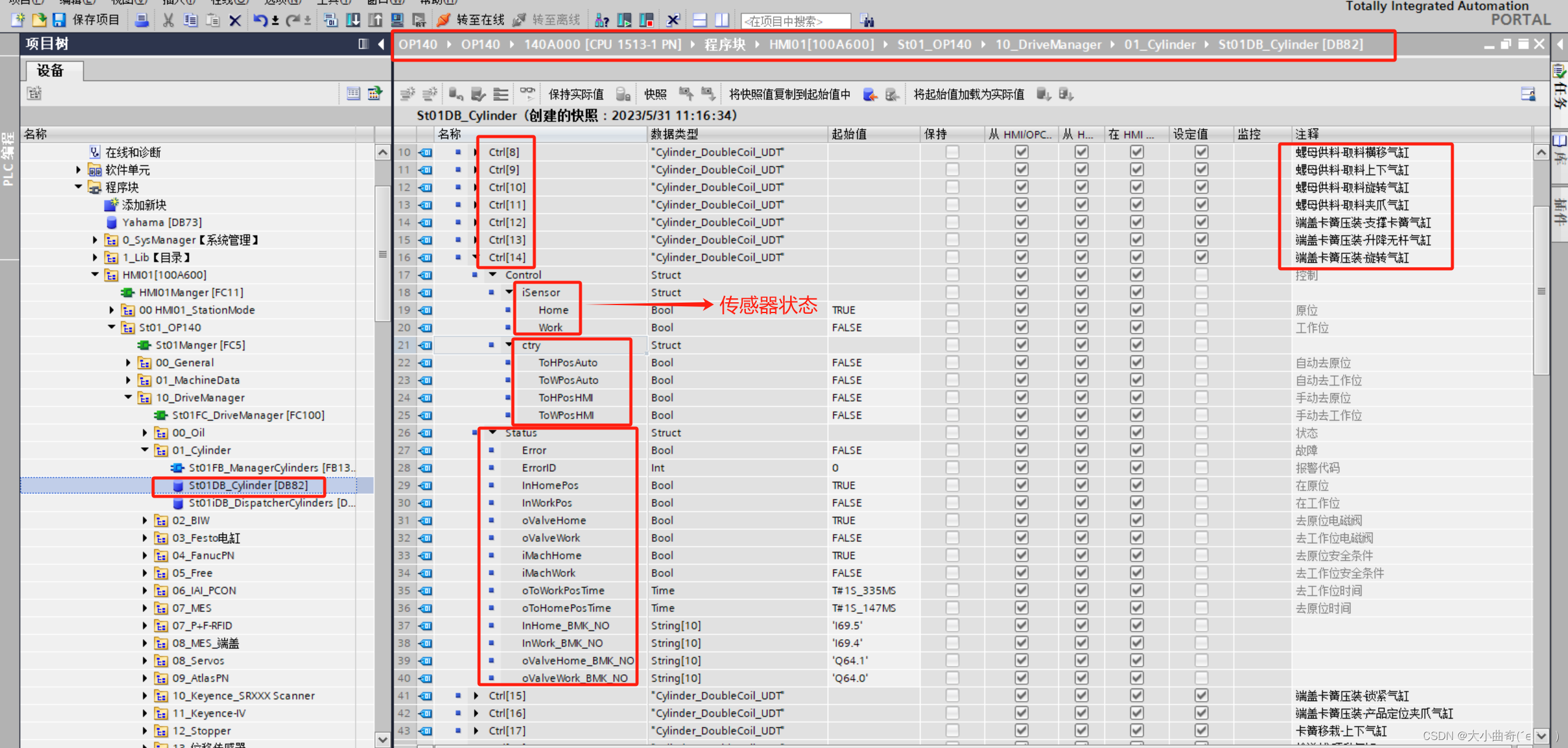
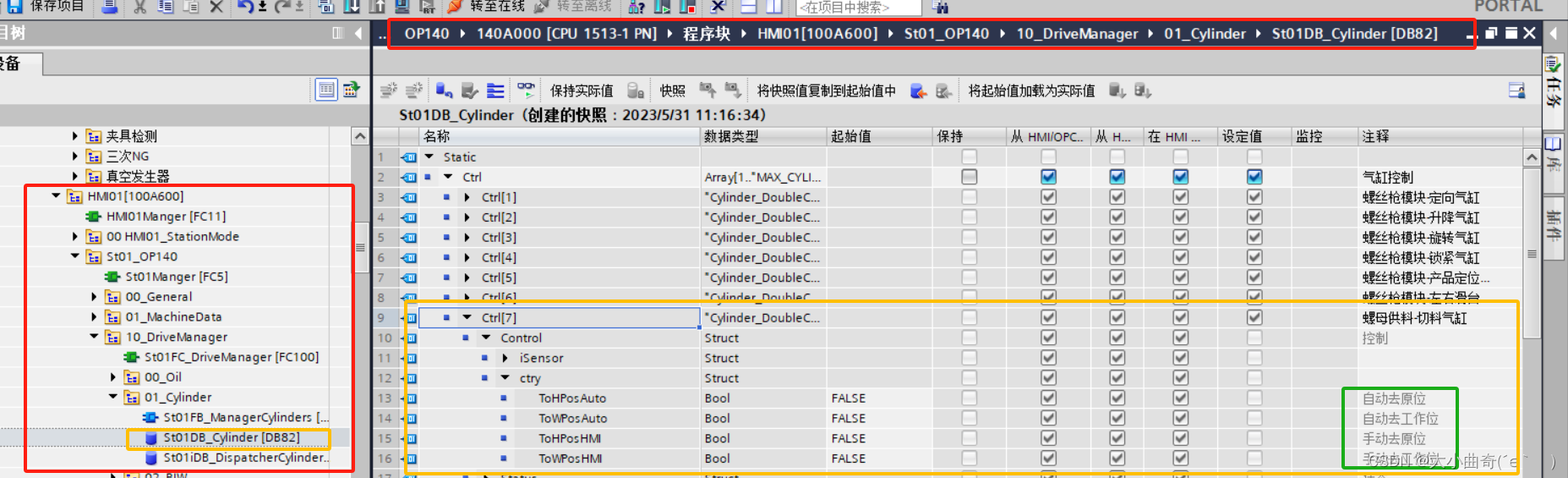
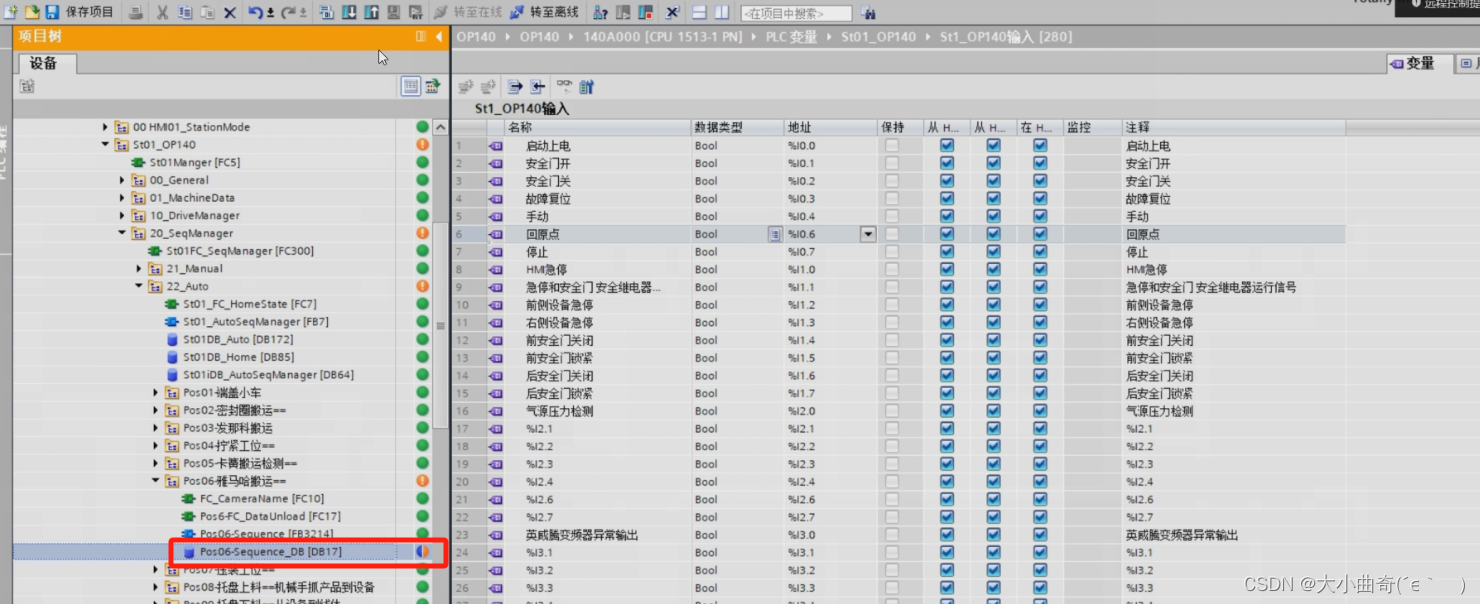
4a、气缸
在下面的DB块中定义了各种气缸
其中city下的四个分别是自动手动下的去工作位去原位;
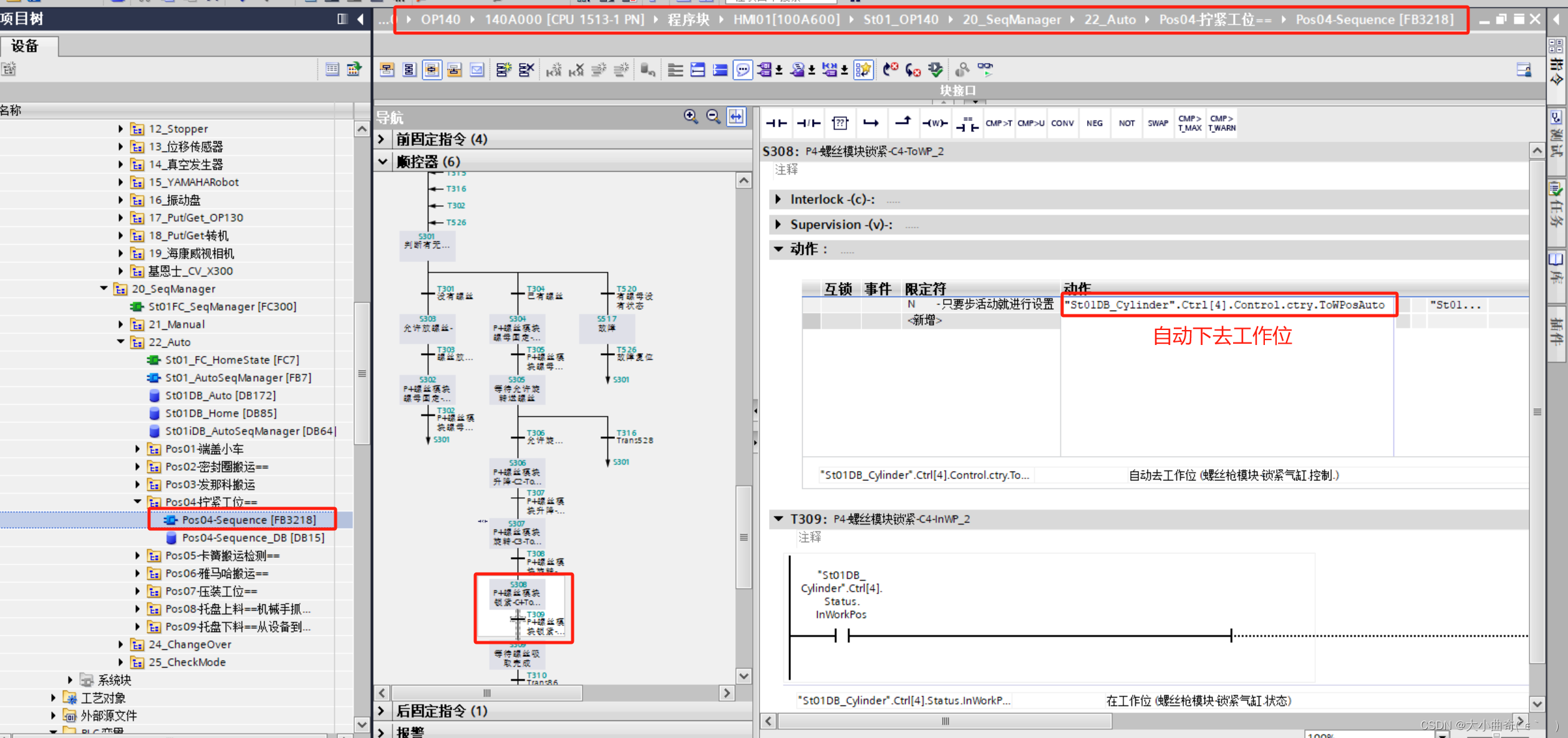
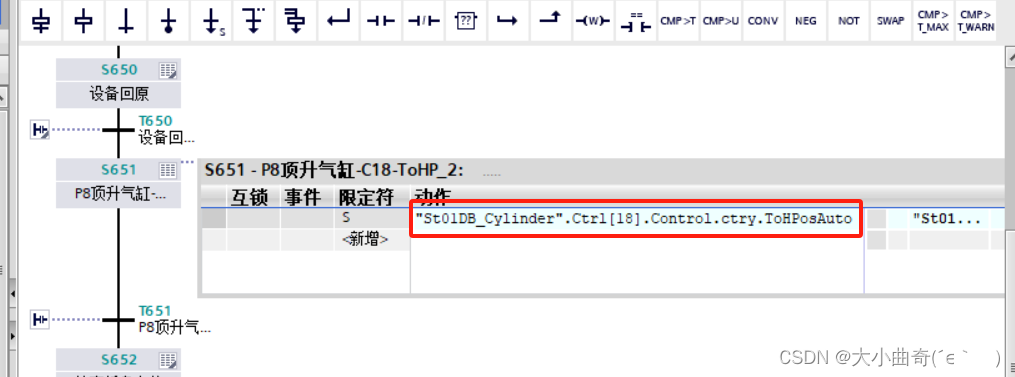
下面是Gruph中对4号气缸自动情况下去工作位的设定
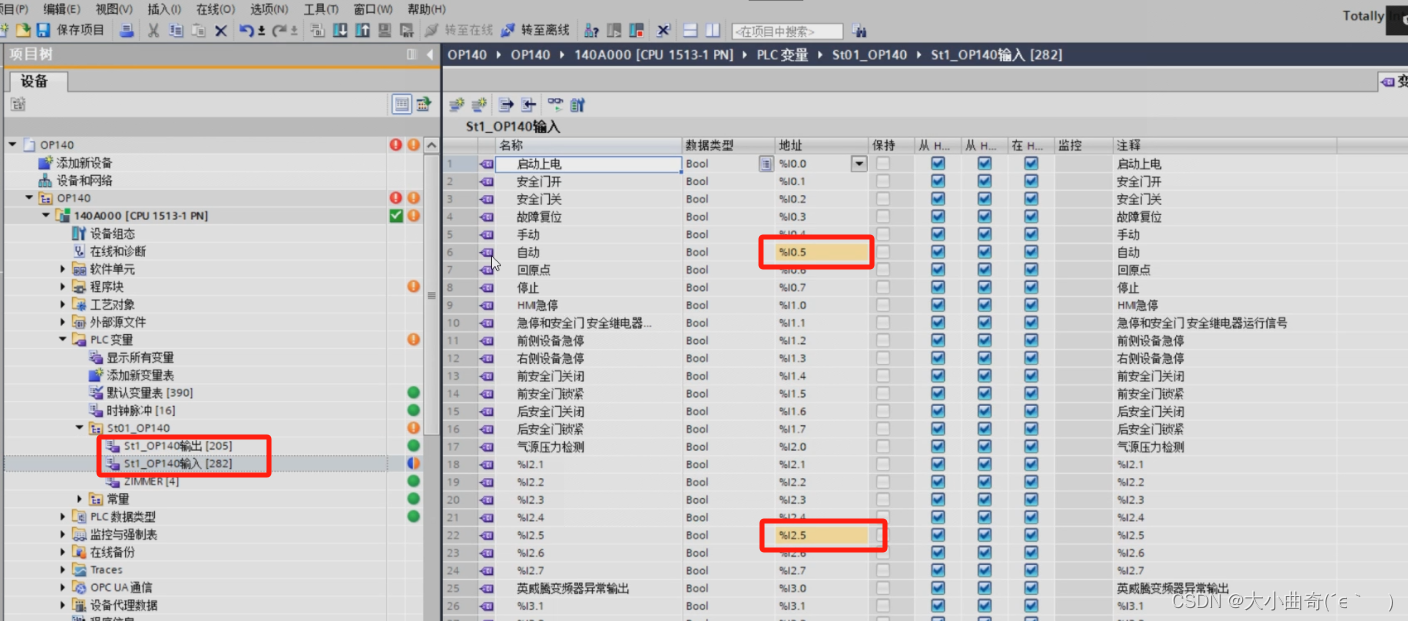
下面一个子程序是对气缸的配置和输入输出的映射
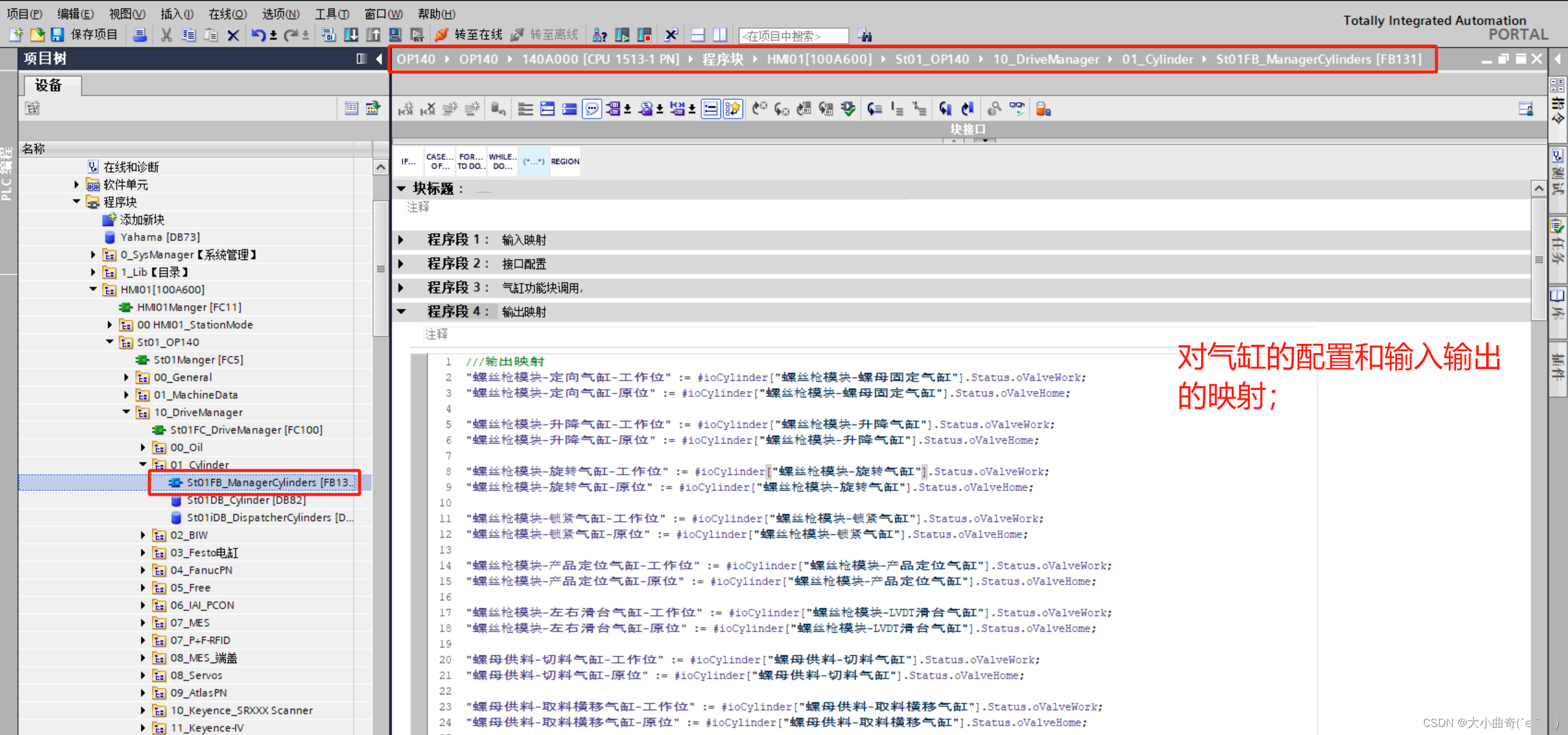
气缸的功能块调用
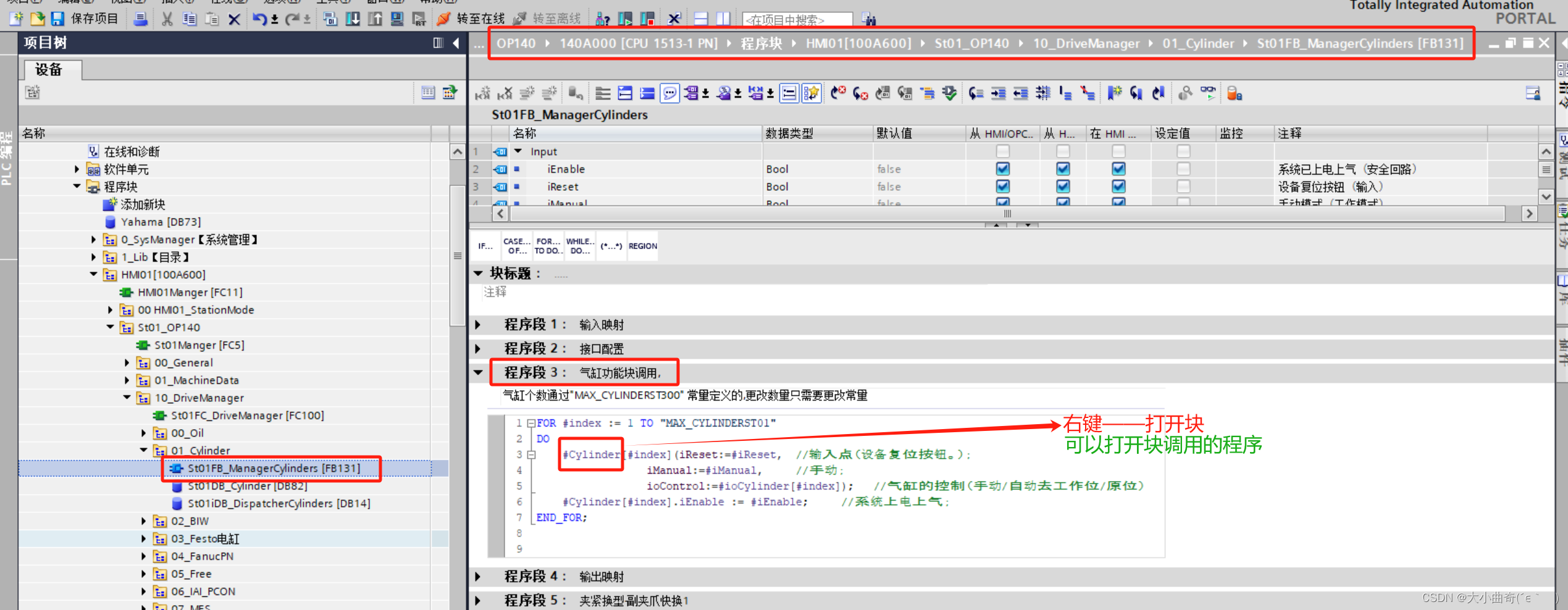
右键——块调用可以打开气缸块调用的子程序(只有读权限),如下
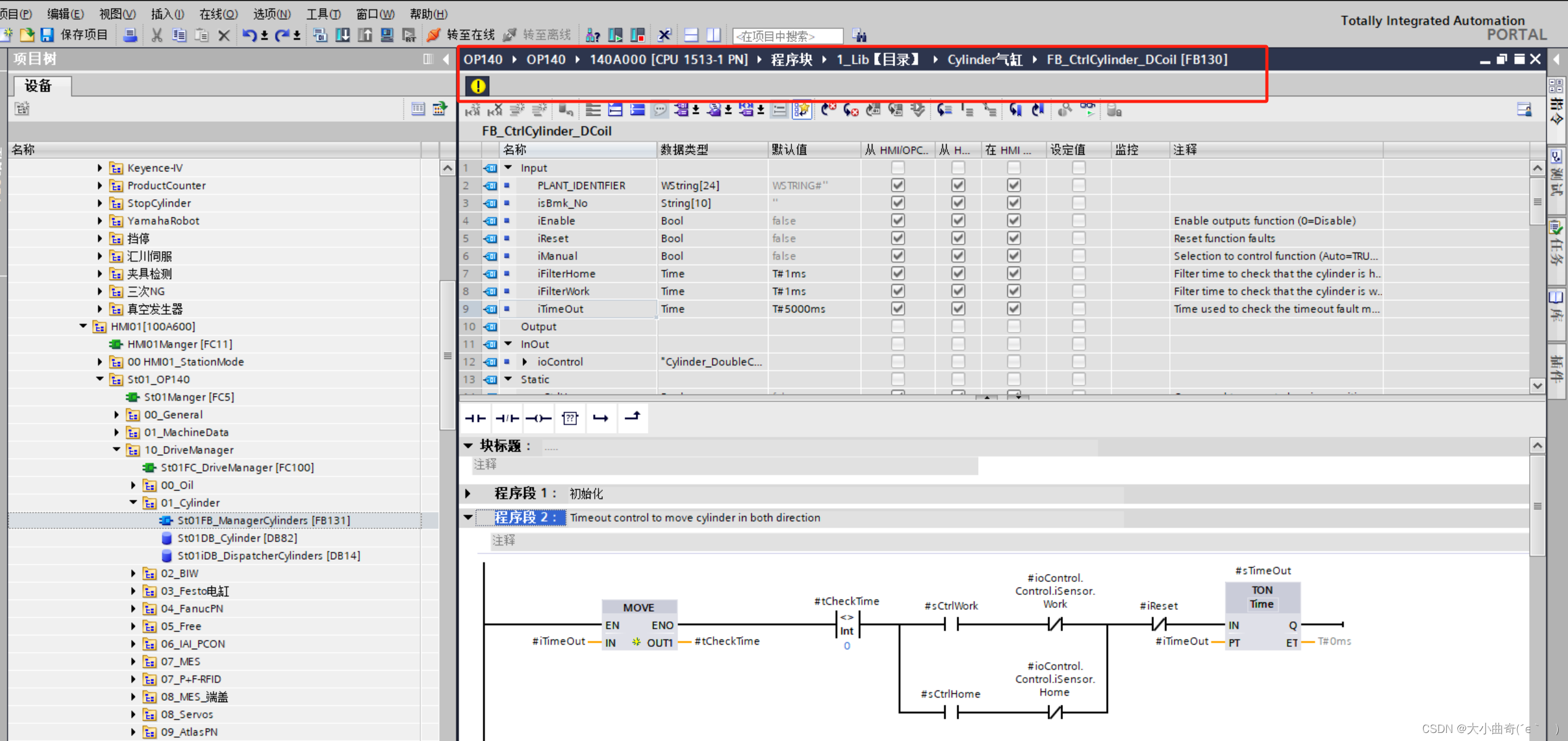
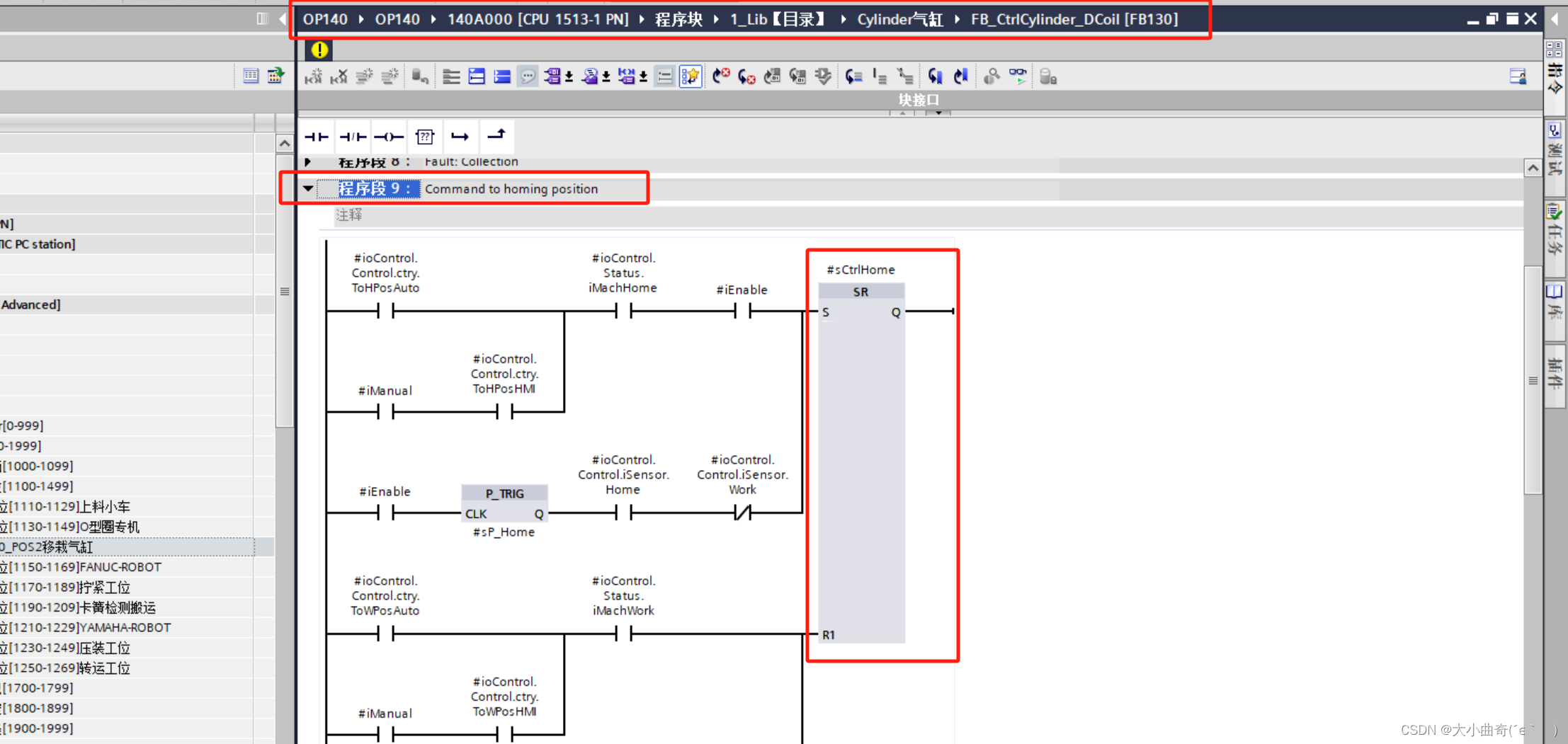
如下,控制气缸回原位还是去工作位,只用了一个SR指令
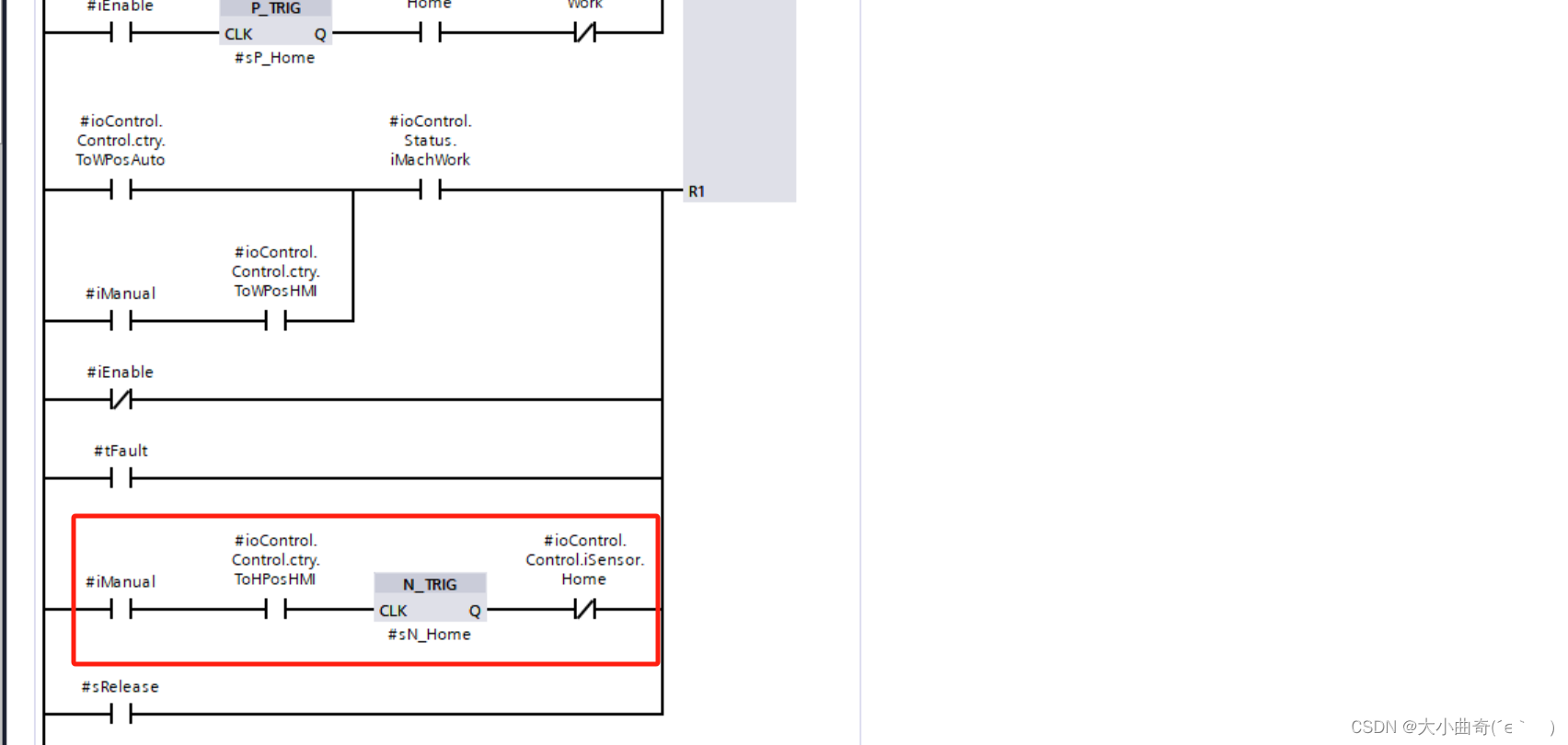
下图,手动状态下,不在原点的情况下,松手,下降沿触发复位;
4.1、对于流程步中的气缸不知道是哪个气缸
如下图:
可以右键——转至定义进行查看:

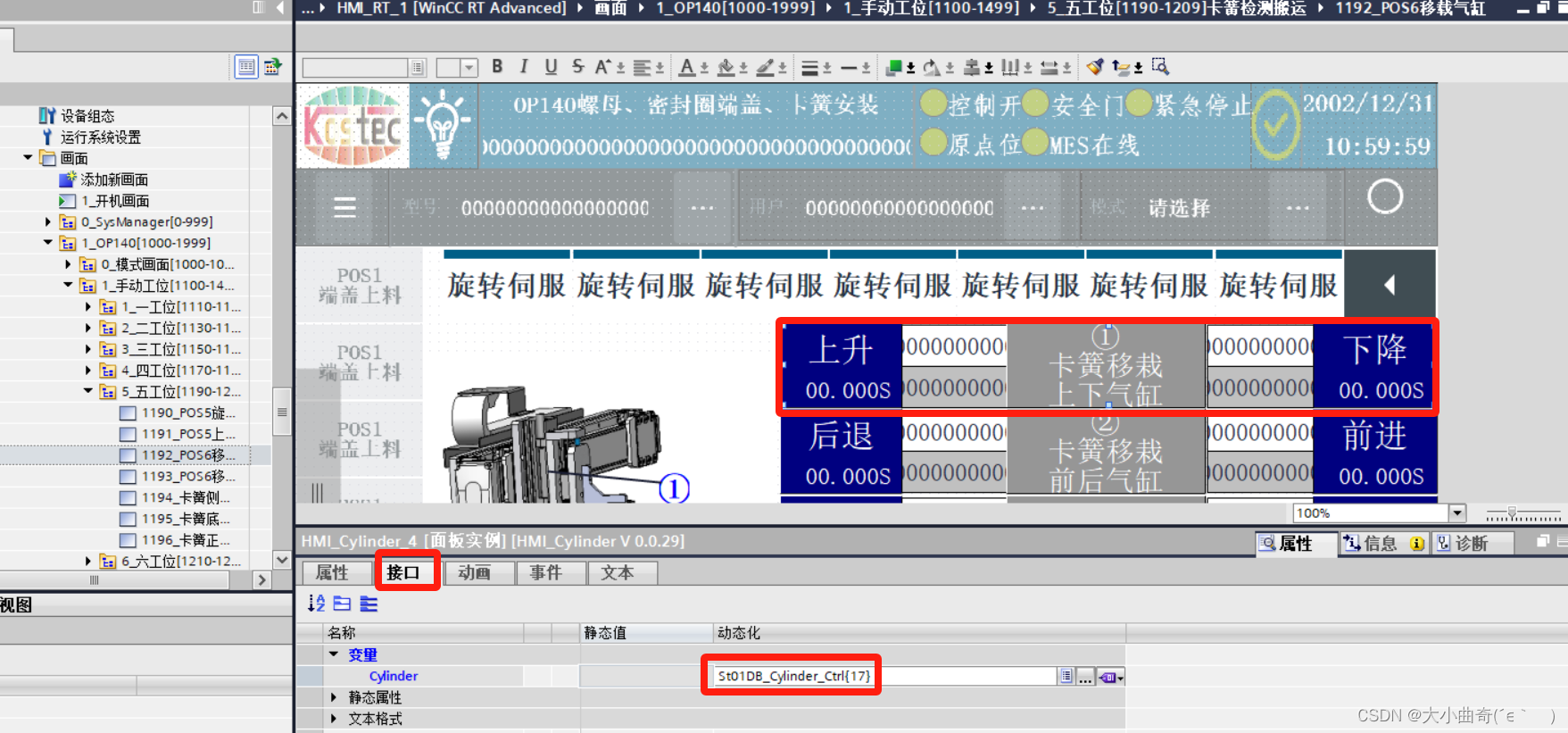
4.2、如何查看触摸屏上的按钮对应的几号气缸
在下面的封装的接口实例中:
在对应的按钮——属性——接口中进行查看
如下图,对应的时17号气缸;
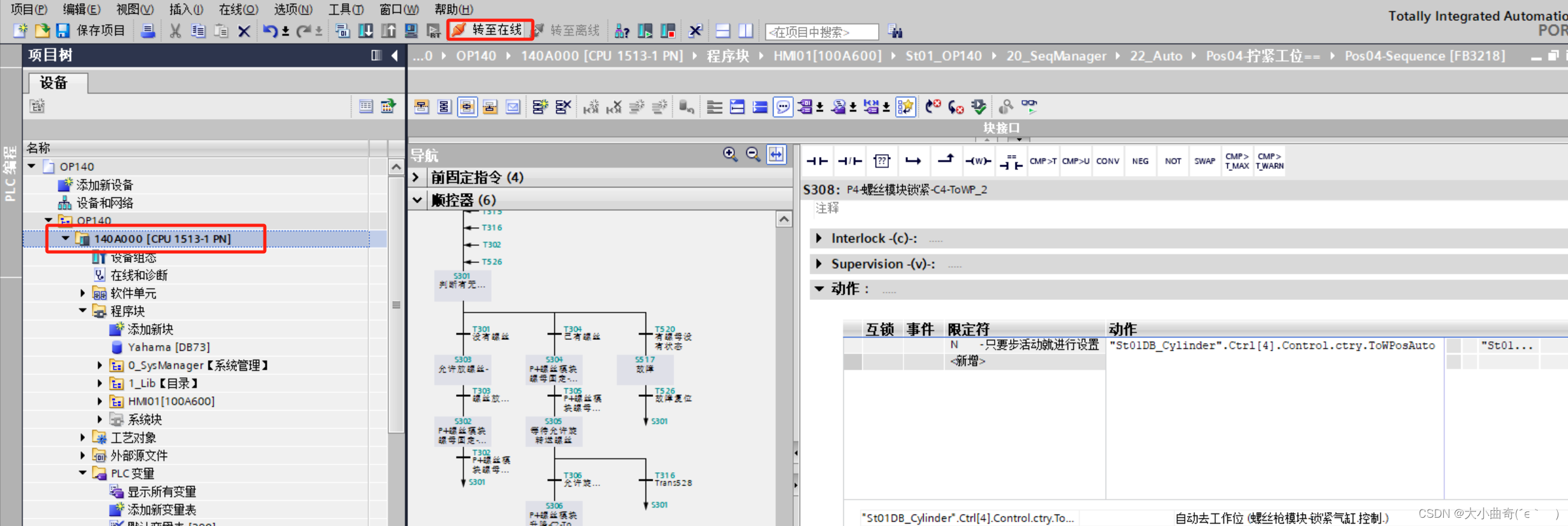
4b、根据Q点找到对应的气缸
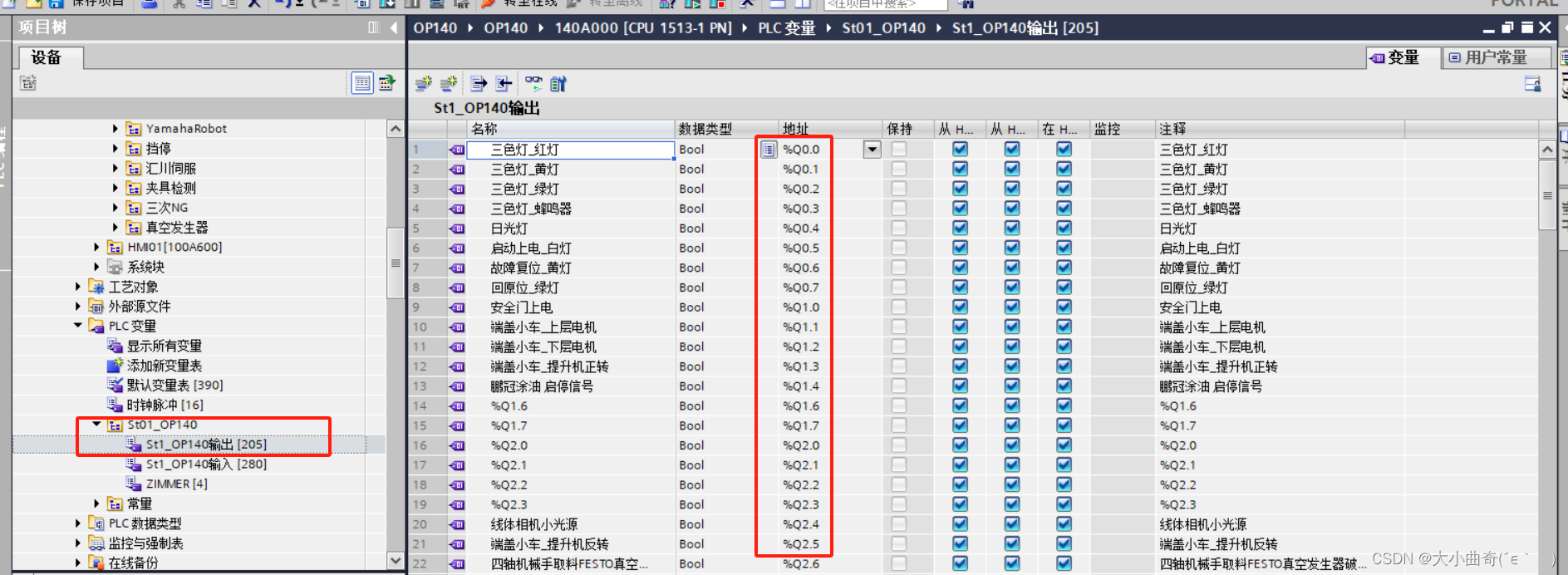
选中一个Q点,右键交叉引用
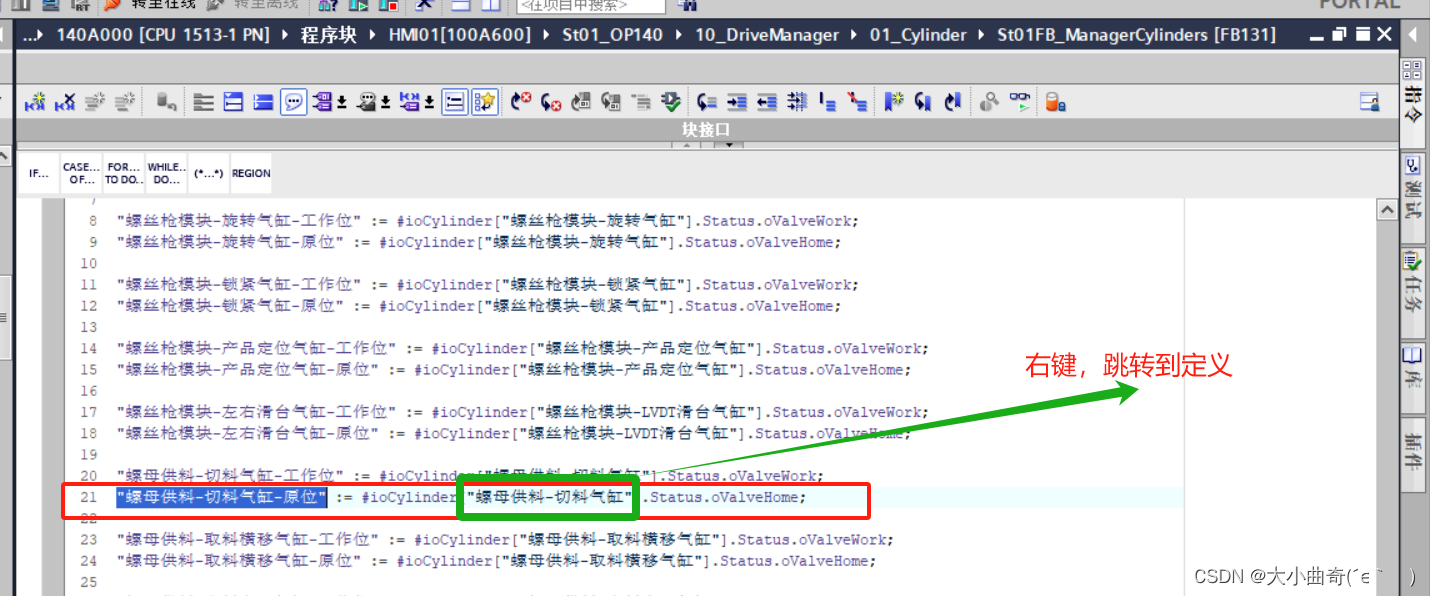
点击写入的那一个
在等号右侧,右键——跳转到定义
可以看到这个气缸是7号气缸
然后再打开气缸的DB块,看一下7号气缸


5、监控和修改的程序

因为触摸屏中的程序不能上传,故为防止程序被覆盖掉,选择使用固定的电脑监控修改程序;
5.1、转至在线
前提是要修改电脑IP与PLC的IP在同一网段;
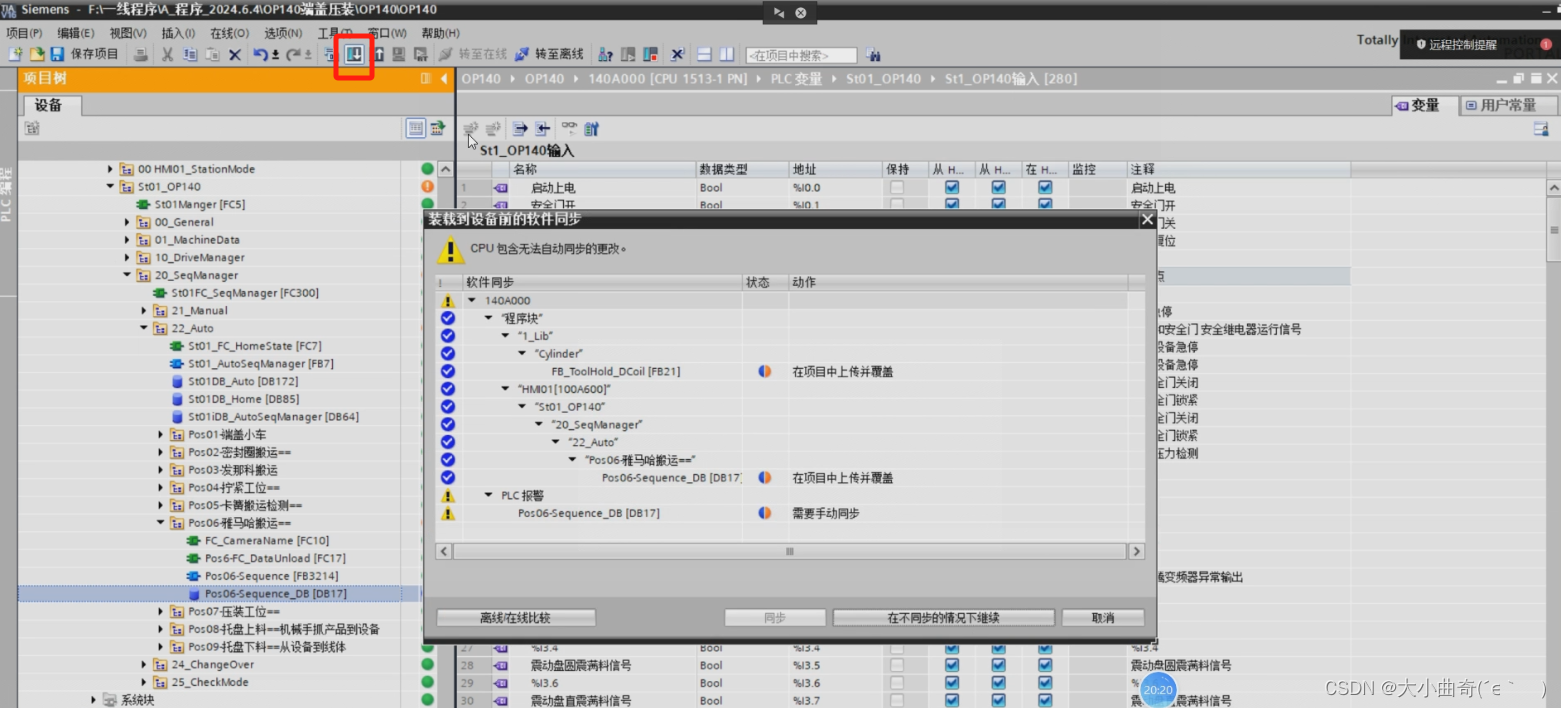
5.2、上传程序
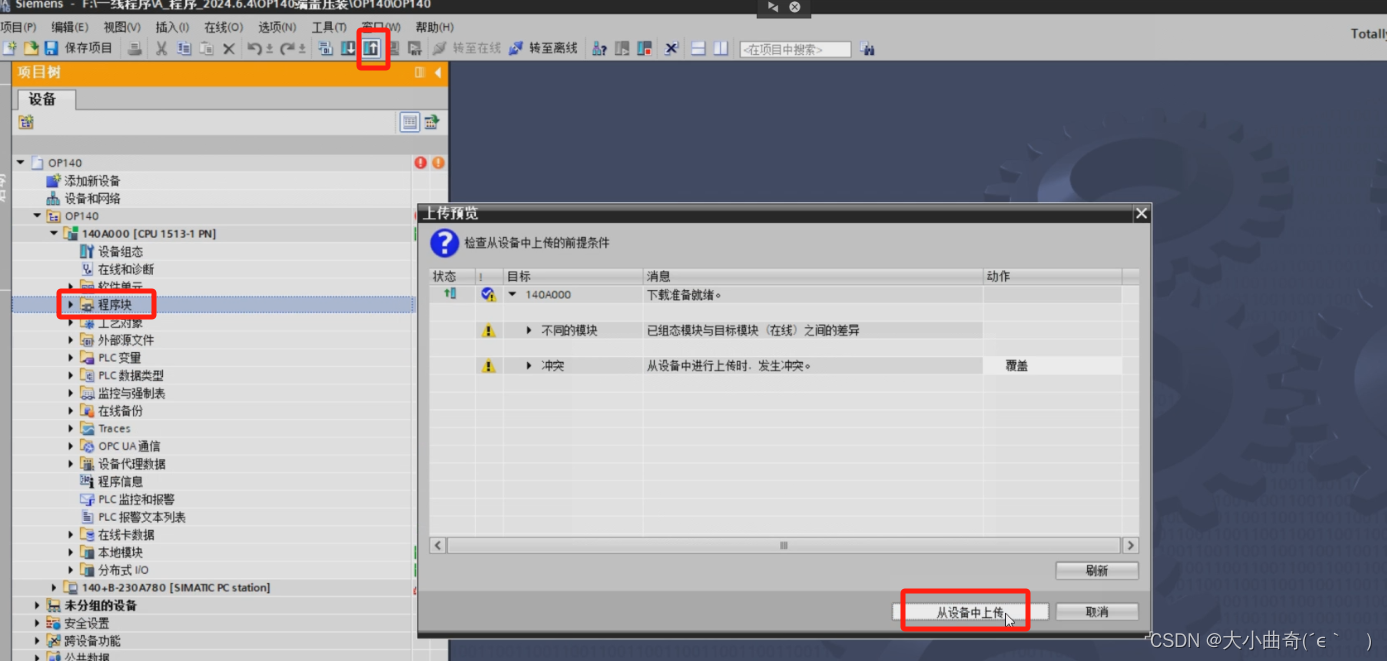
PLC上传后还有不一样的地方,可以将变量中不一样的变量删除掉就一样了:
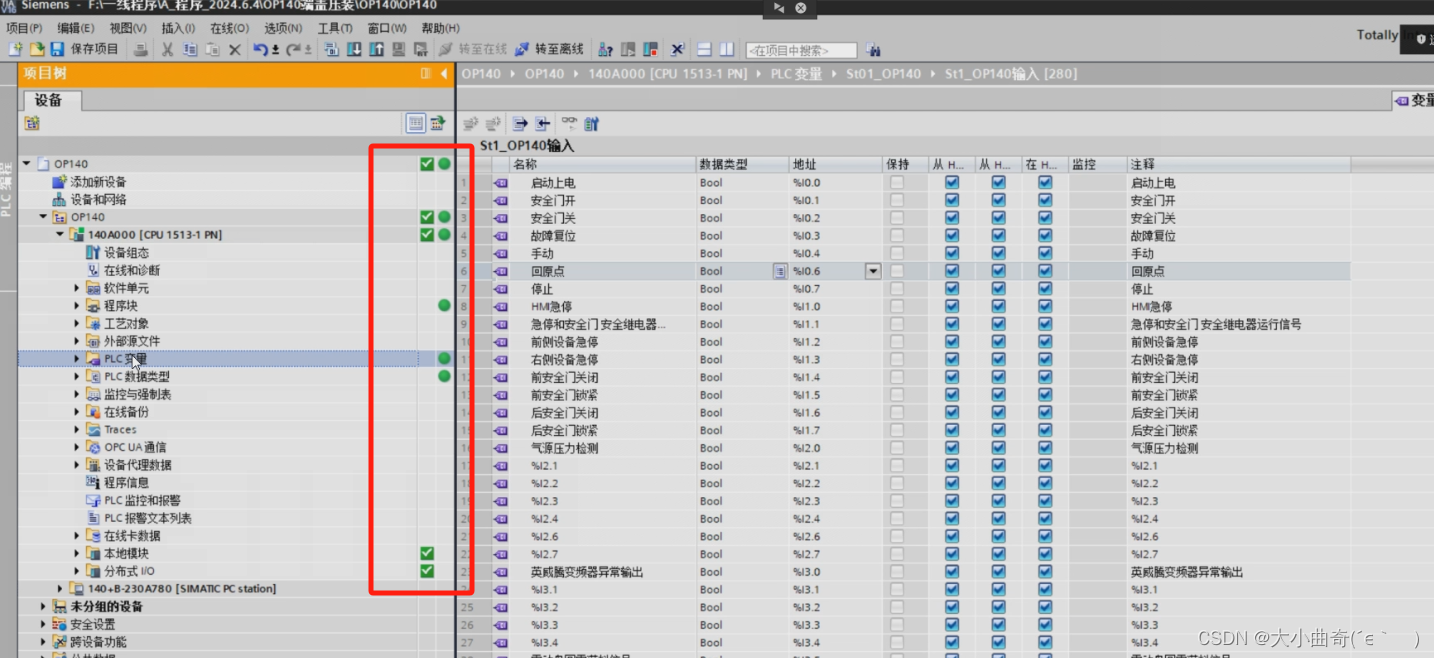
上传程序块后,发现Gruph中的DB还有不一样的地方,Gruph中的DB可以不管它,此时可以直接下载了:
此时所有的都变绿了
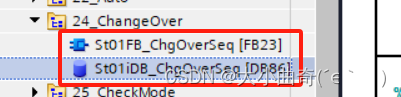
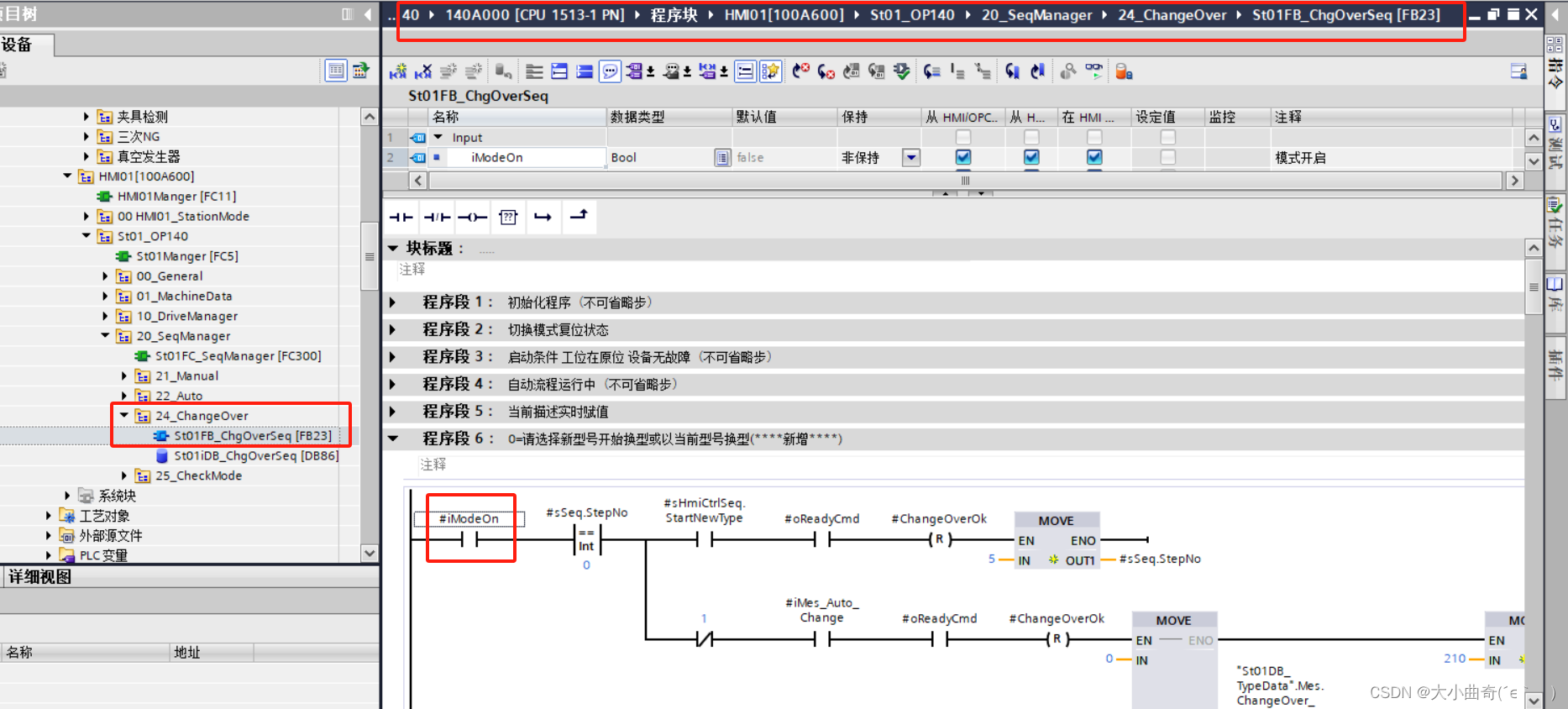
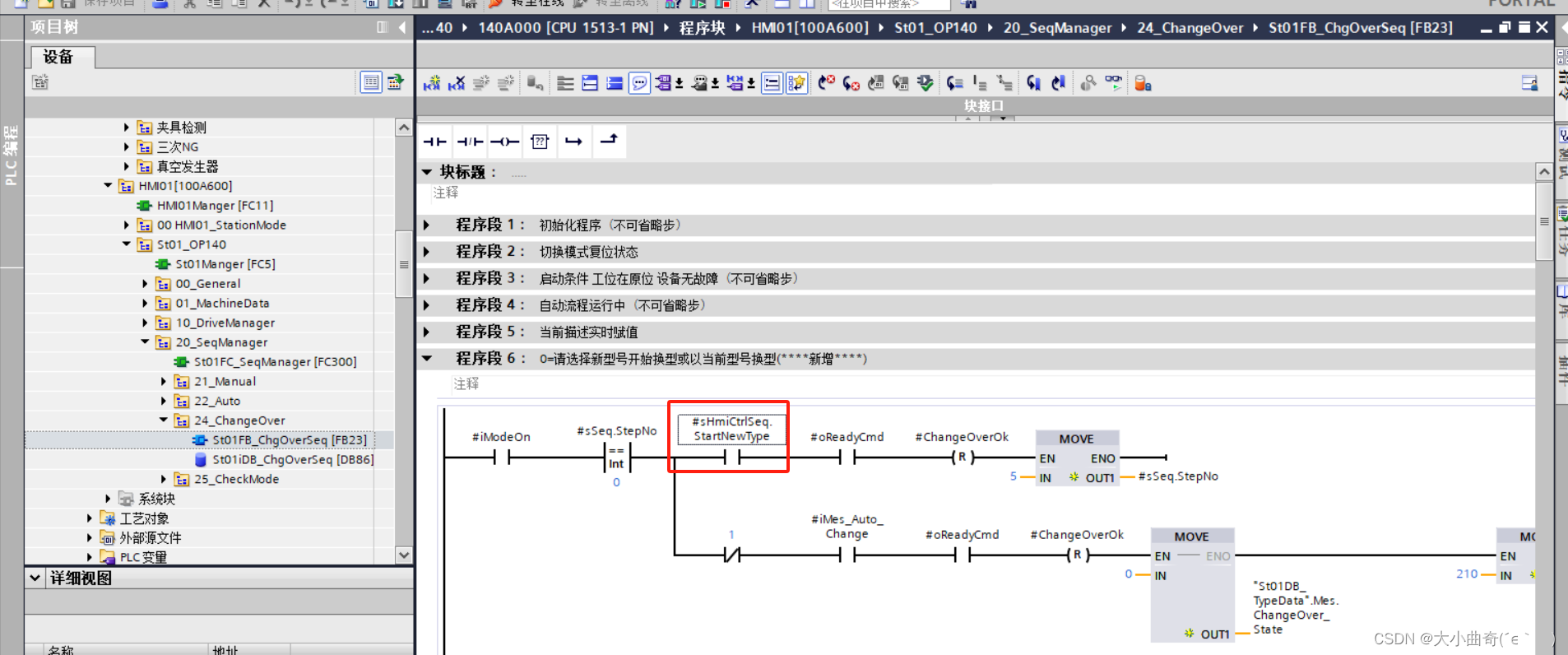
6、换型程序
换型程序生成FB块后,也会生成一个DB块用来存放数据;
打开换型子程序:
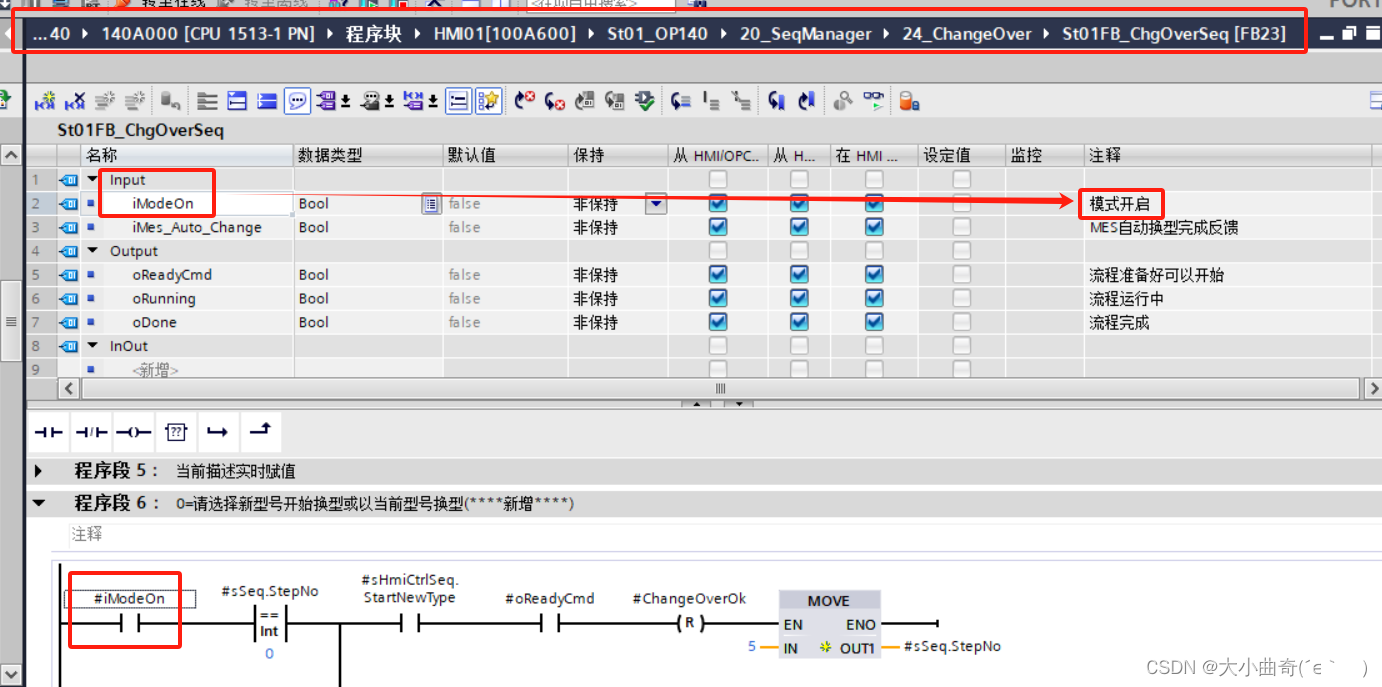
想要知道:
#iModeOn的含义,右键——转到——定义,
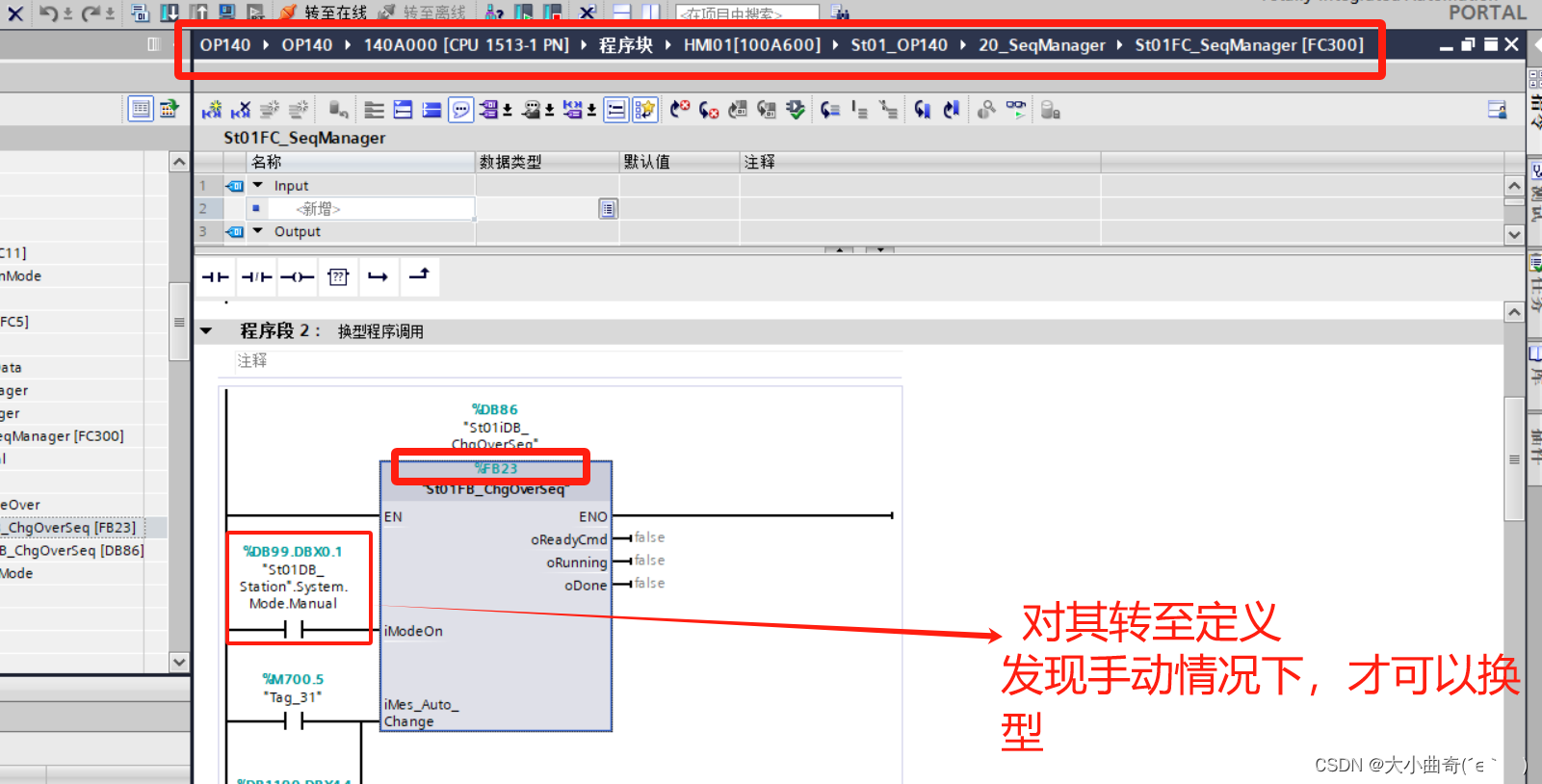
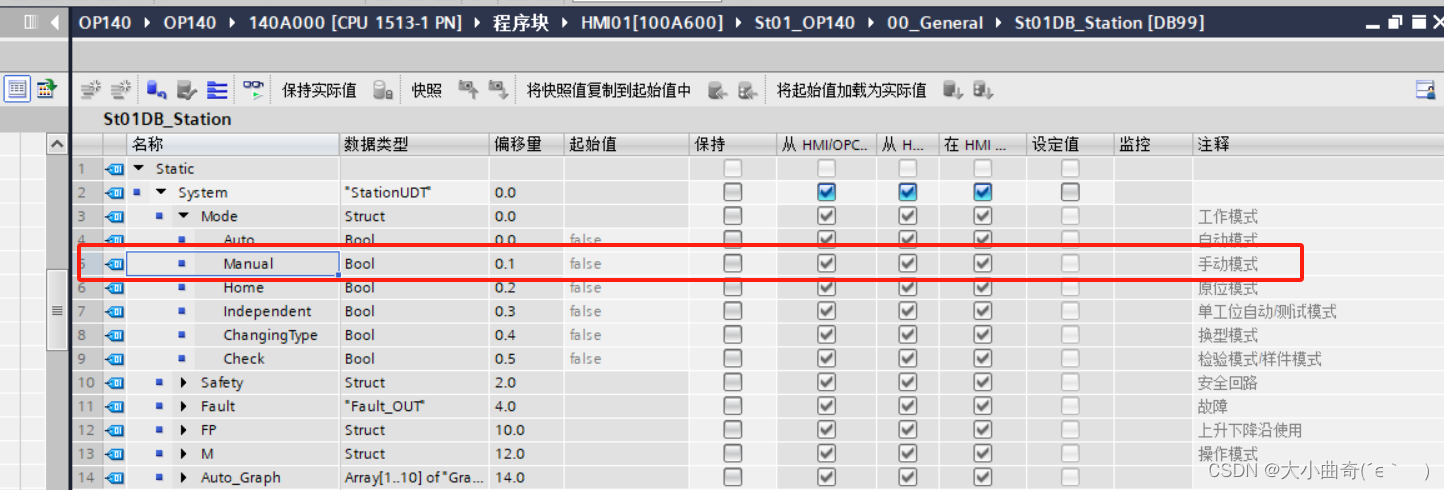
要观察换型子程序St01FB_ChgOverSeq[FB23]在哪里被调用,选中目录下的该子程序——右键——交叉引用
手动模式

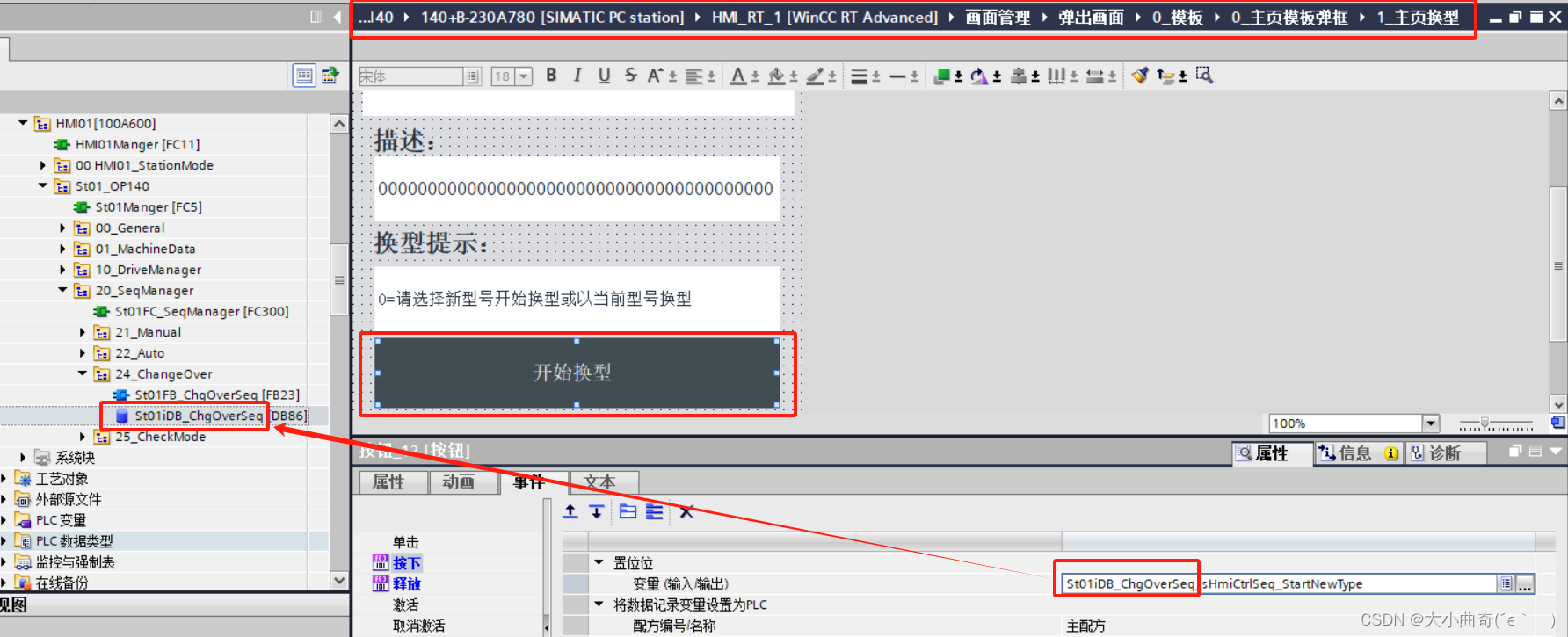
6.1、一个触摸屏上的按钮
上图跳转到定义:可以发现是触摸屏控制
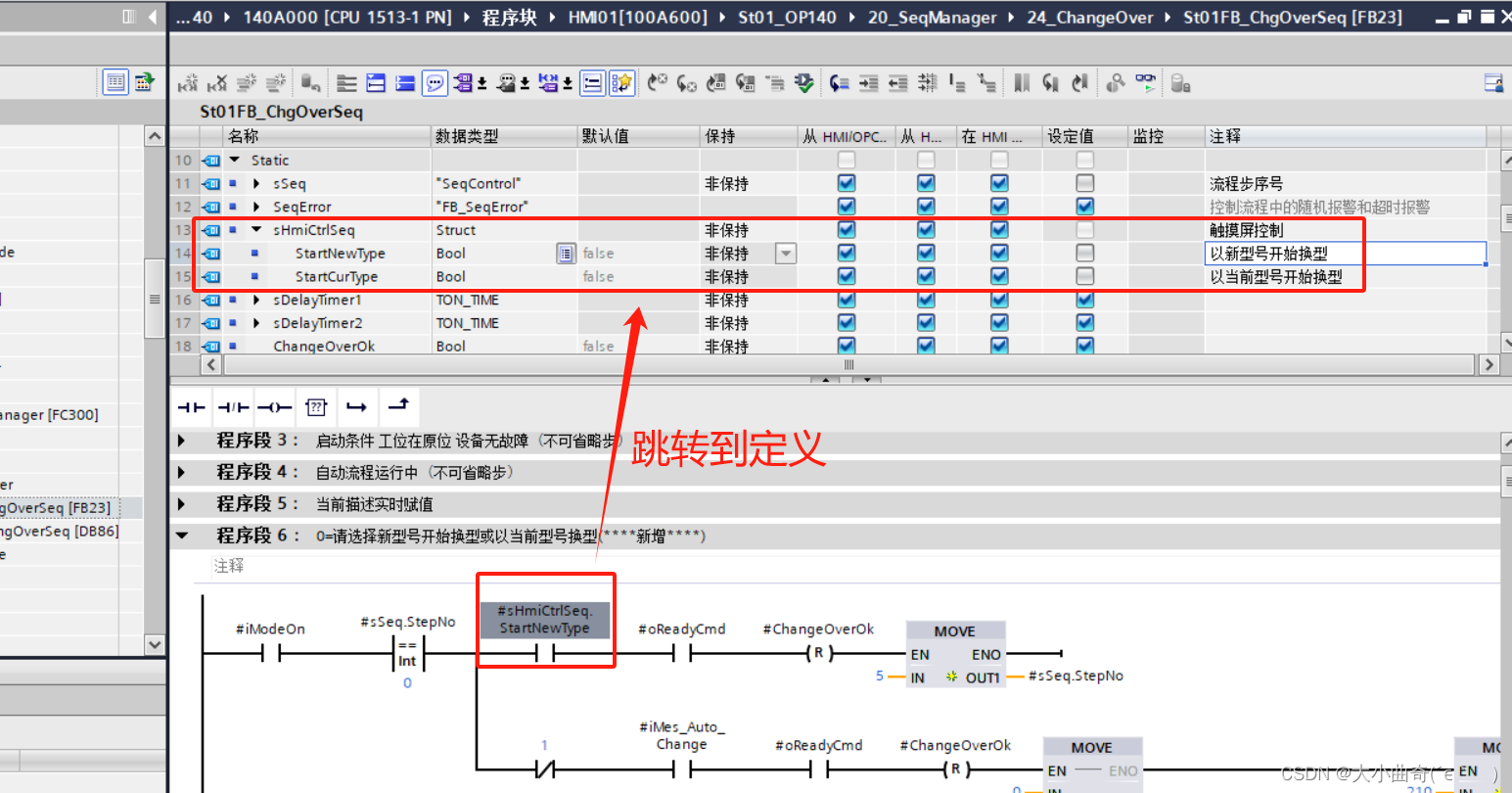
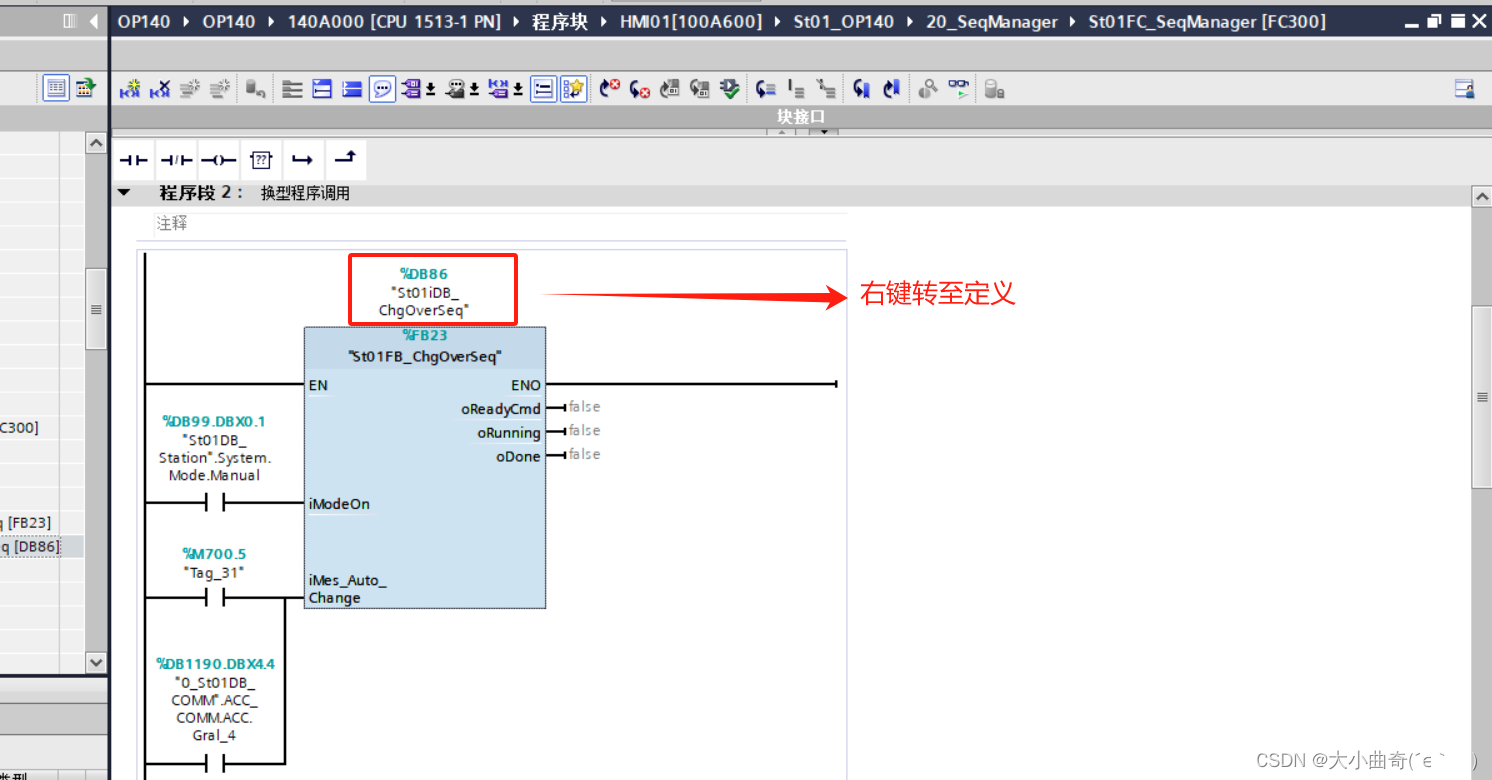
对换型子程序的调用,调用时进行转至定义
上图其对应的触摸屏中的按钮,如下图:
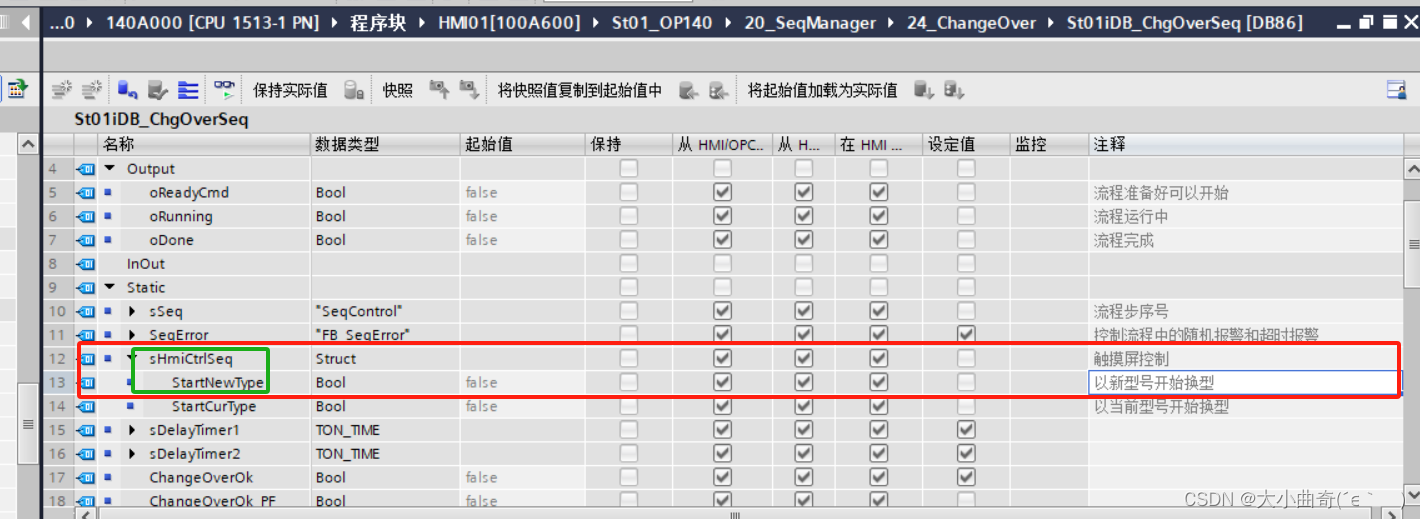
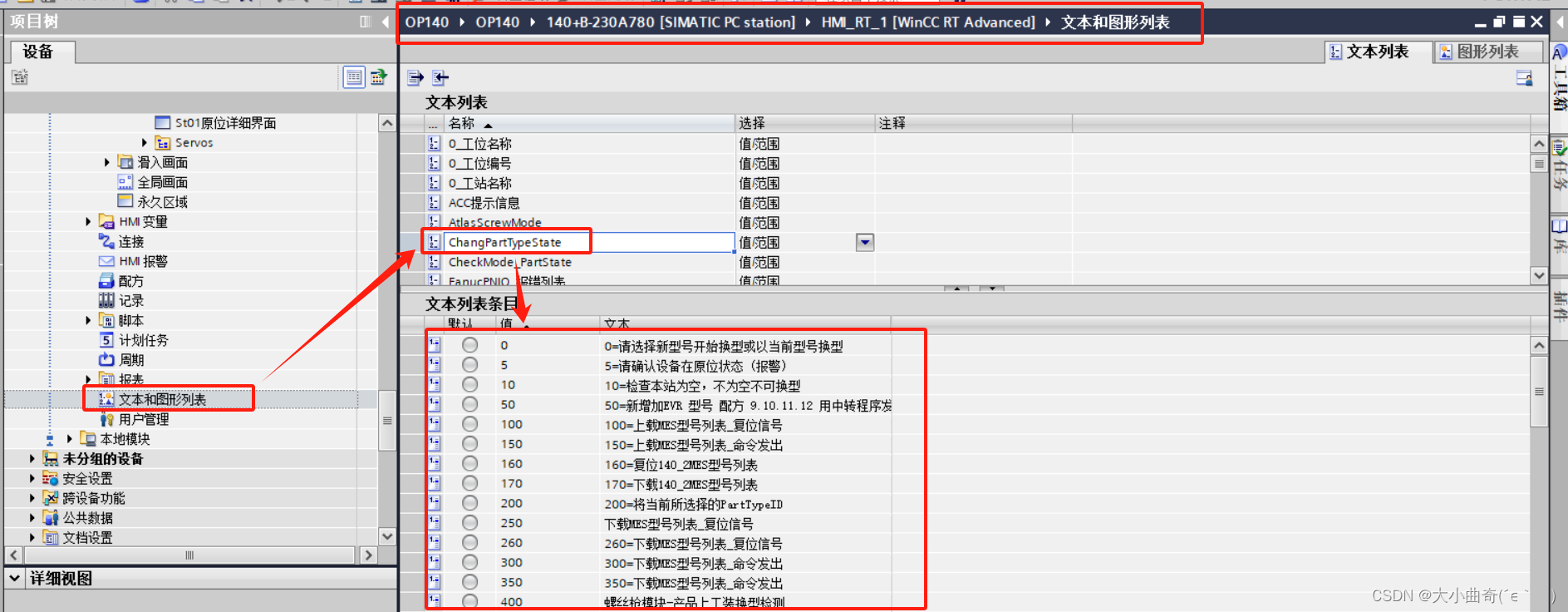
6.2、换型时的文本提示
如下图,换型时会有文本提示
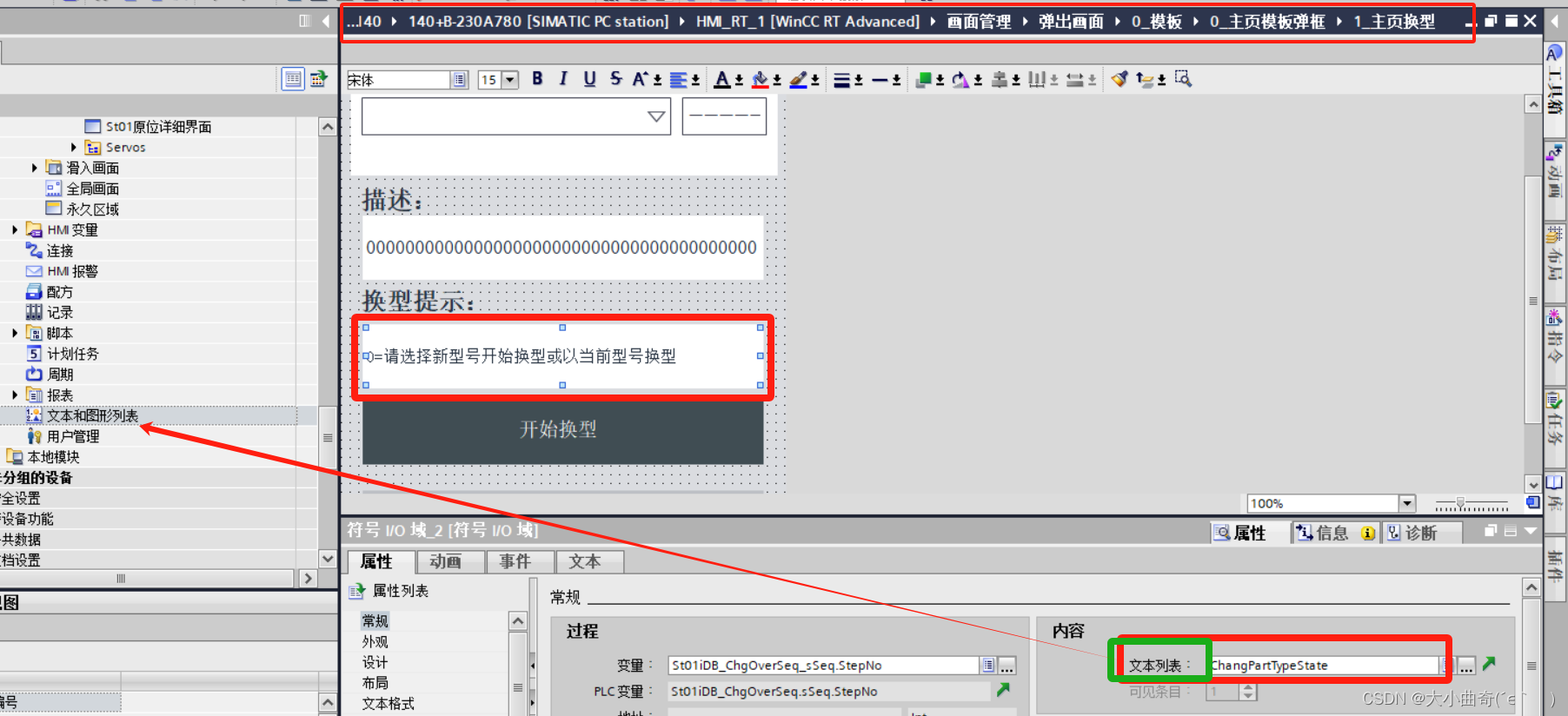
文本提示的内容在触摸屏中的文本列表中:
可以右键——插入对象,然后自定义一个文本
- 注:当换型时,出现异常,可以观察触摸屏上卡在哪一步了,然后进入程序对应的步骤进行查看;
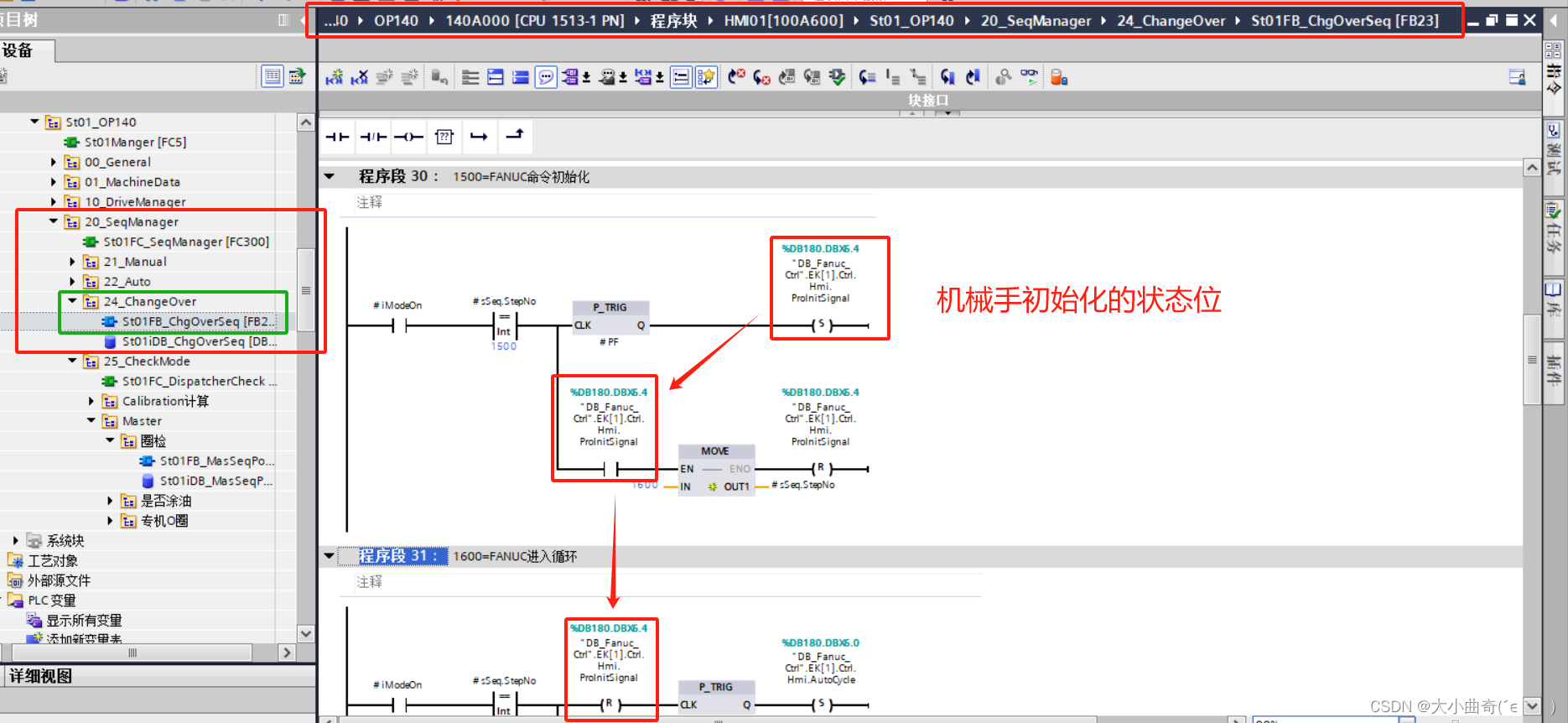
6.3、机械手换型时初始化
机械手换型时的初始化
7、报警
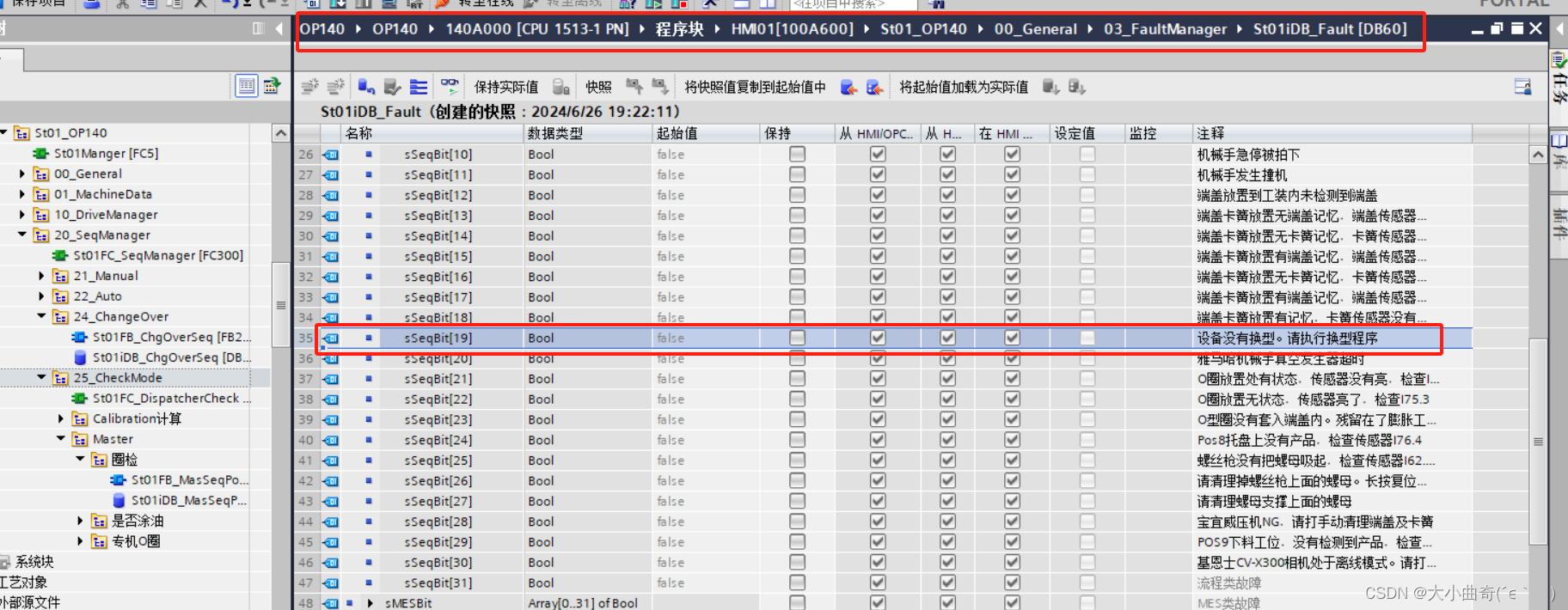
7.1、点检中的报警
点检中的报警:
打开点检【圈检】程序,如下图
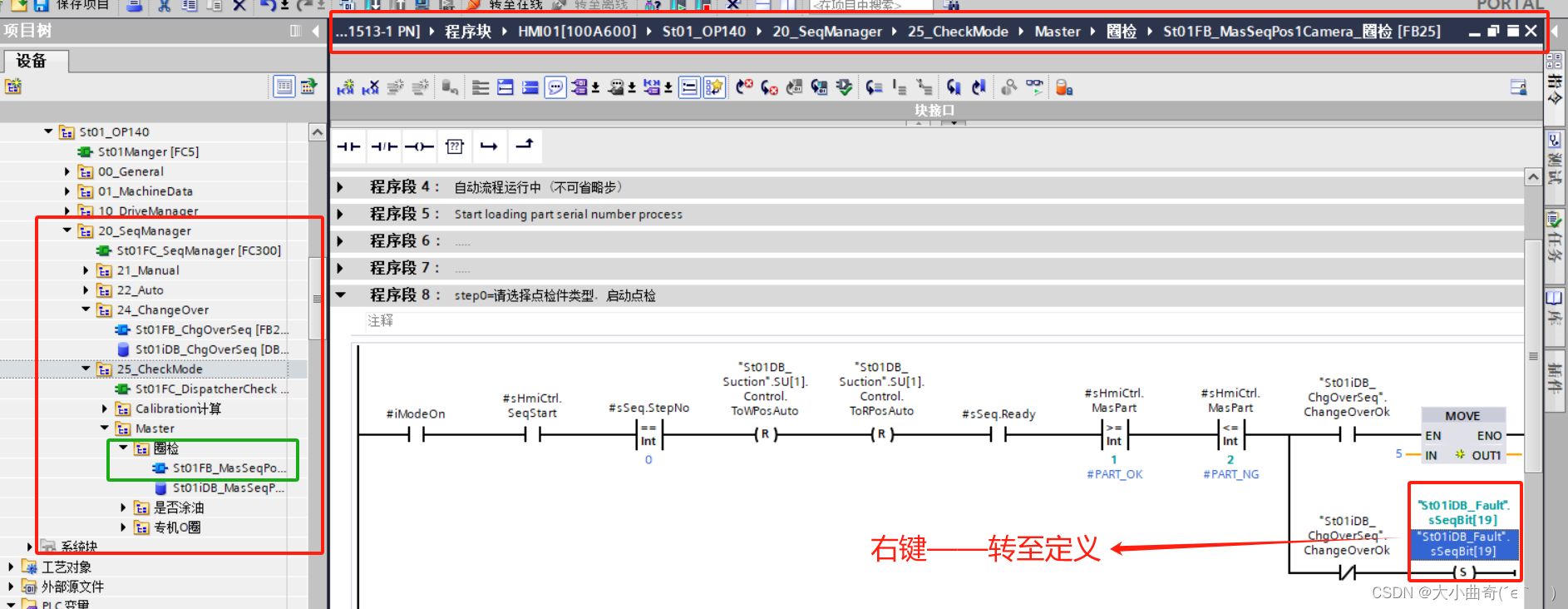
对上图中的常闭点右键——转至定义
7.2、换型中的报警
换型中的报警
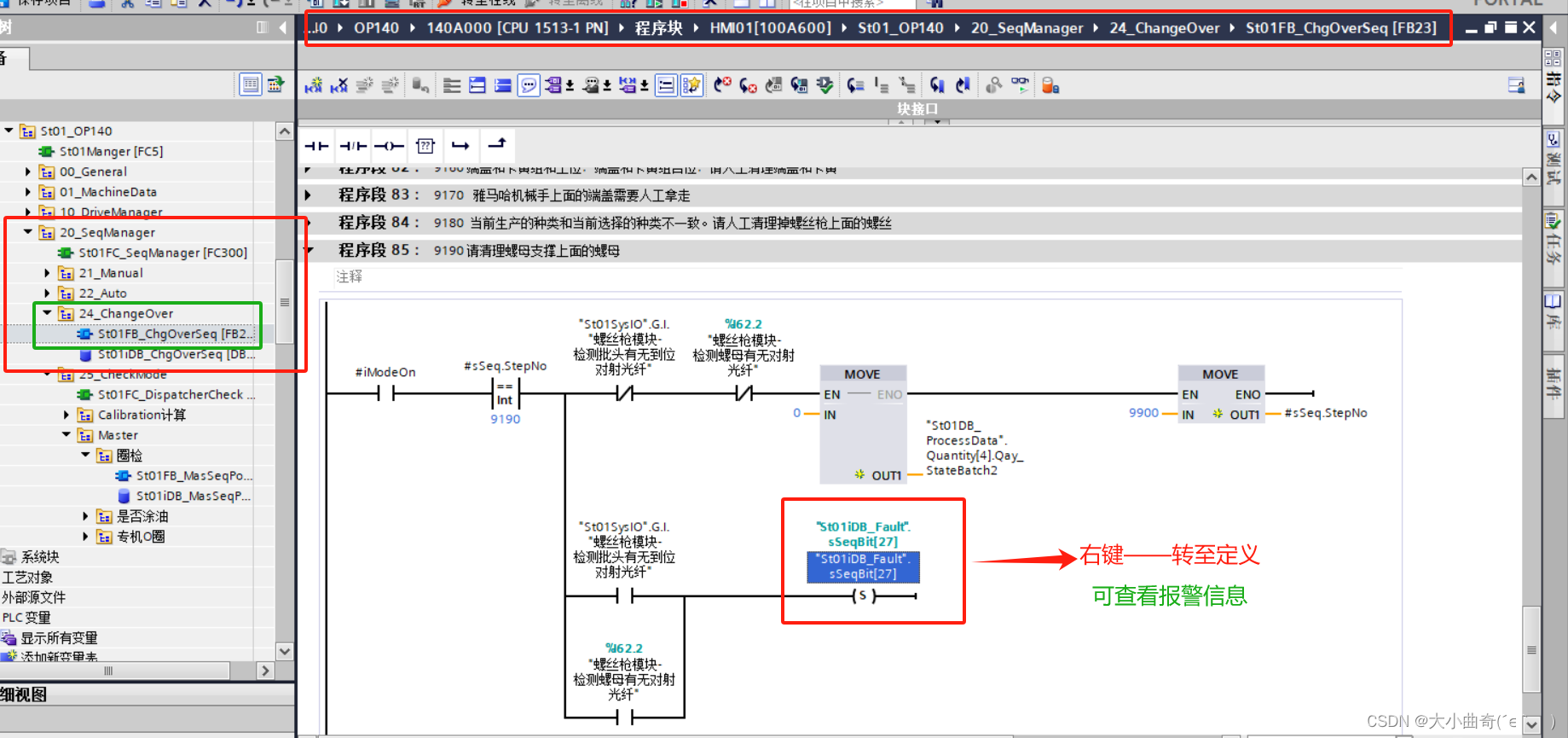
对上图中的常闭点右键——转至定义

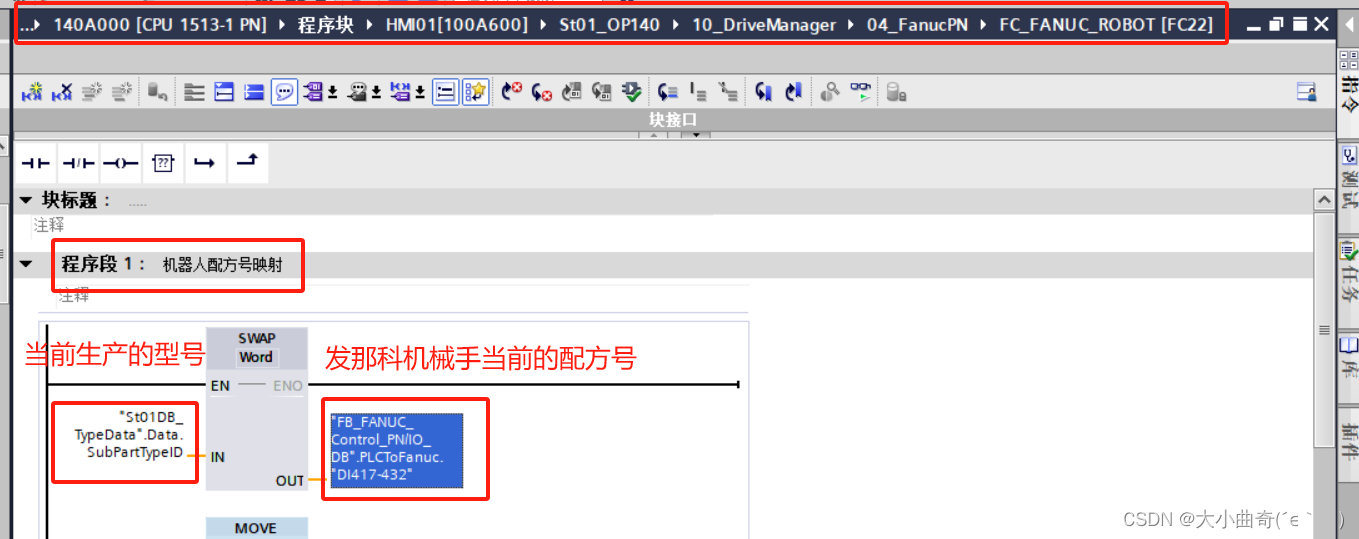
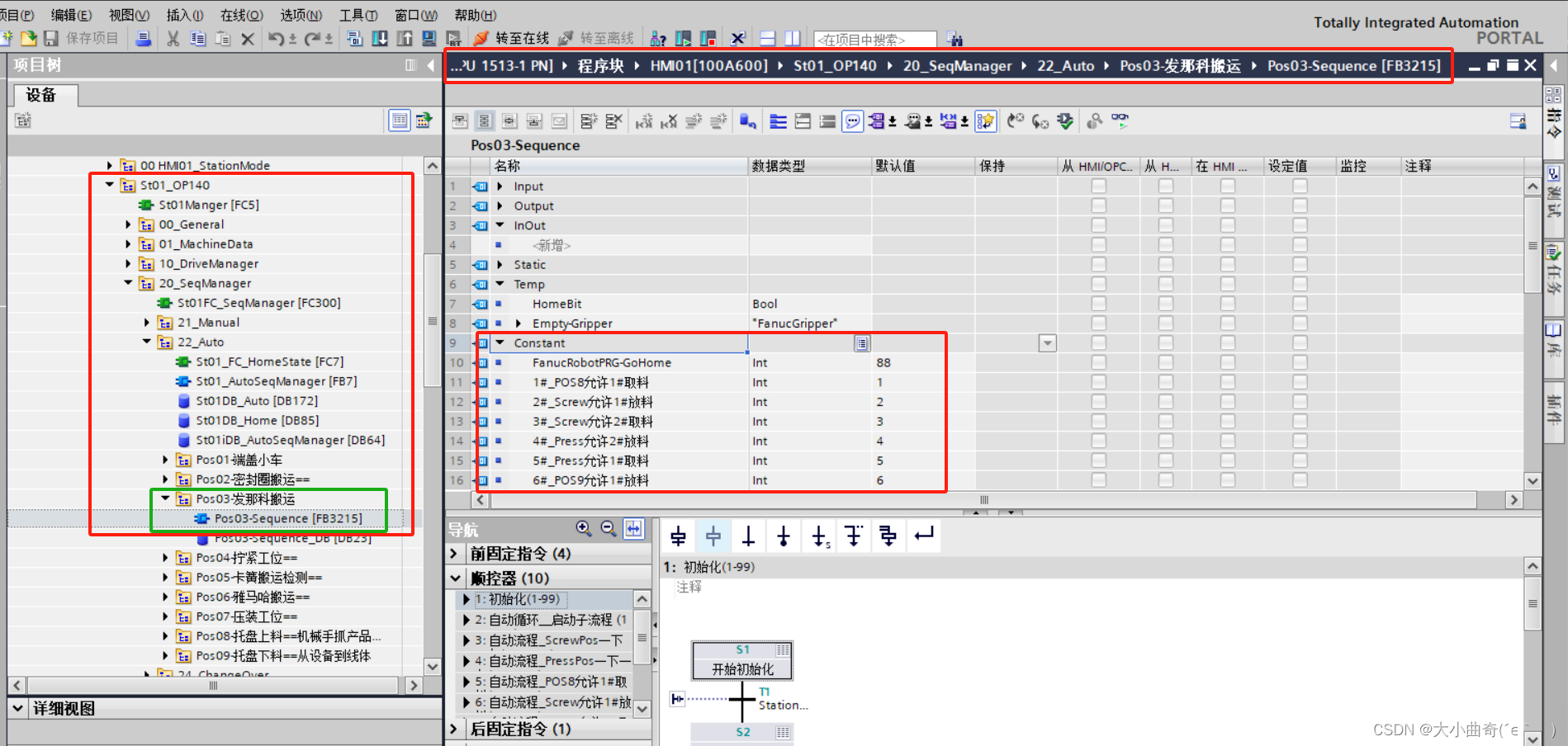
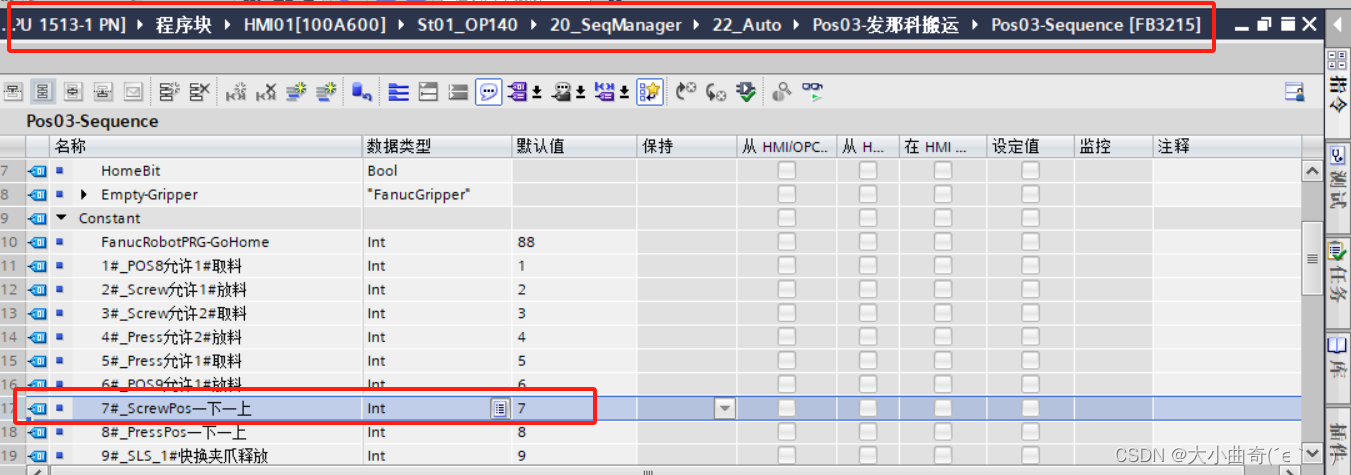
8、发那科机械手在PLC中的程序
在发那科中,找到PLC TO Fanuc的DB,交叉引用配方号对应的DB变量,如下图

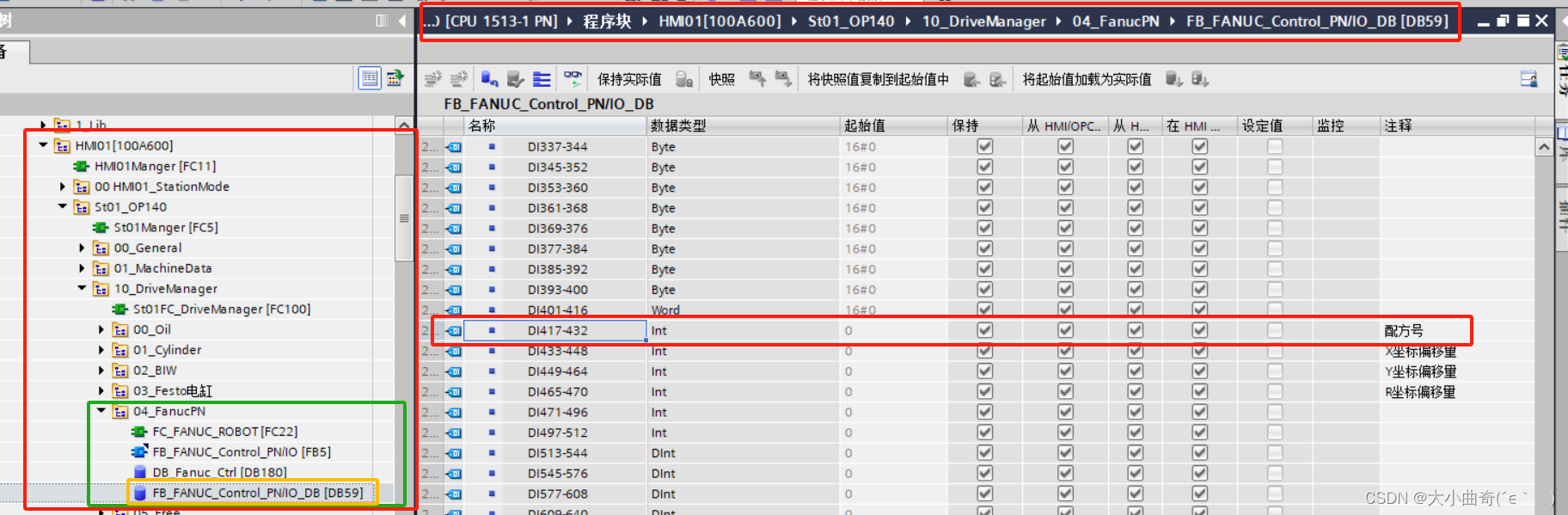

打开交叉引用之后的页面,如下图:
将机械手配方号传送给机械手的配方号
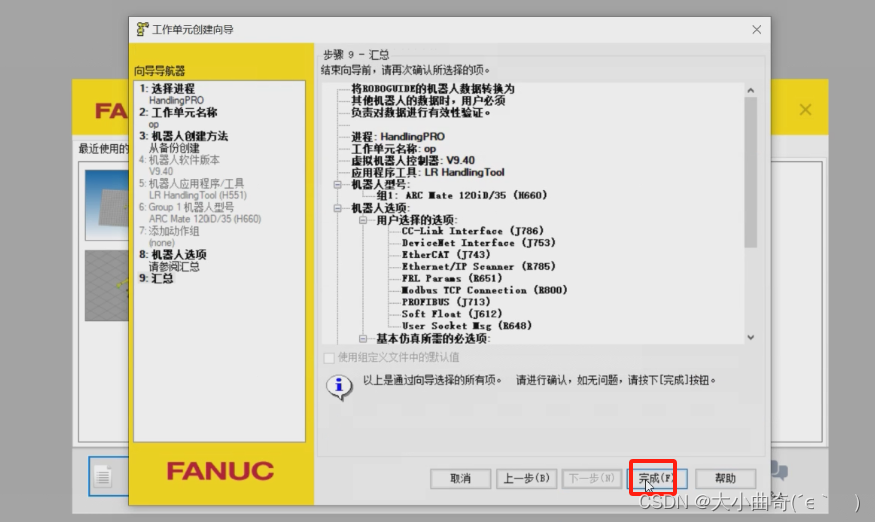
二、机械手仿真软件
注:使用U盘备份机械手程序需要用2.0的u盘,3.0的不识别;
机械手仿真程序:



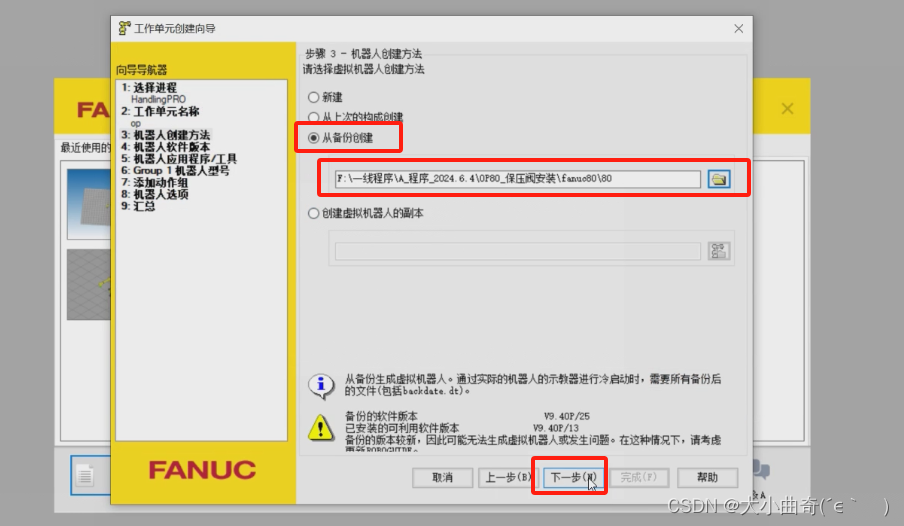
一直下一步,直到完成
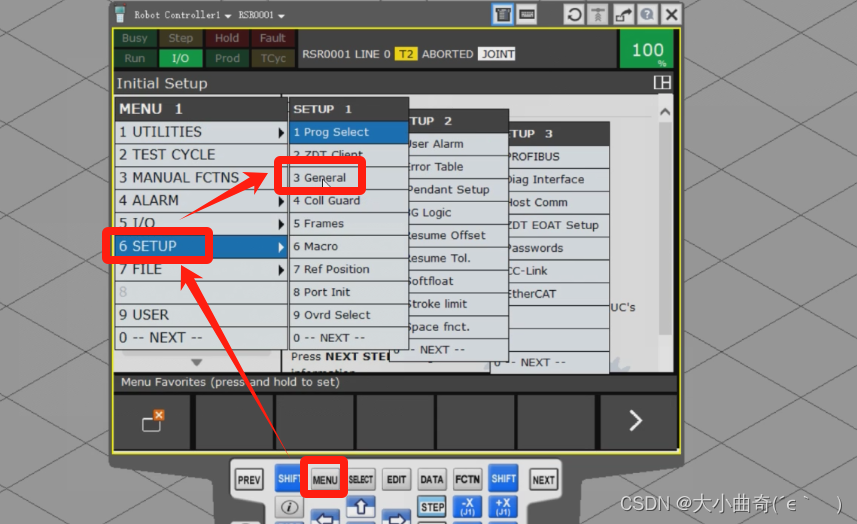
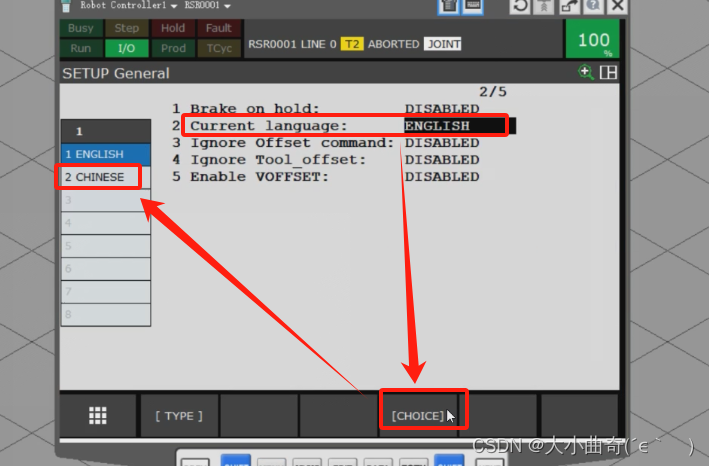
1、打开仿真示教器
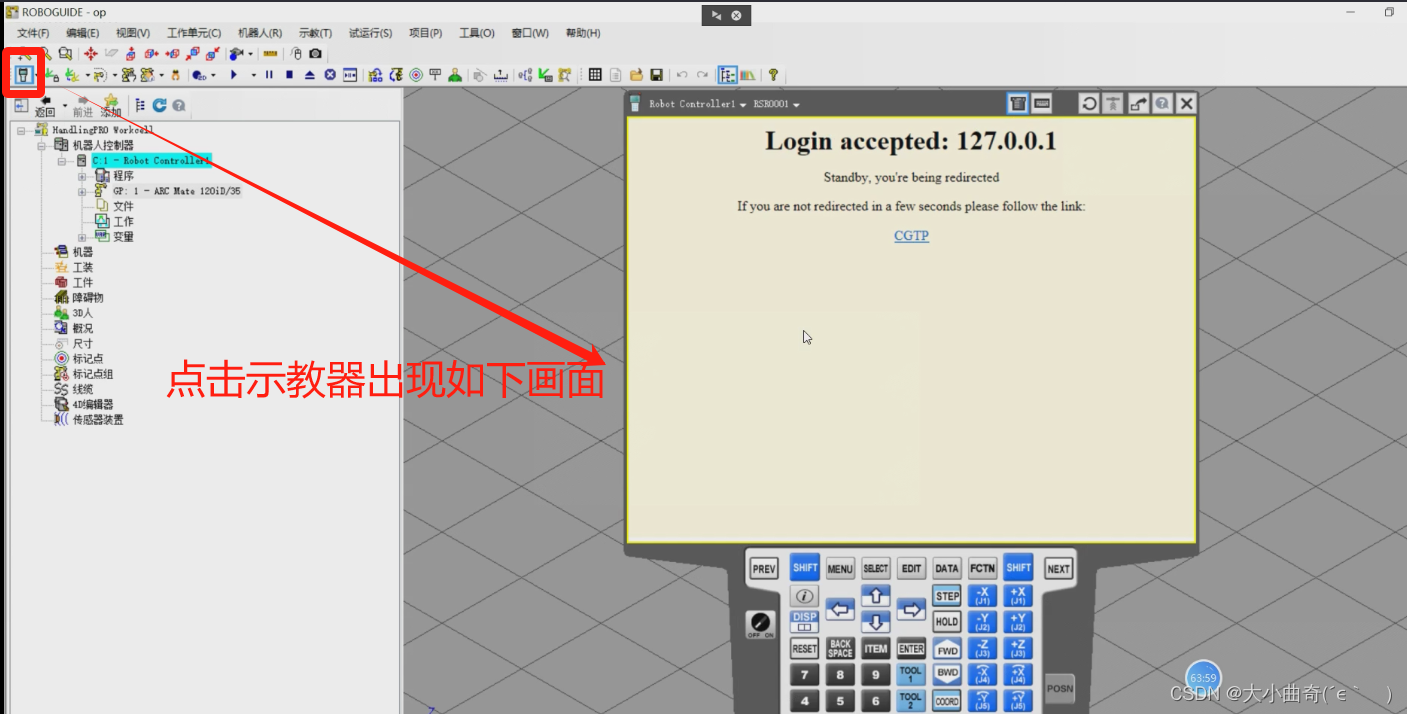
更改仿真示教器的语言,改为汉语:
或者

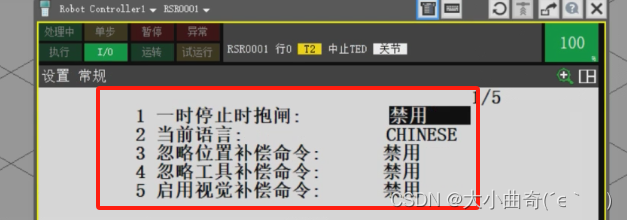
更改完毕
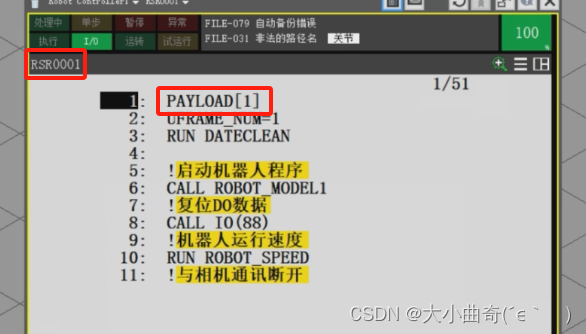
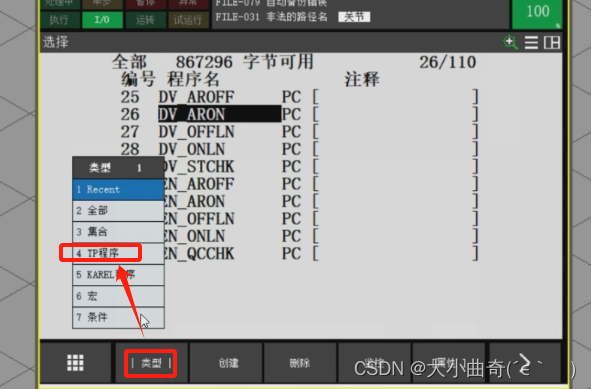
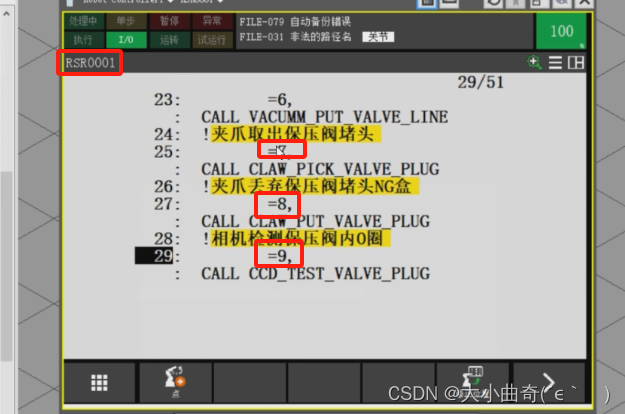
2、进入程序
进入主程序

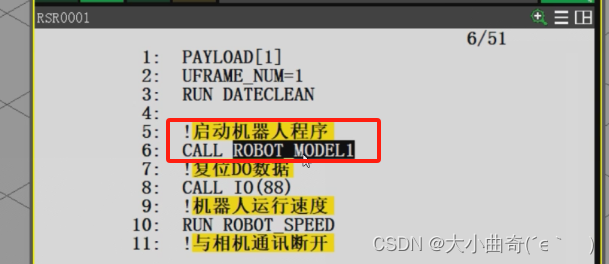
回车进入
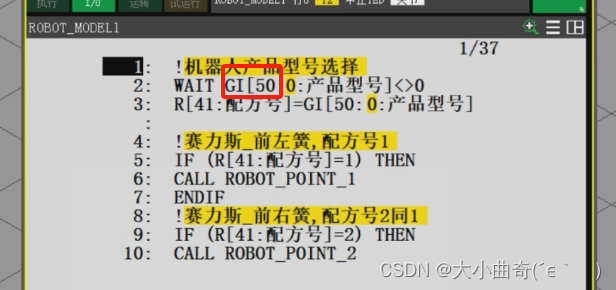
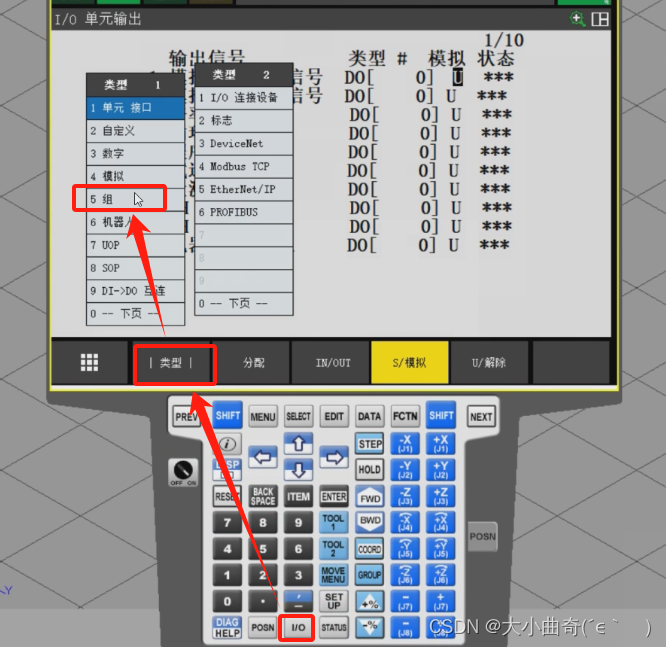
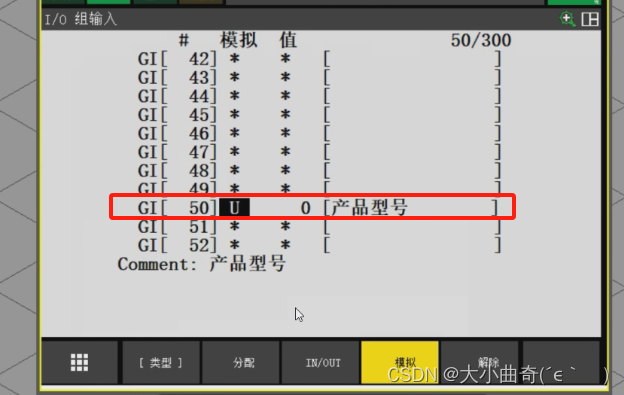
GI [50]的含义:
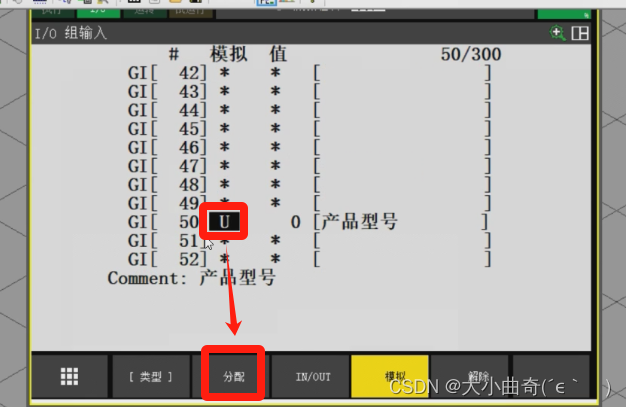
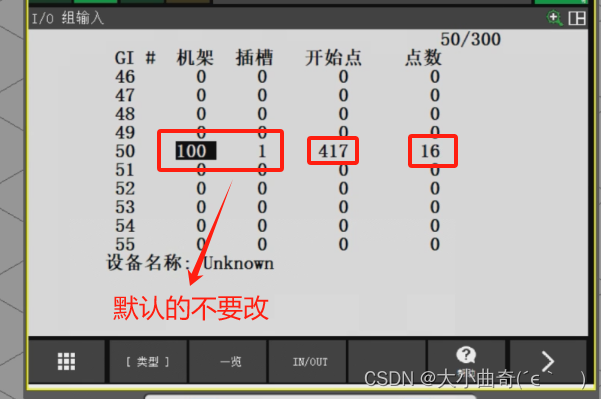
417对应下图
417~432

2、给机械手上负载
1号负载对应的是12KG,公斤数小,机械手动的速度快,但是精度会有所下降
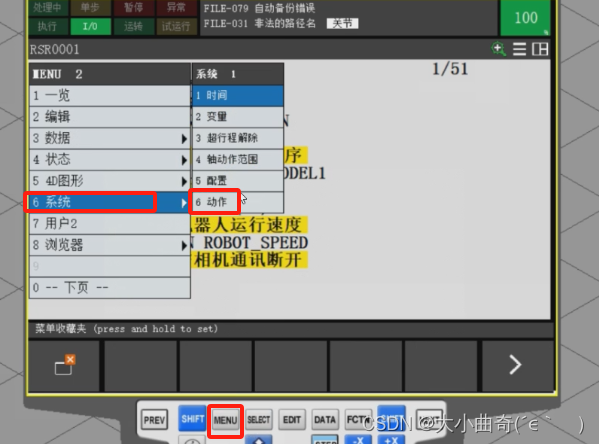
在MEUE——设置——系统——动作

3、清数据子程序

4、PLC调用机械手的程序号
对应的机械手示教器中的
注:
1、PLC和机械手对于任务号都有写,以机械手为准,因为有些工栈PLC写了,机械手没写;
2、是PLC调用机械手,PLC处于上位,机械手相当于伺服一样被PLC调用;
3、机械手不做逻辑判断,只是执行PLC的命令;
交叉引用上面的

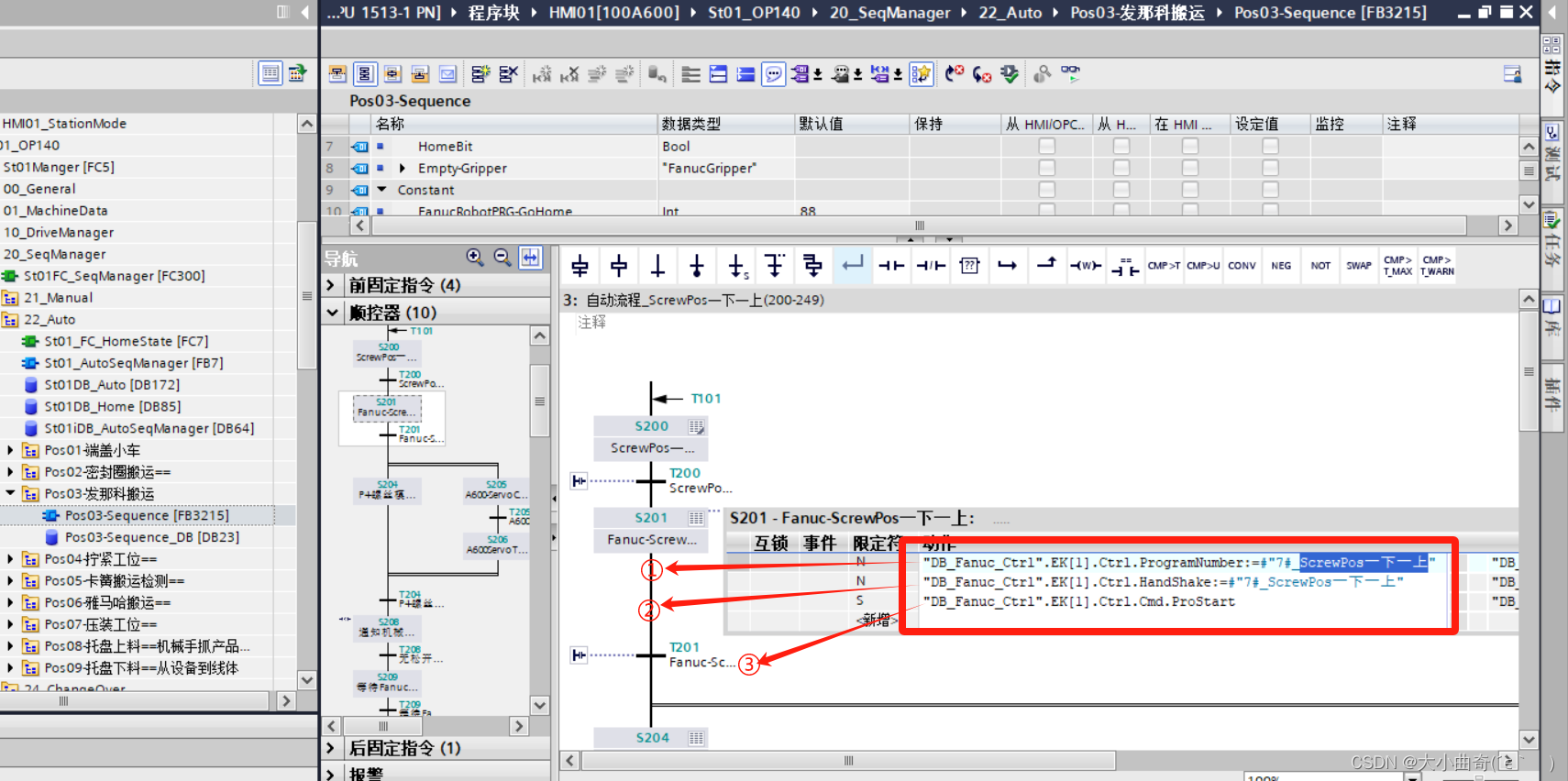
①和②是赋值赋予程序号,相当于握手信号,给一个信号怕没有动作,所以给两个;
③是执行
5、规避路径子程序
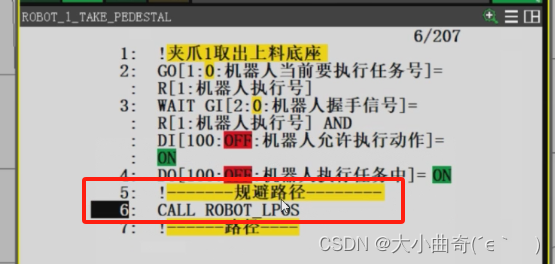
将当前位置LPOS给PR8,然后由PR8来判断当前位置在那个区域
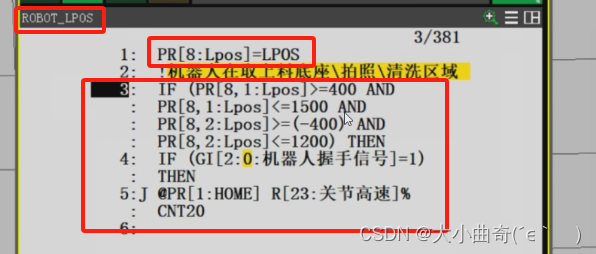
PR[8, 1:Lpos]中1代表X;
PR[8, 2:Lpos]中1代表Y;


















 7349
7349

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









