







生产批量:中小批量
材料:08F 料厚t=1.2mm
公差按IT14级制造
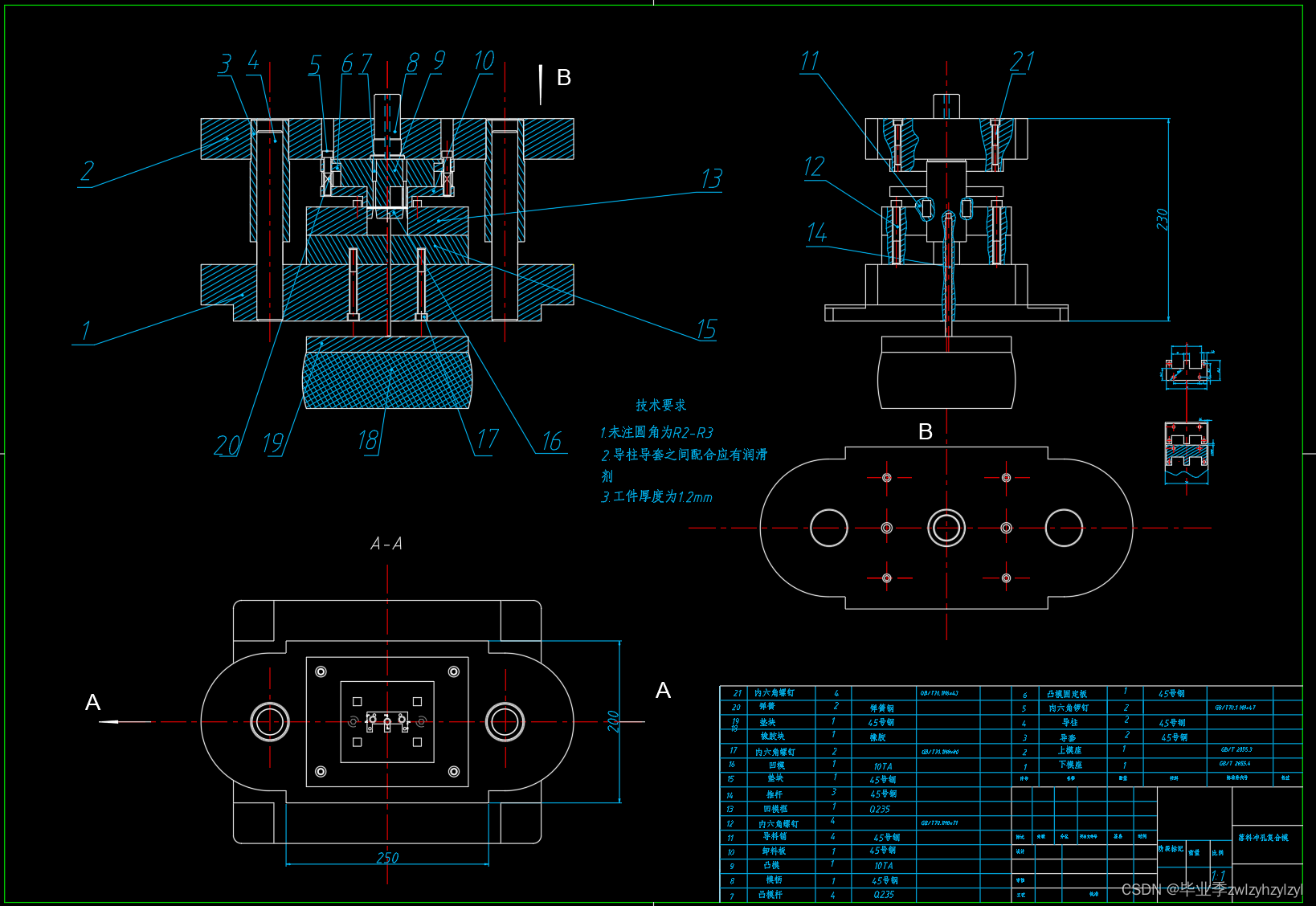
本零件为落料冲孔模
设计该零件的冲压工艺与模具 。
目录
当压力机的动精度不好时,就等于哟暖和精度不好的压力机进行冲压加
参考文献
冲裁件的工艺性是指从冲压工艺方面来衡量设计是否合理。一般的讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该件的冲压工艺性好,否则,该件的工艺性就差。当然工艺性的好坏是相对的,它直接受到工厂的冲压技术水平和设备条件等因素的影响。以上要求是确定冲压件的结构,形状,尺寸等对冲裁件工艺的实应性的主要因素。根据这一要求对该零件进行工艺分析。
零件尺寸部分公差已经给出,其余未标注公差,属自由尺寸,可按IT14级确定工件尺寸的公差,经查公差表,各尺寸公差为:500-0.62、24.70-0.52、70-0.36、6.50-0.36、10±0.18、150+0.43以根据图纸要求进行设计并画图,利用普通冲裁方式可达到图样要求。
材料为08F钢板是优质碳素结构钢,具有良好的可冲压性能。材料的厚度为1.2mm。由于该件外形简单,形状规则,适于落料冲孔加工。
确定方案就是确定冲压件的工艺路线,主要包括冲压工序数,工序的组合和顺序等。确定合理的冲裁工艺方案应在不同的工艺分析进行全面的分析与研究,比较其综合的经济技术效果,选择一个合理的冲压工艺方案。
经分析,该零件属于中小批量生产,工艺性较好,冲压件尺寸精度不高,形状简单。根据现有冲模制造条件与冲压设备,采用冲裁冲孔复合模,模具制造周期短,价格低廉,工人操作安全,方便可靠。
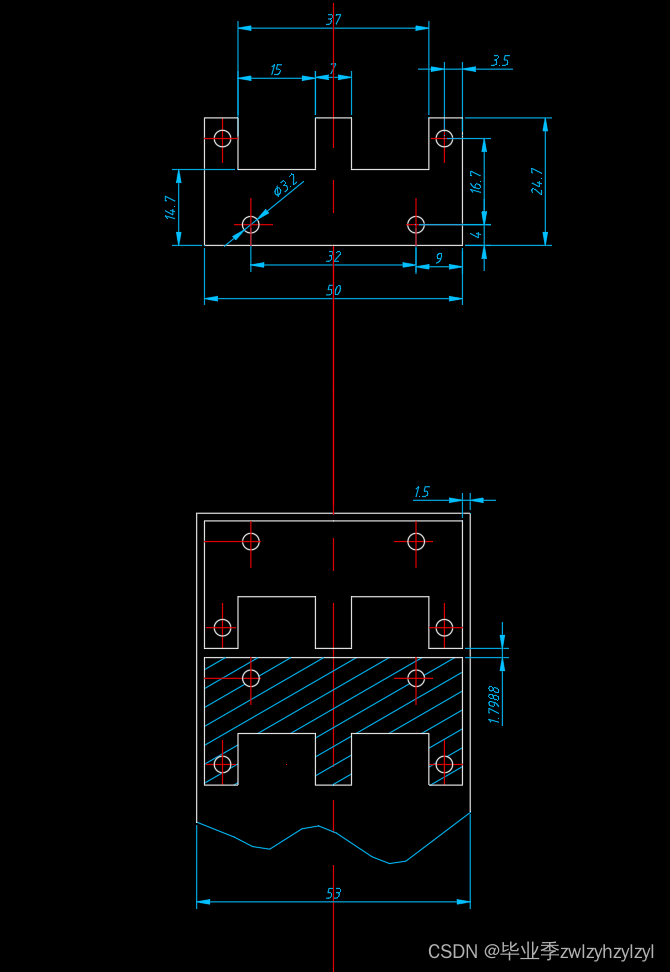
因为矩形边长L=50mm 查表1可知
两工件间按矩形取搭边值a=1.8,工件与边缘搭边值a1=1.5.
条料宽度按相应的公式计算:
B=(D+2a+δ)- δ 查表 2 ⊿=0.5 C=0.2
B=(50+2×2+0.5)0-0.5
B=54.50-0.5 mm
表1 搭边值和侧边值的数值
| 材料厚度t(mm) | 圆件及r>2t圆角 | 矩形边长l≤50 | 矩形边长l>50或圆角 r≤2 | |||
| 工件间a1 | 侧边a | 工件间a | 侧边a1 | 工件间a1 | 侧边a | |
| 0.25以下 | 1.8 | 2.0 | 2.2 | 2.5 | 2.8 | 3.0 |
| 0.25~0.5 | 1.2 | 1.5 | 1.8 | 2.0 | 2.2 | 2.5 |
| 0.5~0.8 | 1.0 | 1.2 | 1.5 | 1.8 | 1.8 | 2.0 |
| 0.8~1.2 | 0.8 | 1.0 | 1.2 | 1.5 | 1.5 | 1.8 |
| 1.2~1.5 | 1.0 | 1.2 | 1.5 | 1.8 | 1.9 | 2.0 |
| 1.6~2.0 | 1.2 | 1.5 | 2.0 | 2.2 | 2.0 | 2.2 |
表2 剪裁下的下偏差△(mm)
| 条料厚度t(mm) | 条料宽度b(mm) | |||
| ≤50 | >50~100 | >100~200 | >200 | |
| ≤1 | 0.5 | 0.5 | 0.7 | 1.0 |
| >1~3 | 0.5 | 1.0 | 1.0 | 1.0 |
| >3~4 | 1.0 | 1.0 | 1.0 | 1.5 |
| >4~6 | 1.0 | 1.0 | 1.0 | 2.0 |
根据上述数据可知图形搭边值和条料宽度,如图2可示:
………………


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









