






流程的软件
drawio
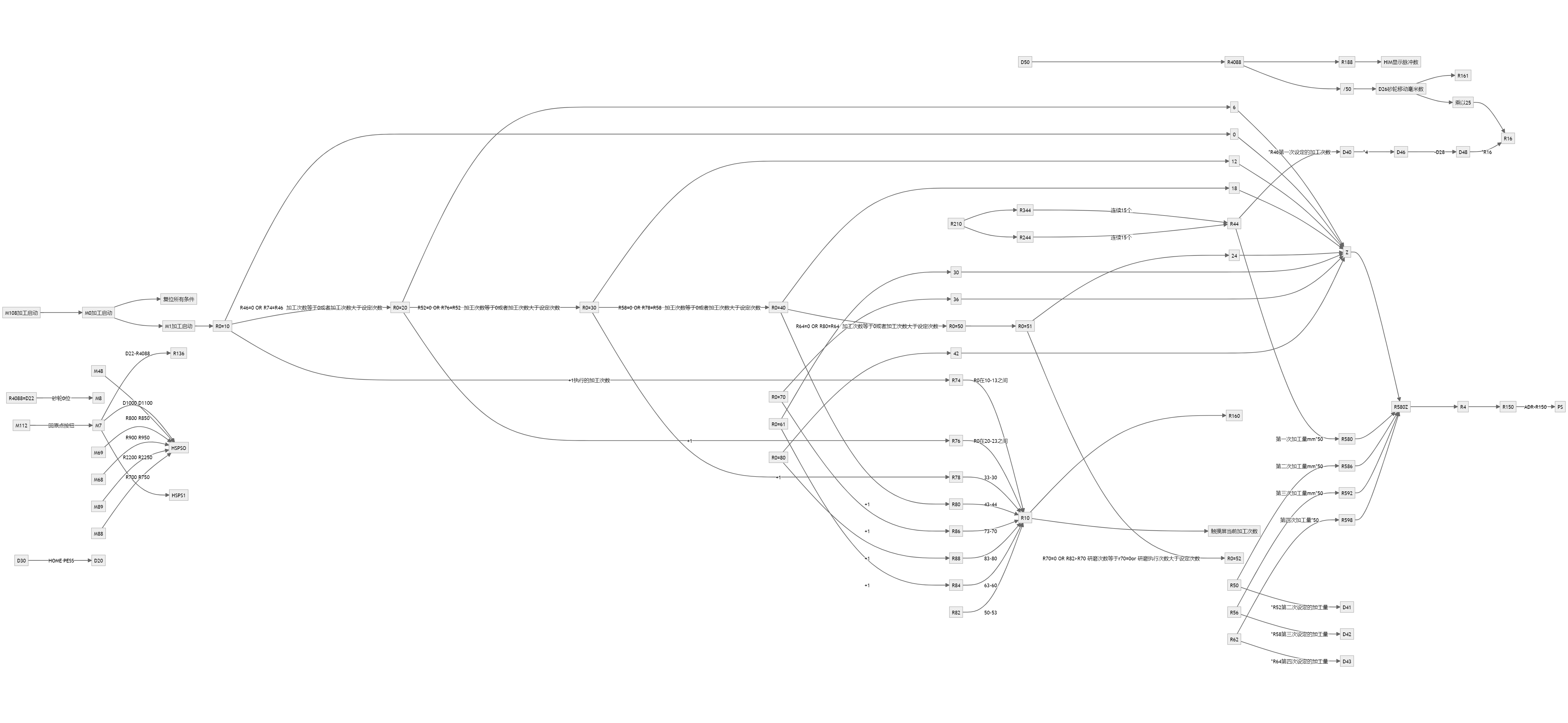
flowchart LR
M108加工启动 --> M0加工启动
M0加工启动 --> 复位所有条件
M0加工启动 --> M1加工启动
M1加工启动 --> R0=10
R188-->HIM显示脉冲数
D26砂轮移动毫米数--> R161
/50-->D26砂轮移动毫米数
R4088-->/50
D26砂轮移动毫米数-->乘以25
乘以25-->R16
R4088-->R188
R0=20-->6
6-->Z
R0=10-->0
0-->Z
R0=30-->12
12-->Z
R0=40-->18
18-->Z
R0=51-->24
24-->Z
R0=61-->30
30-->Z
R0=70-->36
36-->Z
R0=80-->42
42-->Z
Z-->R580Z
R580Z-->R4
R4-->R150
R150-->|ADR-R150|PS
R0=10-->|+1执行的加工次数|R74
R0=20-->|+1|R76
R0=30-->|+1|R78
R0=40-->|+1|R80
R0=70-->|+1|R86
R0=80-->|+1|R88
R0=61-->|+1|R84
R44-->|第一次加工量mm*50|R580
R210-->R244
R210-->R344
R344-->|连续15个|R44
R244-->|连续15个|R44
R50-->|第二次加工量mm*50|R586
R56-->|第三次加工量mm*50|R592
R62-->|第四次加工量*50|R598
R580-->R580Z
R586-->R580Z
R592-->R580Z
R598-->R580Z
R44-->|*R46第一次设定的加工次数|D40
R50-->|*R52第二次设定的加工量|D41
R56-->|*R58第三次设定的加工量|D42
R62-->|*R64第四次设定的加工量|D43
D40-->|*4|D46
D46-->|-D28|D48
D48-->|*R16|R16
R10-->R160
R74-->|R0在10-13之间|R10
R10-->触摸屏当前加工次数
R76-->|R0在20-23之间|R10
R78-->|33-30|R10
R80-->|43-44|R10
R86-->|73-70|R10
R88-->|83-80|R10
R84-->|63-60|R10
R82-->|50-53|R10
R0=10 -- R46=0 OR R74=R46 加工次数等于0或者加工次数大于设定次数 -->R0=20
R0=20 -- R52=0 OR R76=R52 加工次数等于0或者加工次数大于设定次数 -->R0=30
R0=30 -- R58=0 OR R78=R58 加工次数等于0或者加工次数大于设定次数 -->R0=40
R0=40 -- R64=0 OR R80=R64 加工次数等于0或者加工次数大于设定次数 -->R0=50
R0=50--> R0=51 -- R70=0 OR R82>R70 研磨次数等于r70=0or 研磨执行次数大于设定次数--> R0=52
M112-->|回原点按钮|M7
M7-->|D22-R4088|R136
M7-->HSPSO
M7-->HSPS1
R4088=D22-->|砂轮0位|M8
D50-->R4088
M48-->|D1000 D1100|HSPSO
M69-->|R800 R850|HSPSO
M68-->|R900 R950|HSPSO
M89-->|R2200 R2250|HSPSO
M88-->|R700 R750|HSPSO
D30-->|HOME PESS|D20
R94-->|*|R610
R96-->|R96<=0 OR R84>R96|R70
R96-->|>R84<=R96|R62
相关的技术触摸屏电话


















 2万+
2万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









