






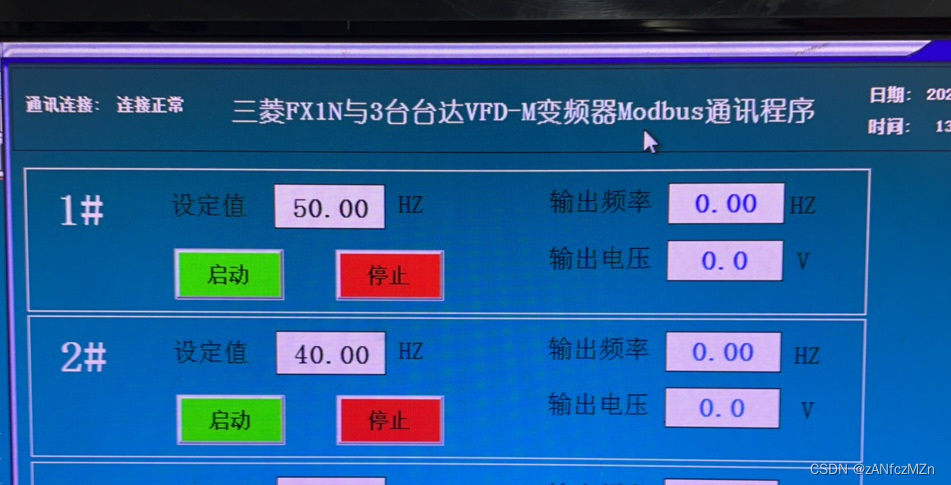
三菱FX1N与3台台达VFD-M变频器通讯程序
可直接拿来实用了,三菱FX PLC与台达变频器modbus RTU通讯
采用器件:三菱FX1N 24MT PLC,1个FX1N 485BD板,3个台达VFD M系列变频器。
也可以是FX2N,FX2N 485BD
功能:进行频率设定,频率读取,正反转启停。
触摸屏采用MCGS
说明:PLC通讯程序和触摸屏程序,带注释。
只是程序,非硬件设备。

近年来,随着工业自动化技术的不断发展,自动化设备在生产中的应用越来越广泛,而PLC与变频器的配合使用成为自动化控制领域中的热门话题。本篇文章将围绕三菱FX1N与3台台达VFD-M变频器通讯,展开探讨。
首先,为了实现PLC与变频器之间的通讯,需要使用到三个台达VFD-M系列变频器和一个三菱FX1N 24MT PLC,以及一个FX1N 485BD板。若使用FX2N,则需要FX2N 485BD板。
本次通讯的功能包括频率设定、频率读取、正反转启停,使用MCGS作为触摸屏。
对于PLC通讯程序和触摸屏程序,本文都将提供详细注释,方便读者理解和应用。
具体操作流程如下:
- 从三菱FX1N PLC的485口连接到FX1N 485BD板。
- 将FX1N 485BD板与变频器通讯口连接。
- 在PLC中将通讯口参数(波特率、数据位、停止位等)设置为与变频器相同。
- 使用三菱GX Developer软件编写PLC通讯程序,并在程序中设定变频器的地址、数据及命令。
- 将PLC通讯程序下载到FX1N PLC中。
- 在触摸屏程序中添加变频器的频率设定、频率读取、正反转启停等控制界面。
- 使用MCGS编辑触摸屏程序,并将程序下载到触摸屏上。
- 完成后,PLC与变频器之间即可实现通讯控制。
总体而言,PLC与变频器的通讯应用可以提高生产自动化的效率及精度以及减少人工操作,更加便捷快速地实现生产自动化控制,极大地推动了生产效率的提升。
总之,本文主要介绍了三菱FX1N与3台台达VFD-M变频器通讯程序的实现方法,详细讲解了通讯流程及PLC与触摸屏程序的编写方式,同时提供了详细注释,希望对读者有所帮助。
相关代码,程序地址:http://lanzouw.top/670297828523.html















 1093
1093











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









